00198170-03_Technical_Training_FSE_TX-Series_DE.pdf - 第75页
7 Stromversorgung 7.11 Analyse - Liste allgemeiner Fehler Technisches Training FSE SIPLACE TX-Series 08/2018 123 Fehler Mögliche Ursache Aktion Kurze Reaktion der CSB nach Drücken des Start-Tasters. ● Vorladestrom bei 30…
7 Stromversorgung
7.9 Kabelbaumschnittstelle
118 Technisches Training FSE SIPLACE TX-Series 08/2018
7.9 Kabelbaumschnittstelle
Sicherungs- & Anschlussverteilerfeld (Fuse & Distribution Connector field - FDC))
1. -X5 Mate.-N-Look 9pol FDJ 1&2 DC 27 V
2. -X8 Mini-Mate.-N-Look 6pol DC 24/ 48 V IC & FC-Kamera
3. -X9 Mini-Mate.-N-Look 6pol DC 24 V/ PCI & Monitor
4. -X14 Mate.-N-Look 9pol Conveyor
5. -X11 Mini-Mate.-N-Look 6pol Schlepp-Interface 1
6. -X12 Mini-Mate.-N-look 6pol Schlepp-Interface 2
7. -X8A Mate.-N-Look 6pol Schlepp-Interface 1 & 160V
8. -X8B Mate.-N-Look 6pol Schlepp-Interface 2 & 160V
ELS
1. -CAN1 Sub D 9pol
2. -CAN2 Sub D 9pol
3. -CAN3 Sub D 9pol
4. -CAN4 Sub D 9pol
5. PEMS PEMS
6. -X102 Mate.-N-Look 4pol AC 400 V Spannungsversorgung
Distributor-Anschlussfeld (Distributor Connector Field (DIC))
1. -X23 Mini-Mate.-N-Look 15pol Steuerungselemente 1
2. -X24 Mini-Mate.-N-Look 15pol Steuerungselemente 2
3. -X26 Mini-Mate.-N-Look 12pol Steuerungselemente Haube 1
4. -X27 Mini-Mate.-N-Look 12pol Steuerungselemente Haube 2
5. -X28 Mini-Mate.-N-Look 15pol BE-Einzug 1 Signalisierung & Sicherheit
6. -X29 Mini-Mate.-N-Look 15pol BE-Einzug 2 Signalisierung & Sicherheit
7. -X30 Mini-Mate.-N-Look 12pol Steuerung Vakuumpumpe Steuerung
Innenraumbeleuchtung
8. -X31 Mini-Mate.-N-Look 12pol Pneumatik Hauptsystem
9. -X32 Mini-Mate.-N-Look 9pol Steuerung Vakuumpumpe Steuerung
Innenraumbeleuchtung
10. -X33 Mini-Mate.-N-Look 12pol Reserviert E/A & optional
11. -X34 Mini-Mate.-N-Look 9pol Lüftersteuerung & Überwachung 1
12. -X35 Mini-Mate.-N-Look 9pol Lüftersteuerung & Überwachung 2
13. -X36 Mini-Mate.-N-Look 12pol Sicherheitskeis Klappe Transportverlängerung
14. -X37 Mini-Mate.-N-Look 15pol Reserve E/A & V3-Anschluss
15. -X19 Mini-Mate.-N-Look 4pol RS485 FU
7 Stromversorgung
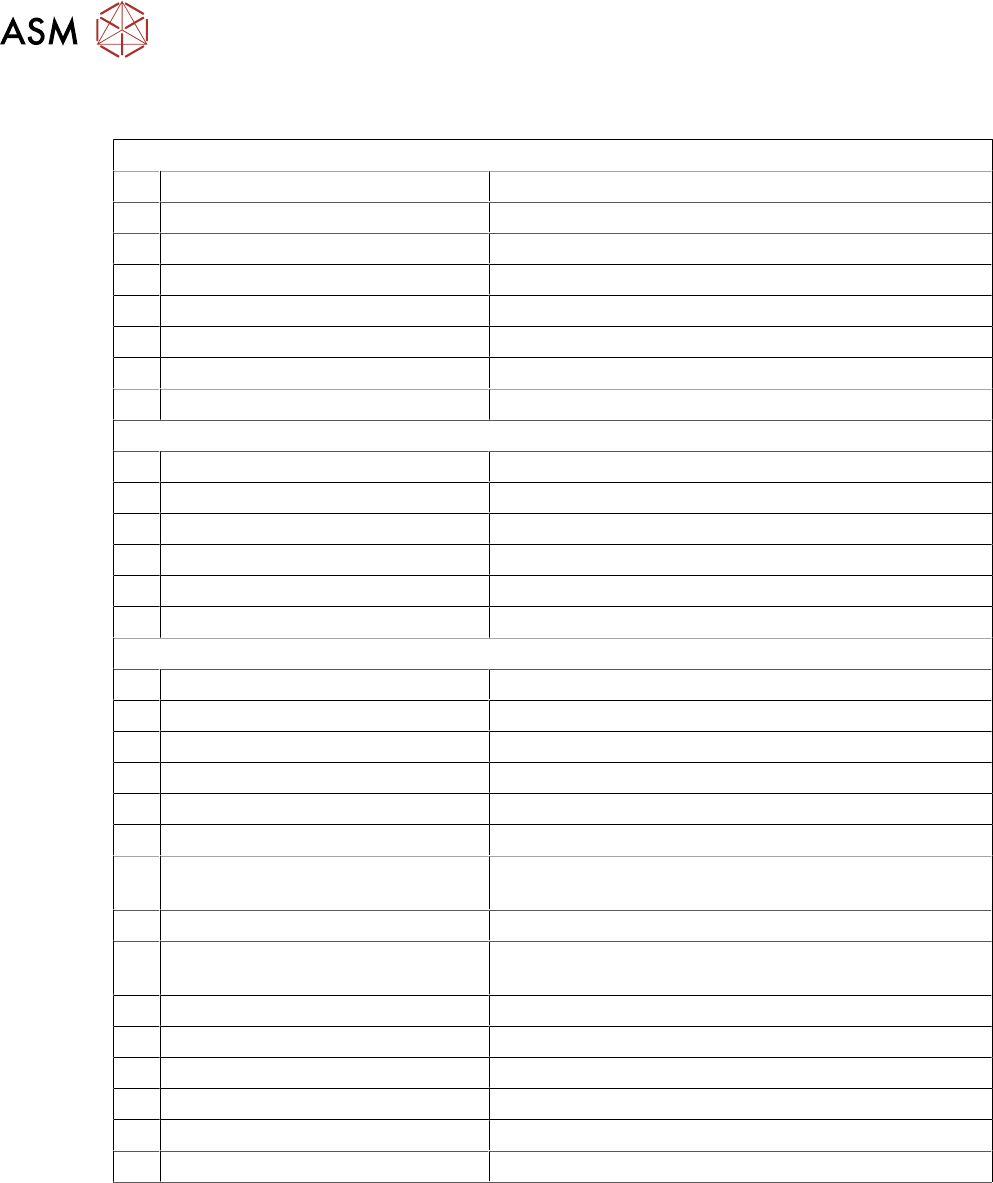
7.11 Analyse - Liste allgemeiner Fehler
Technisches Training FSE SIPLACE TX-Series 08/2018 123
Fehler Mögliche Ursache Aktion
Kurze Reaktion der
CSB nach Drücken des
Start-Tasters.
●
Vorladestrom bei 300VDC
Zwischenkreisspannung
prüfen.
Wenn kein Vorladestrom anliegt
(max. 10A):
●
GND-Verbindung der CSB
prüfen.
Fehlt GND-Verbindung der
CSB-LP?
●
Verbinden Sie die
Anschlussklemme mit der
GND-Klemme der CSB.
Wenn keine GND-Verbindung
besteht:
→ interner Defekt der CSB;
●
Einheit austauschen.
Überlast oder Kurzschluss bei
160VDC Ausgang
Zwischenkreisspannung?
●
X24B entfernen und
versuchen zu starten.
Wenn Start jetzt funktioniert,
beheben Sie die Kurzschluss-
Ursachen im 160VDC-Zweig der
Zwischenkreisspannung.
Überlast oder Kurzschluss bei
300VDC Zwischenkreisspannung?
●
X21 und X22 entfernen und
versuchen zu starten.
Wenn Start jetzt funktioniert,
beheben Sie die Kurzschluss-
Ursachen im 300VDC-Zweig der
Zwischenkreisspannung.
Maschine besteht den
Referenzlauf, stoppt
aber zu Beginn des
Produktionslaufs.
MGCU-Fehlermeldung:
Unterspannungsfehler bei DC-
Zwischenkreisspannung?
●
Kapazitätswert der CAP-
Einheit (Service-Bildschirm
der Diagnosefunktionen)
prüfen, Wert muss > 30mF
sein.
Wenn Wert < 30 mF:
●
CAP-Einheit austauschen.
●
QT40.999-Fehlermeldungen
am Service-Bildschirm prüfen.
Wenn QT40-Fehler angezeigt wird:
●
QT40-Einheit austauschen.
Service-Bildschirm QT40-Einheit
●
Statusanzeigen an QT40-999
prüfen:
Grünes Licht (> 220V) sollte
während des Referenzlaufs
leuchten.
Rotes Licht sollte vorübergehend in
Portalbeschleunigungsphase
leuchten.
6 Transportsystem
6.4 Funktionsweise des Transports
76 Technisches Training FSE SIPLACE TX-Series 08/2018
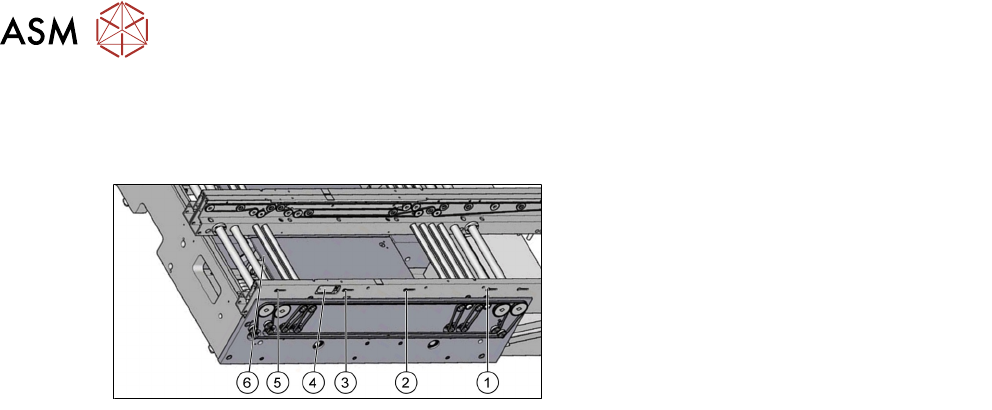
6.4 Funktionsweise des Transports
6.4.1 Leiterplattenüberwachung und -klemmung TX
1. Eingabesektion Lichtschrankensensor
2. Zweiter Lichtschrankensensor im BB
(optional)
3. BB Lichtschrankensensor
4. Lasersensor
5. Ausgabesektion Lichtschrankensensor
6. Verstärker für Lichtschrankensensor
Leiterplattenerkennung
●
Die Leiterplattenerkennung wird durch Glasfasersensoren, die aus einem Steuermodul mit
Sender und Empfänger bestehen, überwacht und gesteuert:
●
Jede Spur verfügt über 3 Glasfasersenoren-Sätze in Eingabe-, Bestück- und Ausgabesektion.
●
In jeder Spur befindet sich im Bestückbereich ein Laser-Sensor.
●
Zusätzliche Glasfasersensoren für einen zweiten LP-Stopp im BB sind als Option erhältlich.
LP-Stopp im Bestückbereich
●
Erreicht die Leiterplatte den Bestückbereich, so wird die Leiterplatte durch die
Lichtunterbrechung erkannt und die Geschwindigkeit des Transportbands reduziert.
●
Ca. 100 ms später wird mit Hilfe eines Laserstrahls die Vorderkante der langsam
einfahrenden Leiterplatte erkannt, die Leiterplatte wird gestoppt und geklemmt.
Nur für Maschinen mit Vakuum-Tooling:
●
Erreicht die Leiterplatte den Bestückbereich, so wird die Leiterplatte durch die
Lichtunterbrechung im Vakuum-Tooling erkannt.
●
Das Transportband ändert die Richtung und die Leiterplatte wird rückwärts gefahren und
angehalten, wenn die Leiterplatte die in der Stationssoftware definierte Position (Wert "Offset
LP-Sensor rückwärts") erreicht.
●
Danach wird der Hubtisch (Platte) angehoben und das Vakuum eingeschaltet. Wenn der
Vakuumwert erreicht ist, kann der Bestückprozess starten.
Leiterplattenklemmung
●
Nach dem Stoppen der Leiterplatte hebt der Motor des Hubtisches die Tischplatte an und
klemmt die Leiterplatte.
●
Der Klemmstatus wird mit Hilfe des Motorstroms und -Encodersystems des Bandmotors
geprüft. Diese Funktion wird von den Transportsteuerungsplatinen ausgeführt.
●
Die Leiterplatte wird von ihrer Unterseite her gegen eine feste Haltung am Transportsystem
geklemmt.