4OM-1348-002_w.pdf - 第101页
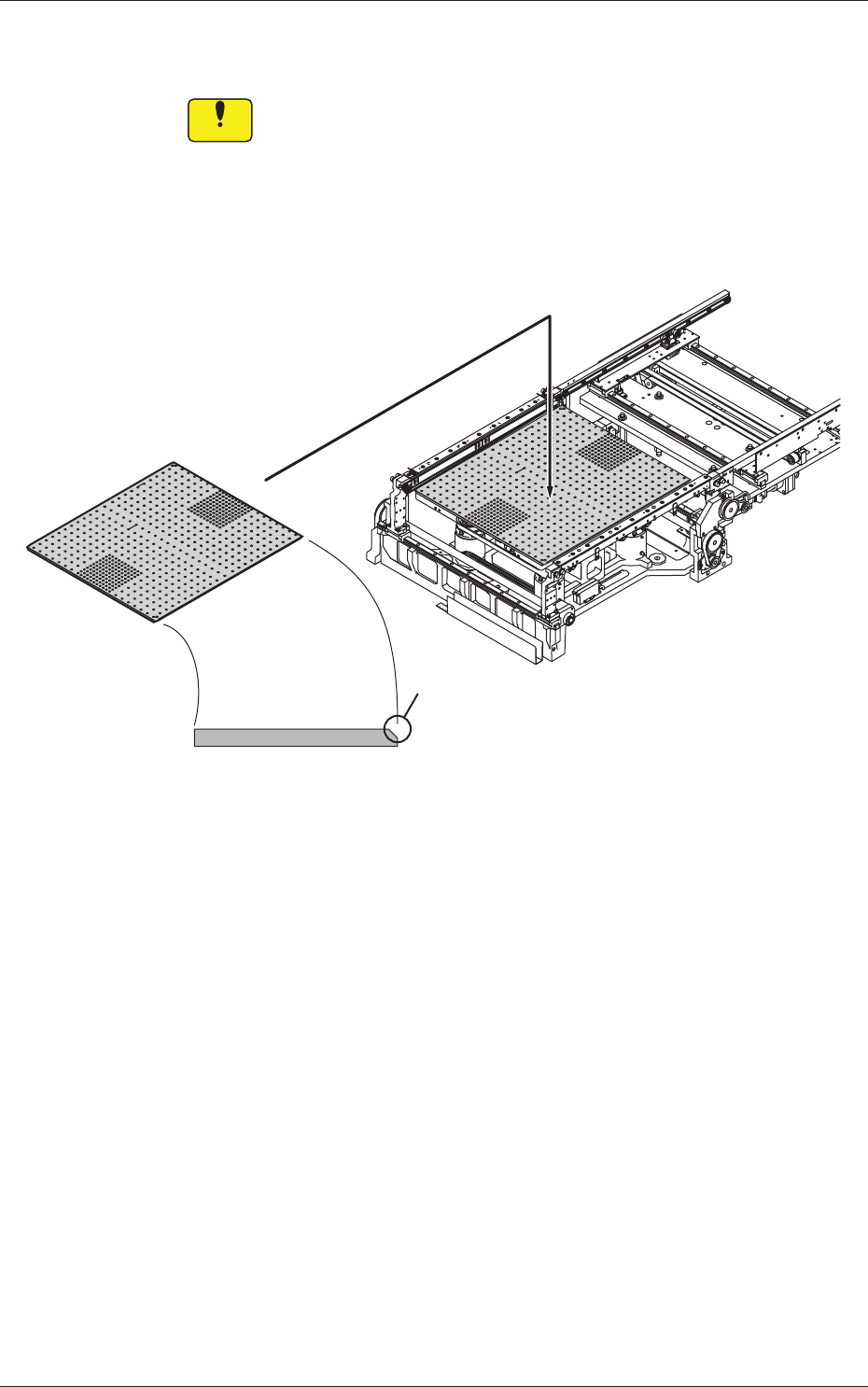
1 - 48 0606 - 001 4.2 滚珠丝杠副的注油步骤 (7) 在支撑台安装,使支撑板的倒角侧位于装置右侧。 Notice (a) 安装支撑板时,请使倒角侧位于装置右侧。 误装会导致装置故障。 (b) 请不要使支撑台和支撑板之间进入异物。 会导致装置故障。 (c) 安装支撑板时,请确认支撑板是否晃动或倾斜、方向是否正 确。 设置为支撑板的倒角侧安装到 装置右侧。 倒角侧 Fig.4A47
1-470606-001
4.2 滚珠丝杠副的注油步骤
4.2 滚珠丝杠副的注油步骤
Procedure
(1) 对传送带和安装头进行原点复位。
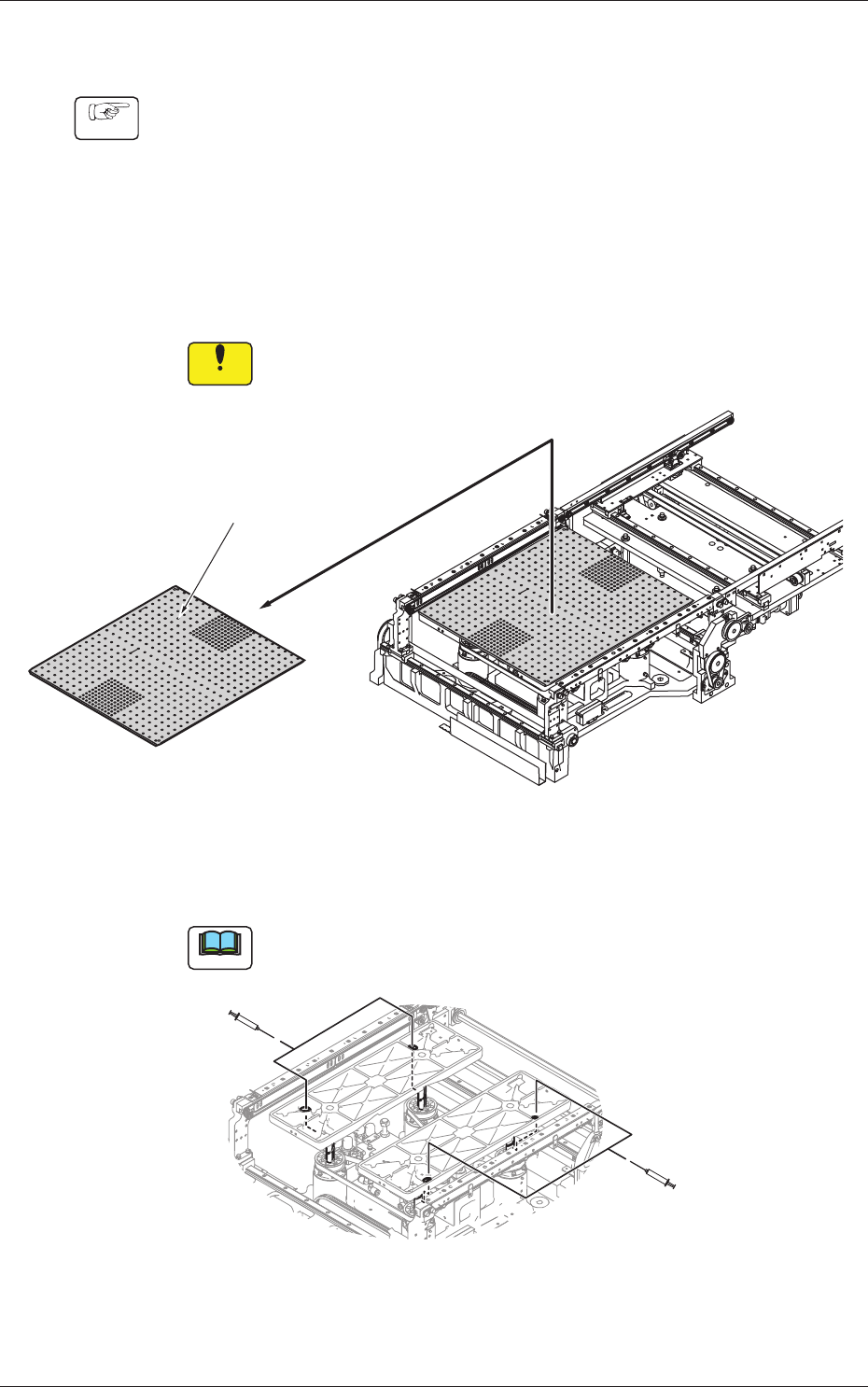
(2) 上升支撑台。
(3) 切断装置电源。
(4) 打开开闭门。
(5) 取出支撑板。
Notice
如果支撑板碰撞传送带等,就会导致装置故障。
请慎重使用支撑板。
支撑板
Fig.4A45
(6) 从支撑台的开口孔支撑台的滚珠丝杠副用注油器进行注油。
Note
使用吸嘴为 No.19( 茶色 )。
从开口孔注油
从开口孔注油
Fig.4A46
1-480606-001
4.2 滚珠丝杠副的注油步骤
(7) 在支撑台安装,使支撑板的倒角侧位于装置右侧。
Notice
(a) 安装支撑板时,请使倒角侧位于装置右侧。
误装会导致装置故障。
(b) 请不要使支撑台和支撑板之间进入异物。
会导致装置故障。
(c) 安装支撑板时,请确认支撑板是否晃动或倾斜、方向是否正
确。
设置为支撑板的倒角侧安装到
装置右侧。
倒角侧
Fig.4A47
1-490606-001
4.3 氟片和聚氨酯夹板的更换
4.3 氟片和聚氨酯夹板的更换
更换时期
请以一年为标准进行更换。
更换步骤
Procedure
(1) 将切割器进行原点复位。
Reference
关于切割器的原点复位请参照“第二巻 第四章 4.4 切割器调
整”界面。
(2) 下降送料器安装台,拆卸送料器批量更换推车。
(3) 切换装置电源。
(4) 打开开闭门。
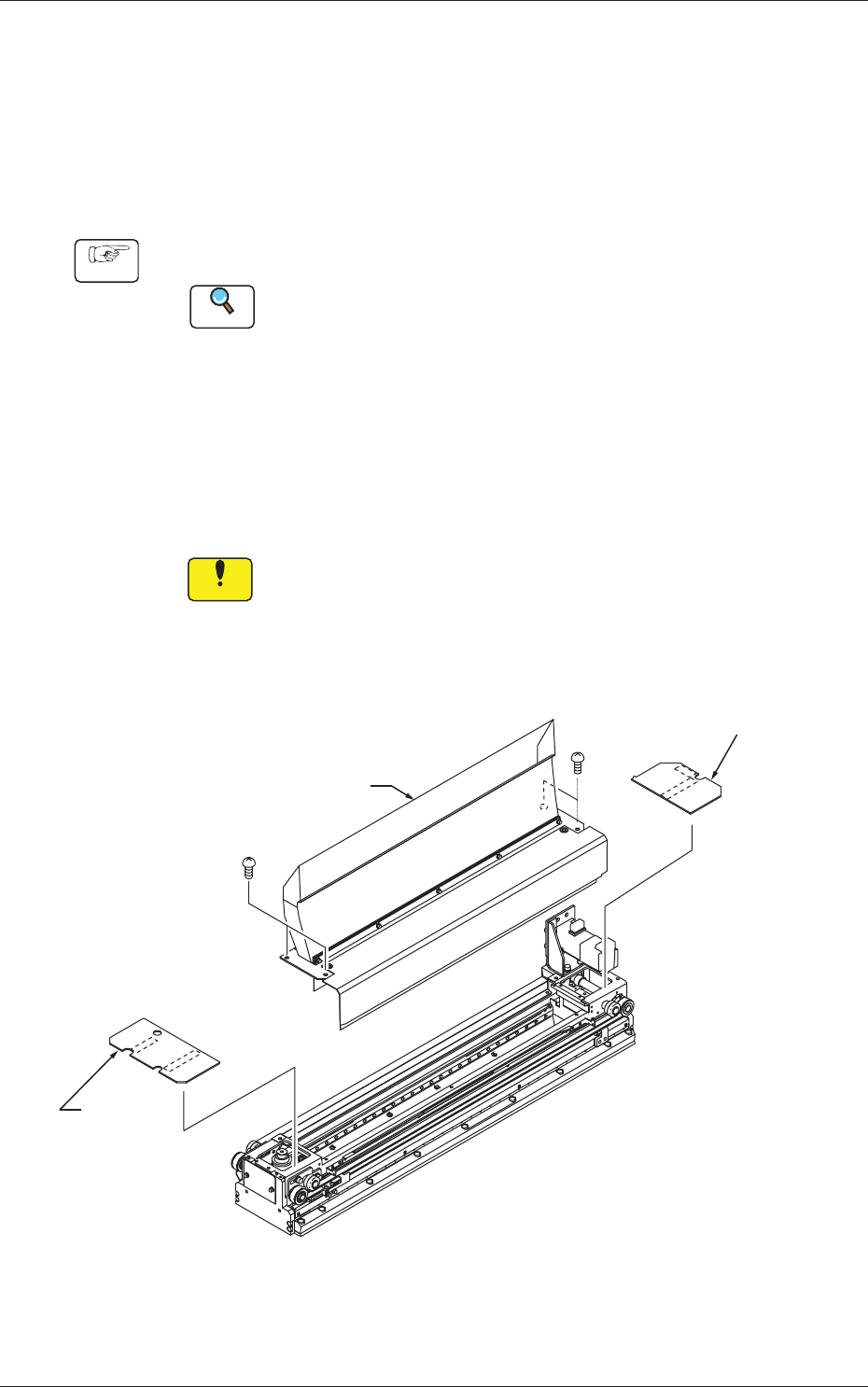
(5) 卸下透明盖 ( 原点侧、马达侧 ) 和料带引导槽。
Notice
(a) 拆卸料带引导槽,安装时请慎重进行作业,以免 Y 轴直线标
尺受损。
(b) 切割器若不在原点位置,料带夹板就会夹住氟片,导致无法
拆卸料带引导槽。
料带引导槽
透明盖
(原点侧)
透明盖
(马达侧)
Fig.4A48