神州视觉ALD编程培训教材_F5D37.pdf - 第15页
OTHER 算法 : (应用模式: 锡膏板,红胶板 ,波峰焊 ) 目前来说这个算法主要针对的是元器件的脚 又因为没有两只完全一样的脚,所以简单理解来说此算法主要原理就是收集大量的 OK 图片,然后把这些图片全部集合 在一起成为一个标准,系统自动判定该图片可能会产生的变化,在检测的时候待测图与标准图相似并且返回值处于上限 以内则判定 OK ,但是因为收集图片的过程是人工判定,所以一旦有不良图被收集,则检测效果大大降低。 对于比较小的零件如…
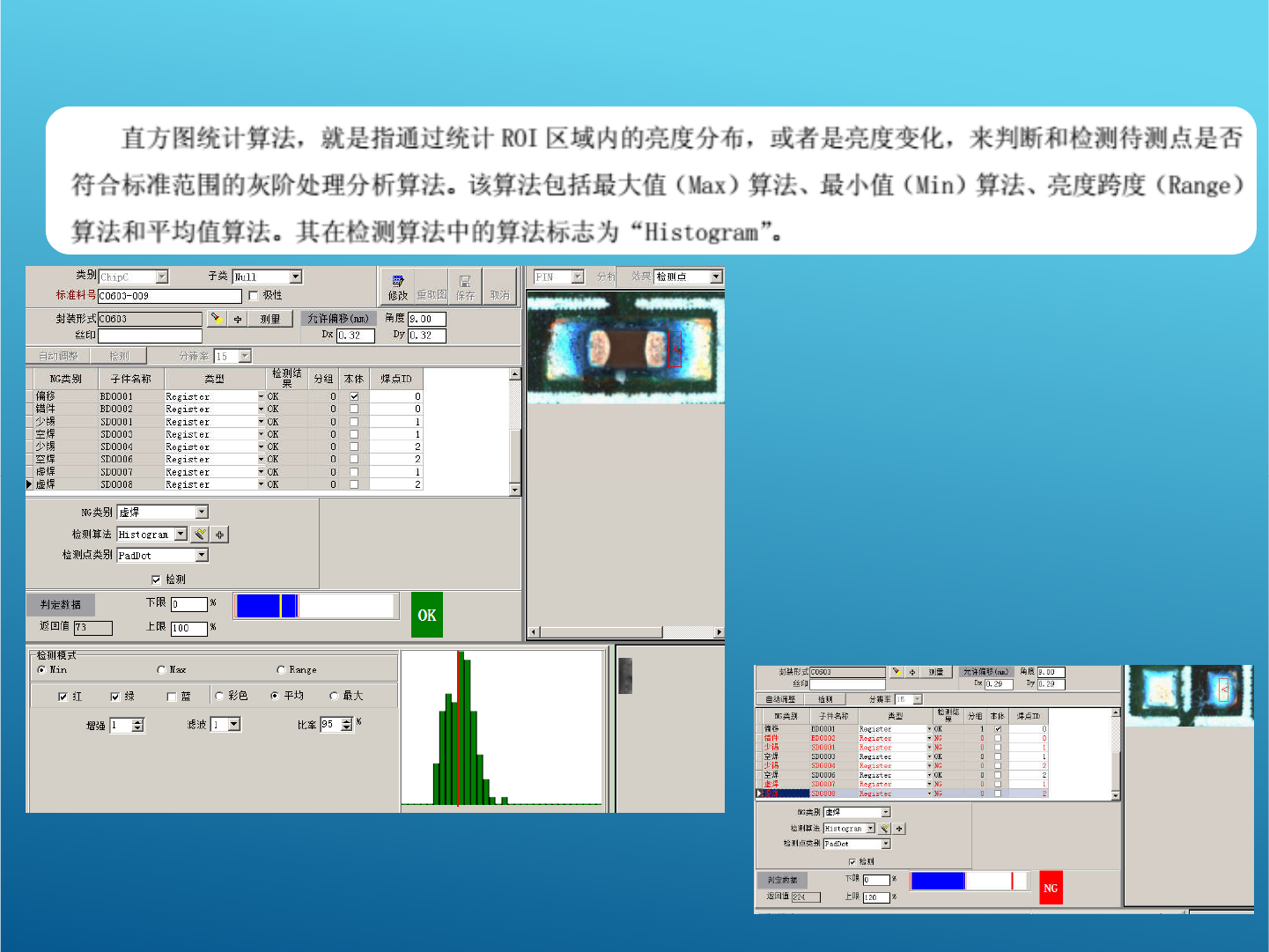
HISTOGRAM算法:(应用模式:
锡膏板
)
该算法主要检测亮度
根据之前提到过的光学成像的原理
我们可以知道在电极旁正常上锡的地
方颜色呈现深蓝色,而深蓝色是一个
比较暗的色调,从而可以理解检测的
区域亮度如果出现高亮部分且返回值
区域亮度如果出现高亮部分且返回值
超过上限值则判定NG
(注:该算法上限不是百分比,最大
值为255,一般默认80-100左右)
出现高亮部分如下图:
出现误判情况下可以提高上限值,增强值,或者降低比率值
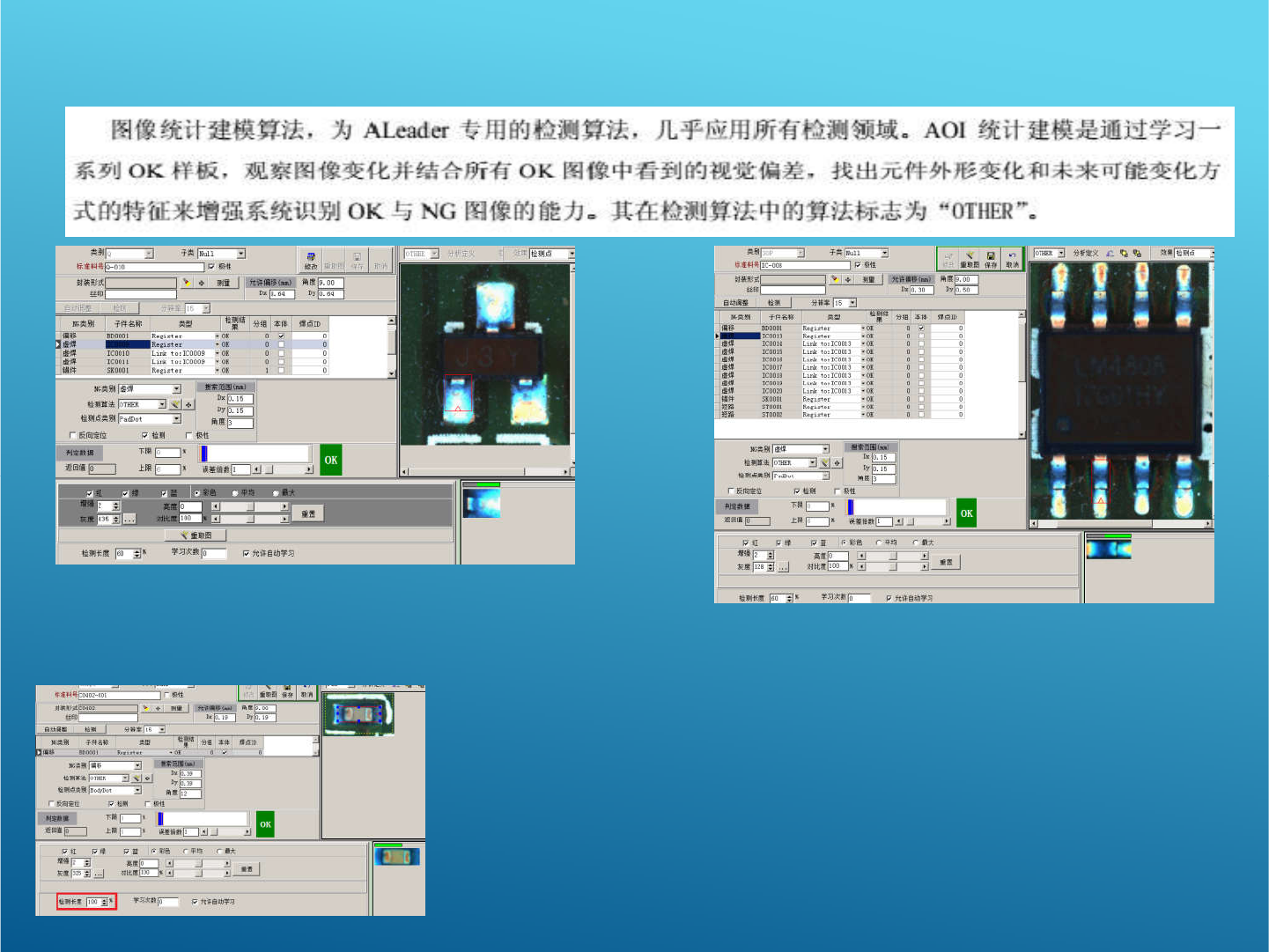
OTHER算法:(应用模式:
锡膏板,红胶板,波峰焊
)
目前来说这个算法主要针对的是元器件的脚
又因为没有两只完全一样的脚,所以简单理解来说此算法主要原理就是收集大量的OK图片,然后把这些图片全部集合
在一起成为一个标准,系统自动判定该图片可能会产生的变化,在检测的时候待测图与标准图相似并且返回值处于上限
以内则判定OK,但是因为收集图片的过程是人工判定,所以一旦有不良图被收集,则检测效果大大降低。
对于比较小的零件如0201规格的电阻或者电容
可直接利用OTHER算法直接框住零件左右两端焊盘,保
证检测长度为100,如右图
在后期调试过程中直接收集OK图片即可
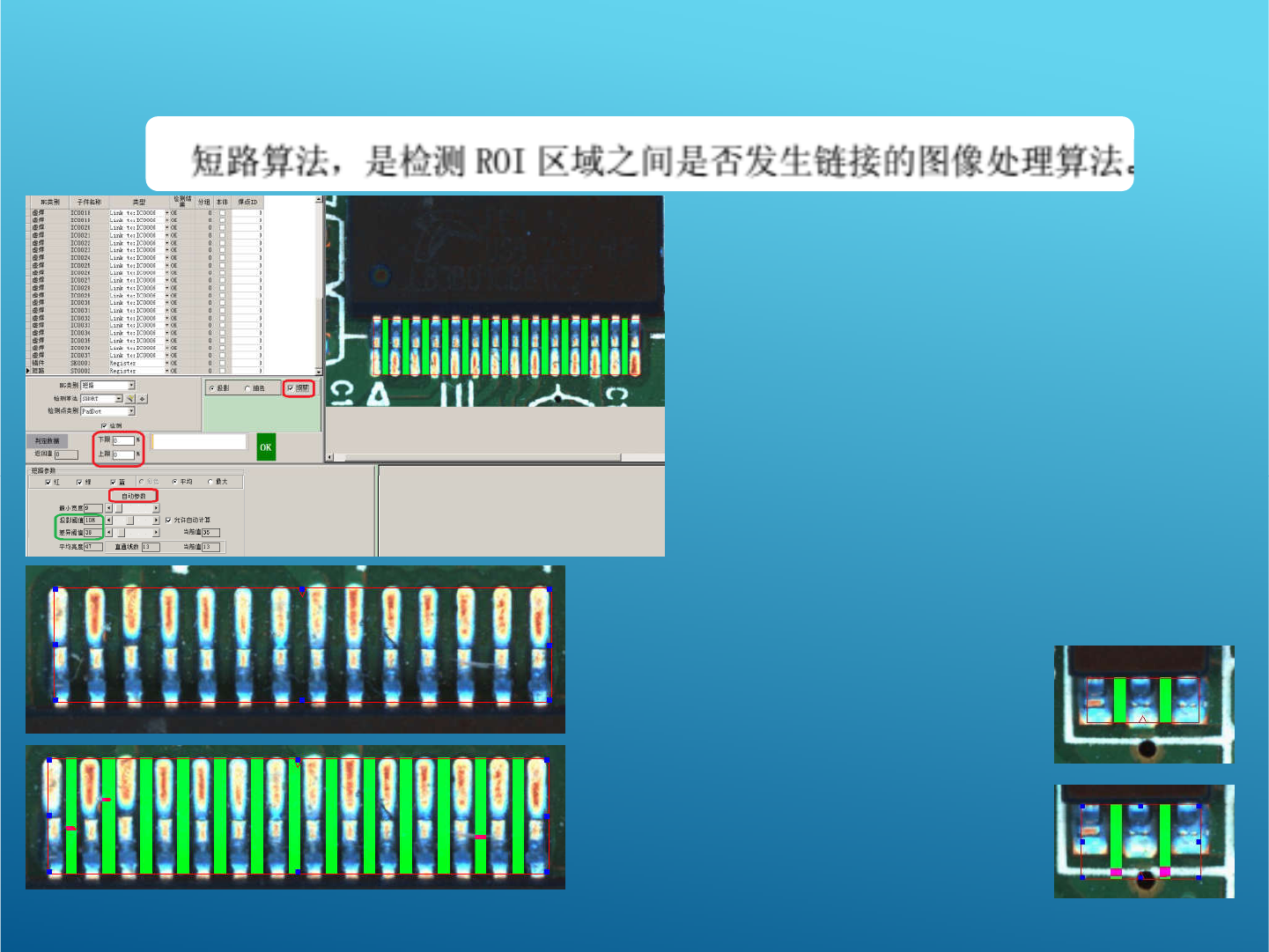
SHORT算法:(应用模式:
锡膏板,波峰焊
)
框住的区域则为检测区域
所以在制作检测框的时候注意可能会导致连锡的位
置,适当调整框的位置及大小
因为短路检测项只有两种情况,连锡或者不连锡
所以上限一定不能修改,一定为零
下面“自动参数”可以由软件自己帮你设定参数
“投影阈值”主要控制通道的宽度及数量
(通道即为图中绿色条状位置)
(通道即为图中绿色条状位置)
“差异阈值”主要控制通道中允许出现的亮度上限
一般默认20,自动参数之后软件最大修改为40,如
果误判高可以手动修改参数至50
参数更改过高会导致漏测
当脚之间出现污染物或者
真实不良时,效果如左图
当检测框大小设定不对时,
效果如右图