神州视觉ALD编程培训教材_F5D37.pdf - 第19页
CREST 算法 : (应用模式: 波峰焊 ) 制作波峰焊焊点检测框有两种: 1 、人工插件:脚的方向与基板垂直,如左上图,脚 一般处于焊盘中心位 置 2 、机插件:脚会被折弯并固定朝向,如右上图,脚 一般超过焊盘或者处 于边缘位置 在制作时框的大小与焊盘大小大概一致,且机插件 焊点画框时三角尖一 定要对着引脚并选择 “ 极性 ” “ 观察 ” 勾选之后可以看出焊盘颜色为白色 ,基板颜色为黑色, 如果颜色区分不明显 可以调整下方的 定位…
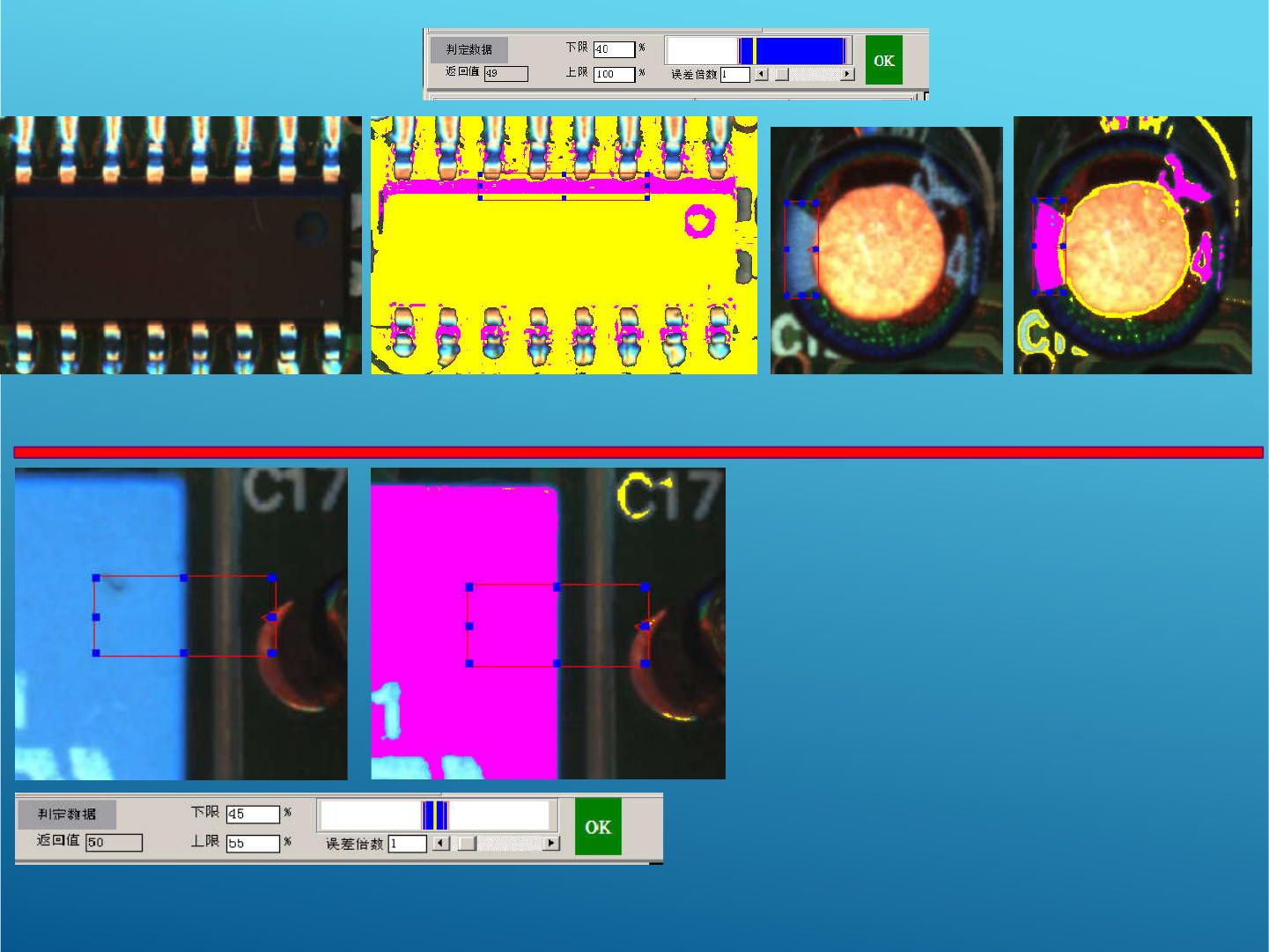
TOC部分扩展应用演示:
利用零件表面边缘颜色的不同来区分零件是否反向,颜色提取之后观察效果,使零件两边颜色不一致,然后根据返回值更改下限值,
如果零件反向则颜色比例达不到要求成为NG报警。
测试零件偏移:
零件颜色提取出来之后,把检测框的一
半放在零件上,慢慢移动,使返回值为
50,然后根据返回值调整上下限为45-
55,意思为零件左偏或者右偏导致检测
框里面的颜色多于55或者少于45则报警。
只要零件发生不良且都有颜色差异就可以使用TOC算法检测
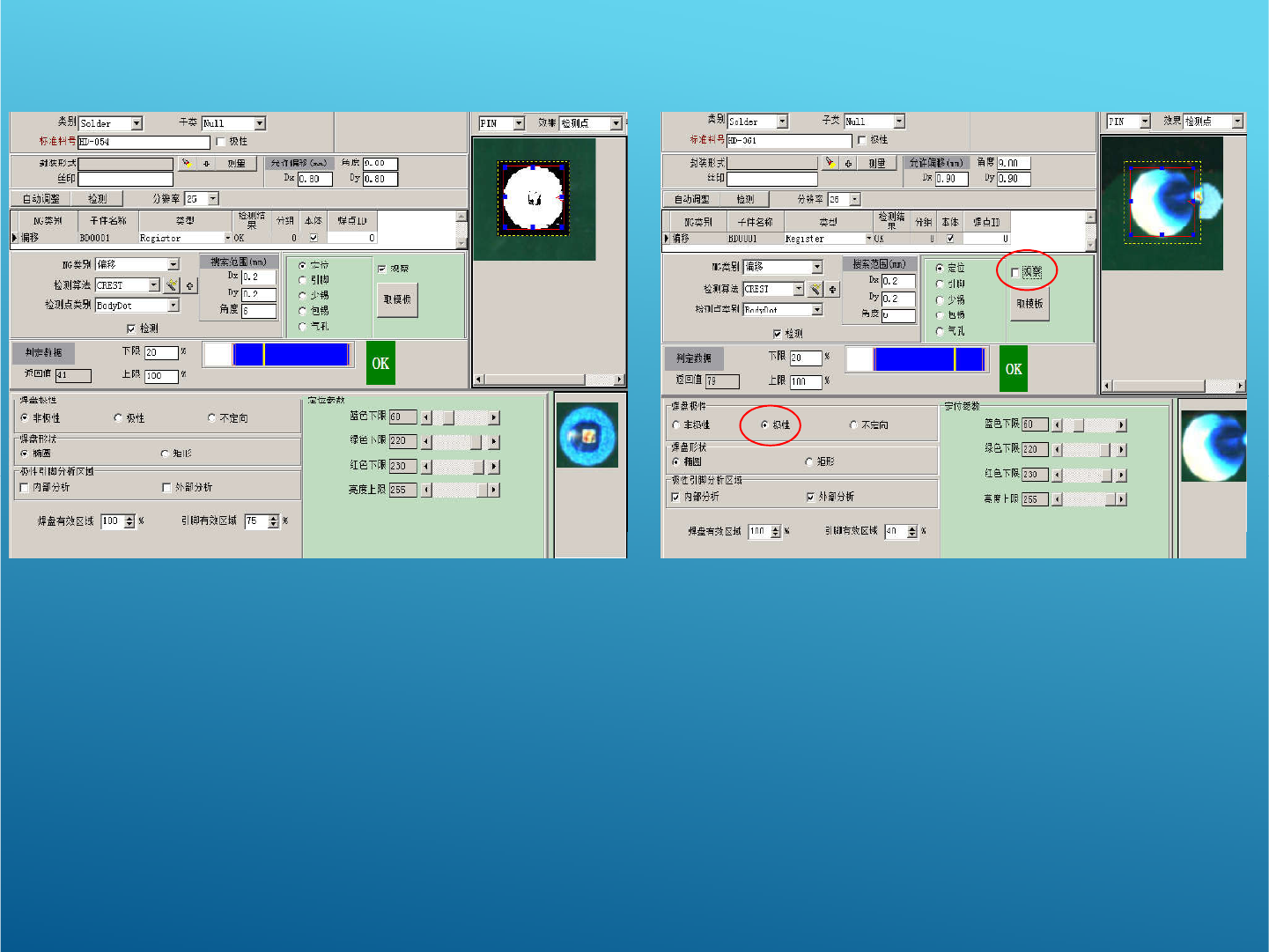
CREST算法:(应用模式:
波峰焊
)
制作波峰焊焊点检测框有两种:
1、人工插件:脚的方向与基板垂直,如左上图,脚一般处于焊盘中心位置
2、机插件:脚会被折弯并固定朝向,如右上图,脚一般超过焊盘或者处于边缘位置
在制作时框的大小与焊盘大小大概一致,且机插件焊点画框时三角尖一定要对着引脚并选择“极性”
“观察”勾选之后可以看出焊盘颜色为白色,基板颜色为黑色,如果颜色区分不明显可以调整下方的
定位参数。
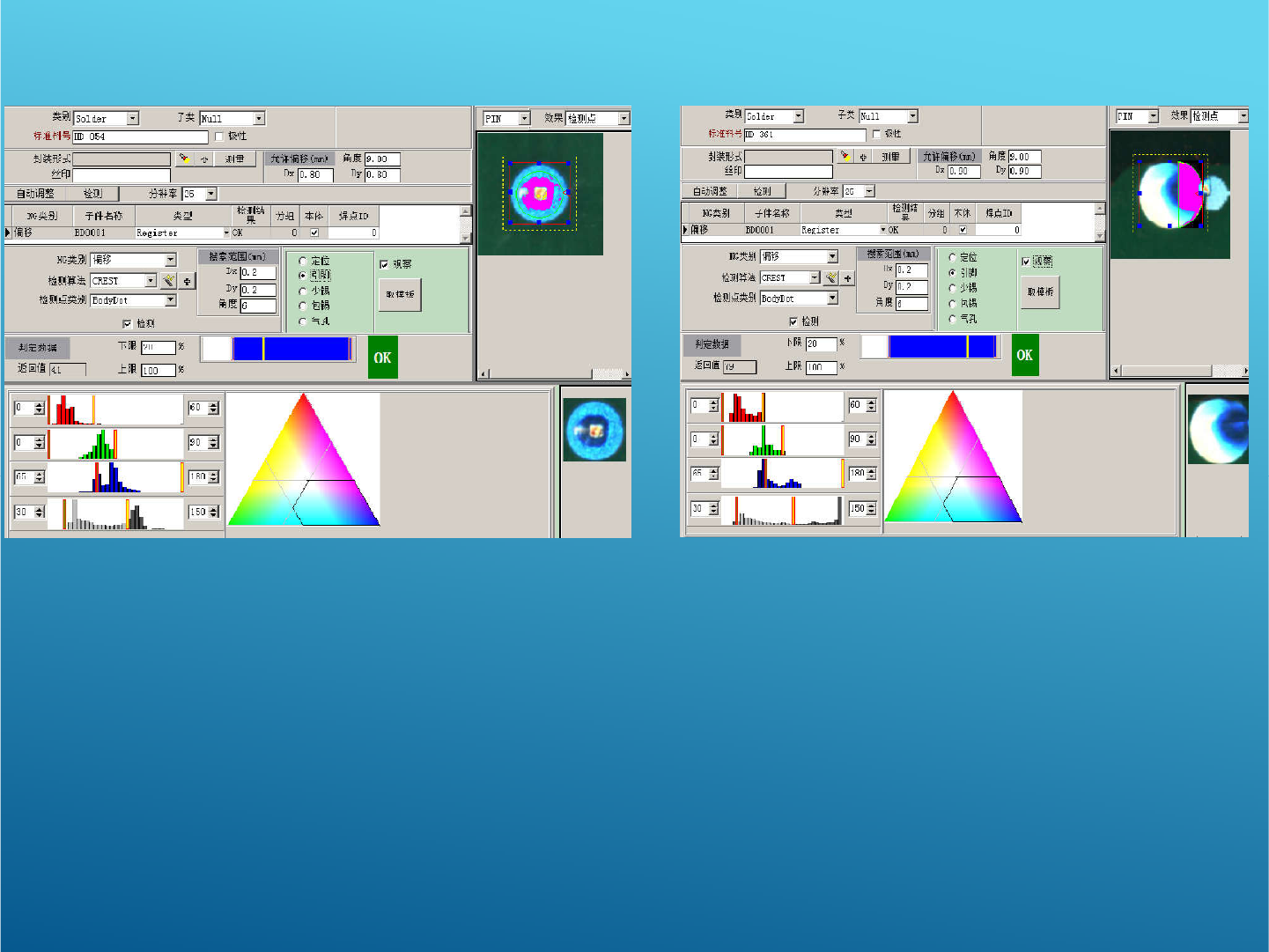
CREST算法:(应用模式:
波峰焊
)
引脚:
引脚主要检测是否有出脚,检测依据为判定测试区域内是否有深蓝色成分,比例是否能达到要求
因为如果有出脚,且吃锡完好的情况下脚周边会有深蓝色成分,反之则没有;
即:如果出现深蓝色且比例足够,则判定有出脚
如果没有深蓝色成分或比例达不到要求,则判定未出脚
前面根据画框时的不同人工插件与机插件的引脚检测区域会不一样,如上图显示