D3操作篇__N7201A587C.pdf - 第385页
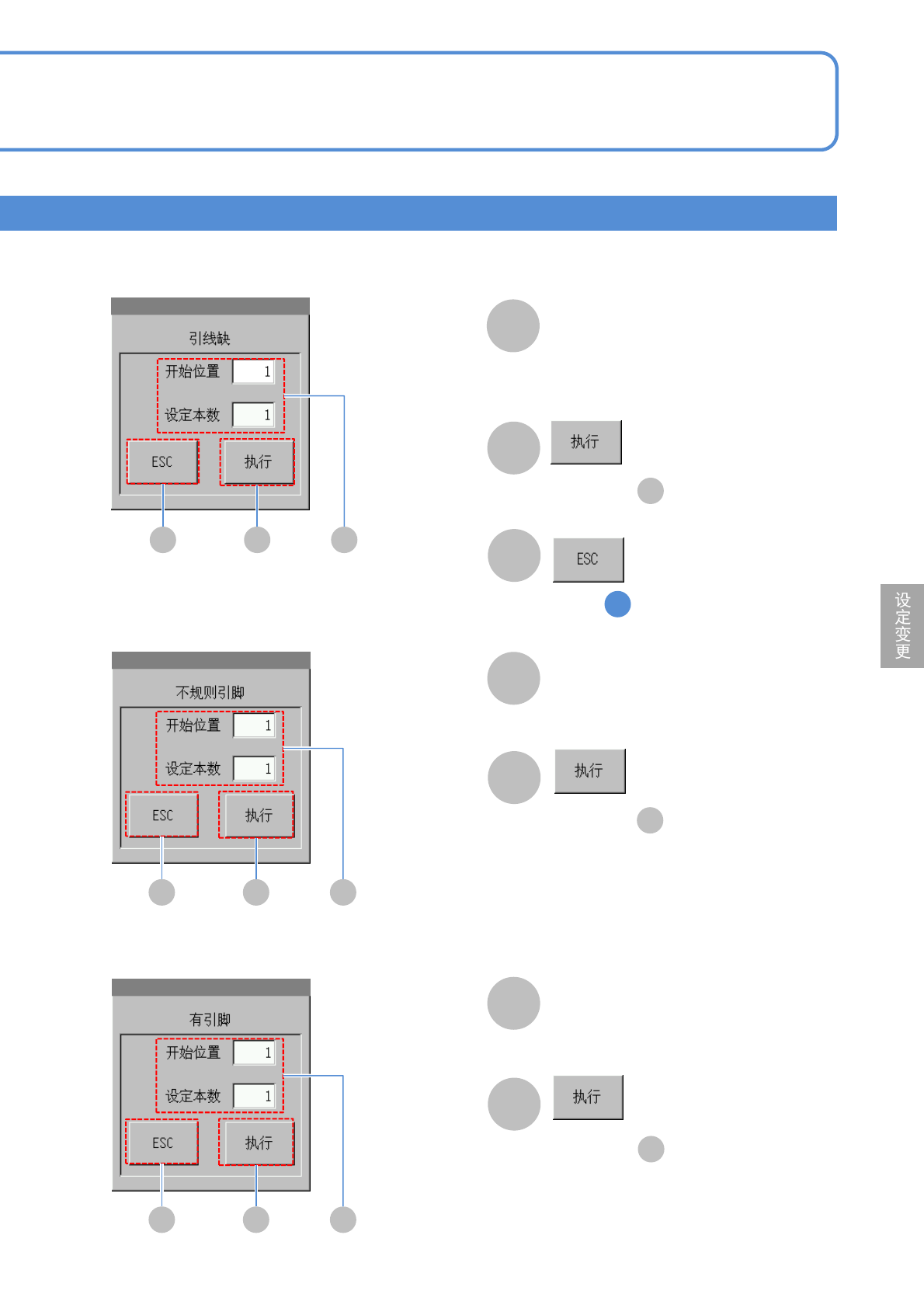
NPM-D3 EJM6DC-MB-06O-09 6-1-8 -8 ●即使判定为引脚脱落,而事实上有 引 脚时进行设定。 设定引脚脱落的开始位置和数量 I J K J K I 返回 的画面。 4 在引脚信息 以「 X 」显示 D 设定不规则引脚的开始位置和数量 L M 在引脚信息 以「 N 」显示 D 设定有引脚的开始位置和数量 N O 在引脚信息 以「 ○ 」显示 D ■设定引脚脱落位置的画面 ■设定不规则引脚位置的画面 ■设定有引脚位…
NPM-D3 EJM6DC-MB-06O-09
数据
修改
操作篇
6-1-8
6-1-8-7
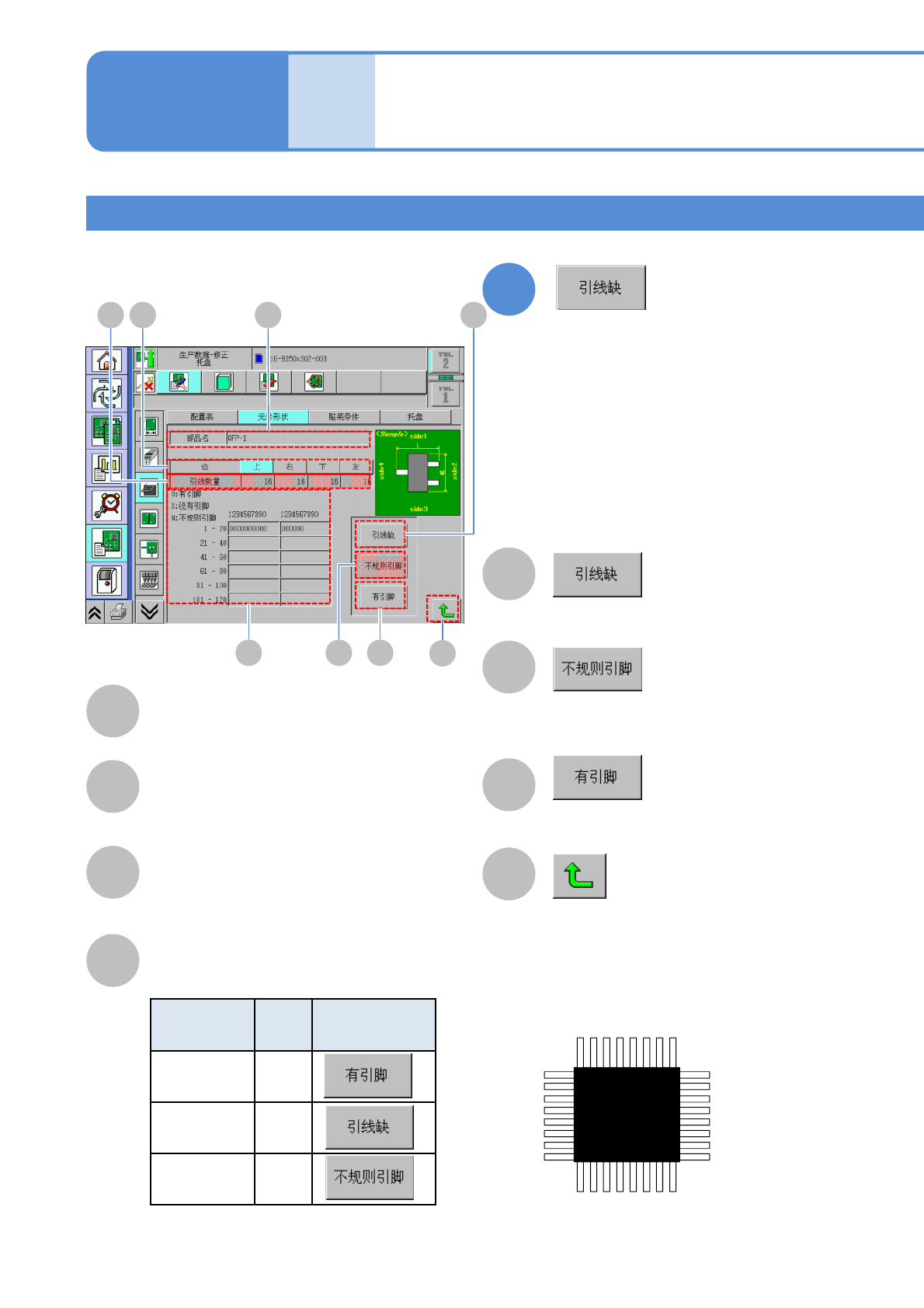
元件形状数据的修改 4
AB
F
E
D G
C
C
A
B
元件名称
引脚数量
边
各边的引脚数量。
选择需要确认元件的边。
D
引脚信息
各元件的引脚有无。
F
G
H
H
返回原来画面。
引脚元件 2
E
显示设定“引线缺”位置的画面。
显示设定“不规则引脚”位置的画面。
显示设定“有引脚”位置的画面。
引脚信息 记号 设定键
有引脚 ○
没有引脚 ×
不规则
N
1 2 3 4 ・・・
上边
1
2
3
4
・
・
・
・・・ 43 2 1
右边
下边
1
2
3
4
・
・
・
左边
引脚的顺序以顺时针方向为基准。
4
对引线缺的信息进行确认、修改。
NPM-D3 EJM6DC-MB-06O-09
6-1-8-8
●即使判定为引脚脱落,而事实上有引
脚时进行设定。
设定引脚脱落的开始位置和数量
I
J
K
JK I
返回 的画面。
4
在引脚信息 以「X」显示
D
设定不规则引脚的开始位置和数量
L
M
在引脚信息 以「N」显示
D
设定有引脚的开始位置和数量
N
O
在引脚信息 以「 ○ 」显示
D
■设定引脚脱落位置的画面
■设定不规则引脚位置的画面
■设定有引脚位置的画面
MK L
OK N
NPM-D3 EJM6DC-MB-06O-09
数据
修改
操作篇
6-1-8
6-1-8-9
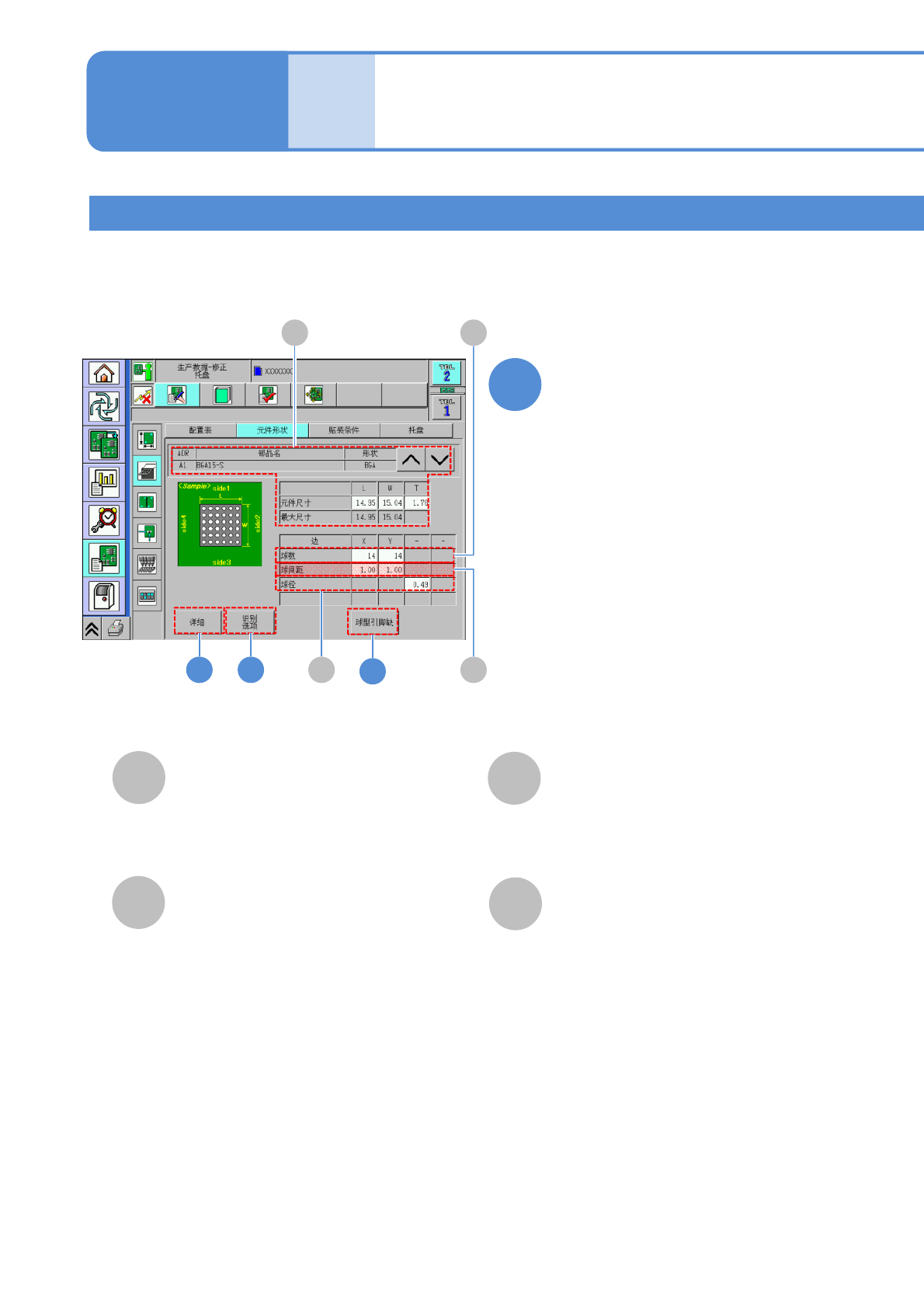
元件形状数据的修改 5
B
A
D2
X: side1、side3的焊锡球数量。
Y: side2、side4的焊锡球数量。
●单位: 个
3
A
元件信息
(→P.6-1-8-1)
焊锡球数量
C
B
C
X: side1、side3的焊锡球间距。
Y: side2、side4的焊锡球间距。
●单位:mm
焊锡球间距
D
●单位:mm
焊锡球直径
修改画面上的数据
●轻触画面,显示输入画面。
1
BGA 1
4