NXTII 编程手册.pdf - 第181页
QD148-03 5. 在机器上编辑 Job (MEdit) NXT Ⅱ编程手册 169 料带的送料 检查元件,然后在向前送 料按钮上按下元件需要送料的次数。 料带的返回 检查元件,按下向后送料按钮, 向后供给元件,送料的次数与元件 向前送料的次数一致。 备注 )拉紧杆是为在旋转时防止顶部的薄膜松散而设计的 (例如料带向前送料) 。当反方向 旋转时, 顶部薄膜就有可能松散。 通过打开拉紧杆来消除松散, 通常是拉紧顶部的薄膜 再将拉紧杆返…
5. 在机器上编辑 Job (MEdit) QD148-03
168 NXT Ⅱ编程手册
5.8.4 吸取测试时的供料器送料数和料带的返回方法
进行吸取测试时需要供给元件,因为测试时不会自动进行元件供给,所以根据供料器种类需
要手动操作进行供料器的送料。各种类供料器的送料数如下所示。
基于供料器类型和间距的送料数
料带供料器
管装供料器
备注 )()中的项目表示可以对吸取测试元件进行的送料数。但是,当吸取位置由于校正补
正,或者由于吸取修正量数值 (元件尺寸以下)的原因发生了变动后,因为吸取位置
变为有效移动范围之外,所以会发生 Y 轴的移动公差错误,和不能进行吸取测试的情
况。
W08 W12 W16 W24 W32 W44 W56
间距 送料数 送料数 送料数 送料数 送料数 送料数 送料数
11 × × × × × ×
21 × × × × × ×
4 1 3 (1) 3 (1) 4 4 4 4
8 2 (1) 2 (1) 3 3 3 3
12 2 (1) 2 (1) 2 (1) 2 (1) 2 (1) 2 (1)
16 2 (1) 2 (1) 2 (1) 2 (1)
20 2 (1) 2 (1) 2 (1) 2 (1)
24 2 (1) 2 (1) 2 (1) 2 (1)
28 (1) (1) (1)
32 (1) (1) (1)
36 (1) (1)
40 (1) (1)
44 (1)
48 (1)
52 (1)
56 (1)
供料器宽度 类型 溜槽类型 送料数
24 mm 1S Top (1)
24 mm 1S Bottom ×
24 mm 1L Top ×
24 mm 1L Bottom ×
48 mm 2S Top (1)
48 mm 2S Bottom ×
48 mm 2L Top ×
48 mm 2L Bottom ×
QD148-03 5. 在机器上编辑 Job (MEdit)
NXT Ⅱ编程手册 169
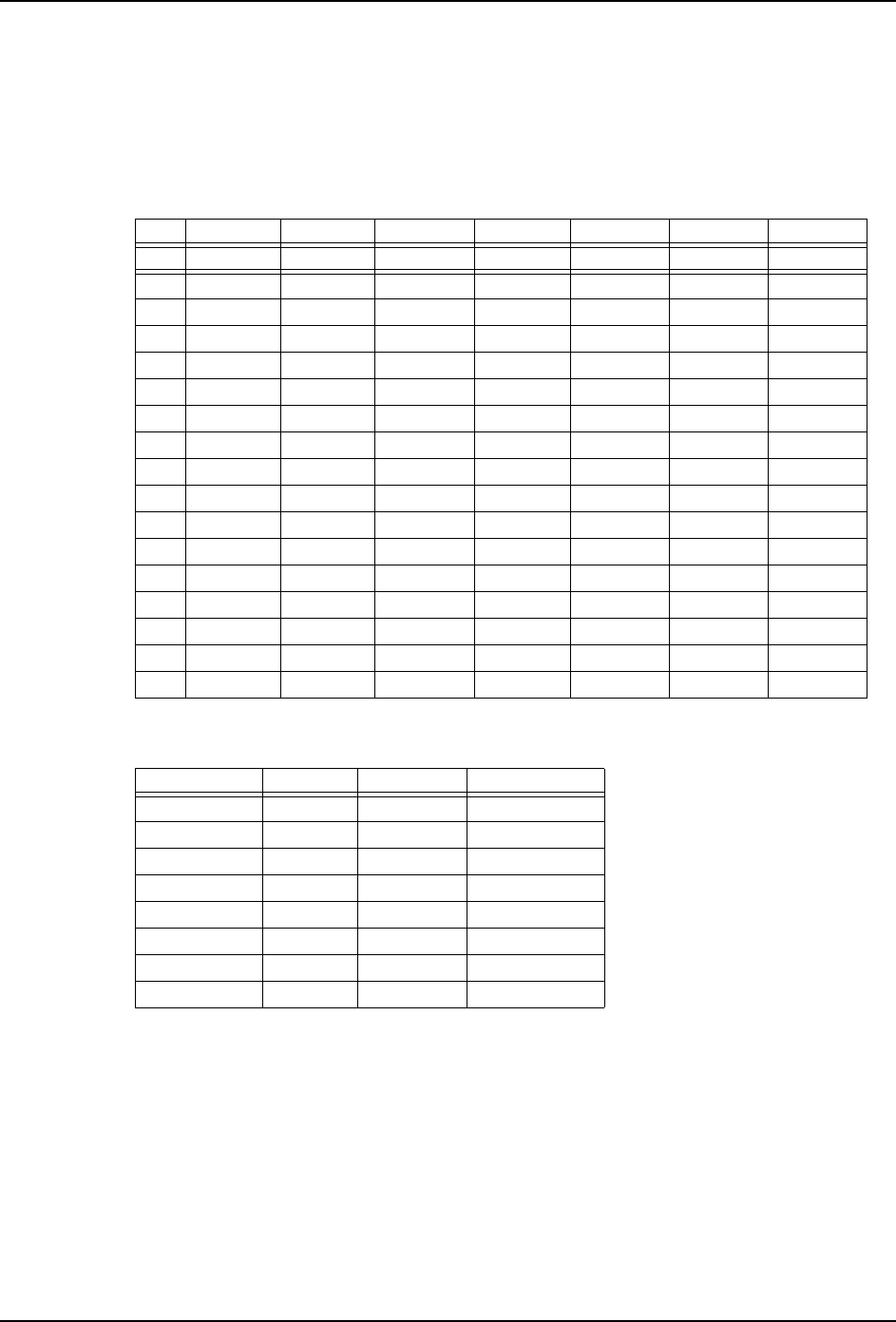
料带的送料
检查元件,然后在向前送料按钮上按下元件需要送料的次数。
料带的返回
检查元件,按下向后送料按钮,向后供给元件,送料的次数与元件向前送料的次数一致。
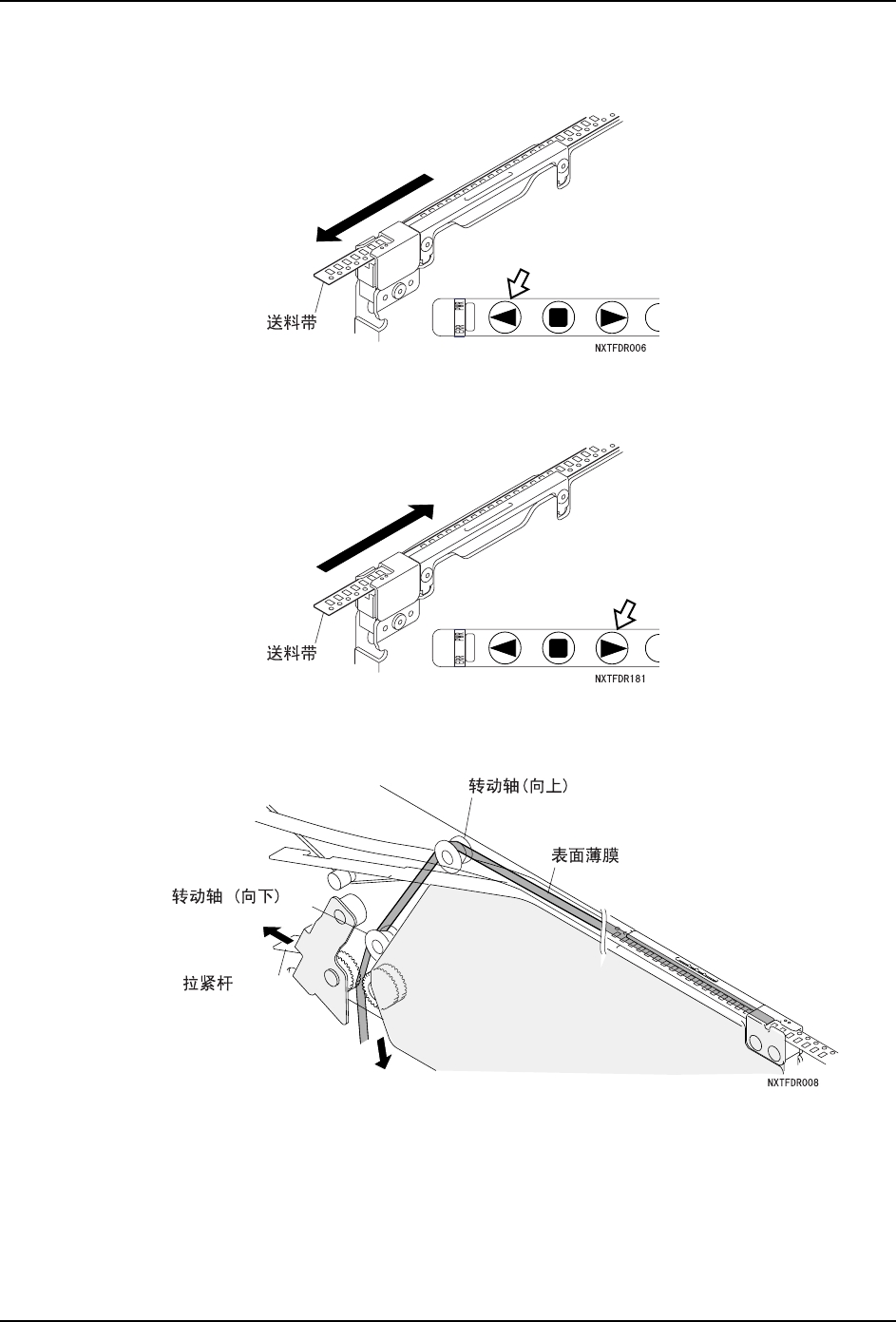
备注 )拉紧杆是为在旋转时防止顶部的薄膜松散而设计的 (例如料带向前送料)。当反方向
旋转时,顶部薄膜就有可能松散。通过打开拉紧杆来消除松散,通常是拉紧顶部的薄膜
再将拉紧杆返回。

5. 在机器上编辑 Job (MEdit) QD148-03
170 NXT Ⅱ编程手册
5.9 影像处理测试 (H01 工作头和 OF 工作头)
影像处理测试功能用于执行以下操作。
·在机器上调整影像处理高度 (对于侧光相机)。
·查看影像处理结果。
·检查和编辑 Job。
注意 )执行影像处理测试前,要执行吸取测试来决定正确的吸取位置。
限制
·只能为影像处理测试选择初始料槽。
·即使 Job 中指定的所有吸嘴都没有装载到吸嘴置放台上,也可以进行影像处理测
试。使用 Job 中没有指定的吸嘴。这样以来,执行自动操作时所使用的吸嘴和执
行影像处理测试时所使用的吸嘴将会有所不同。
·影像处理测试所用到的元件不包括在使用元件数的范围内。所以 Fujitrax Veri
-
fier 中的剩余元件数会出现差异。
·使用机械爪时,即使吸取位置 XY 是错误的,吸取元件时也会使用一个修正量。在
这种情况下,如果所吸取的元件返回到料盘中,则元件对于料盘凹槽来说可能是
不合适的。所以就必须在影像处理测试之前执行吸取测试和吸取 XY 位置的调整。