NXTII 编程手册.pdf - 第49页
QD148-03 2. Job 编制器 NXT Ⅱ编程手册 37 2.4.5 料盘单元—LT 的使用 概述 料盘单元—LT 含有两个料盘箱, 这使它不仅能够处理生产中的多种元件类型, 而且还能 实现生产过程中元件补充的功能。 这两个料盘箱是通过以下四种不同的方法来实现元件 的供应和补充的。 以下说明每一种方法的概要以及 创建 Job 的操作步骤。 实际运用方法请参照 [NXT 系统手册 ]。 元件供应概要 料盘箱连接模式 此方法适用于使…
2. Job 编制器 QD148-03
36 NXT Ⅱ编程手册
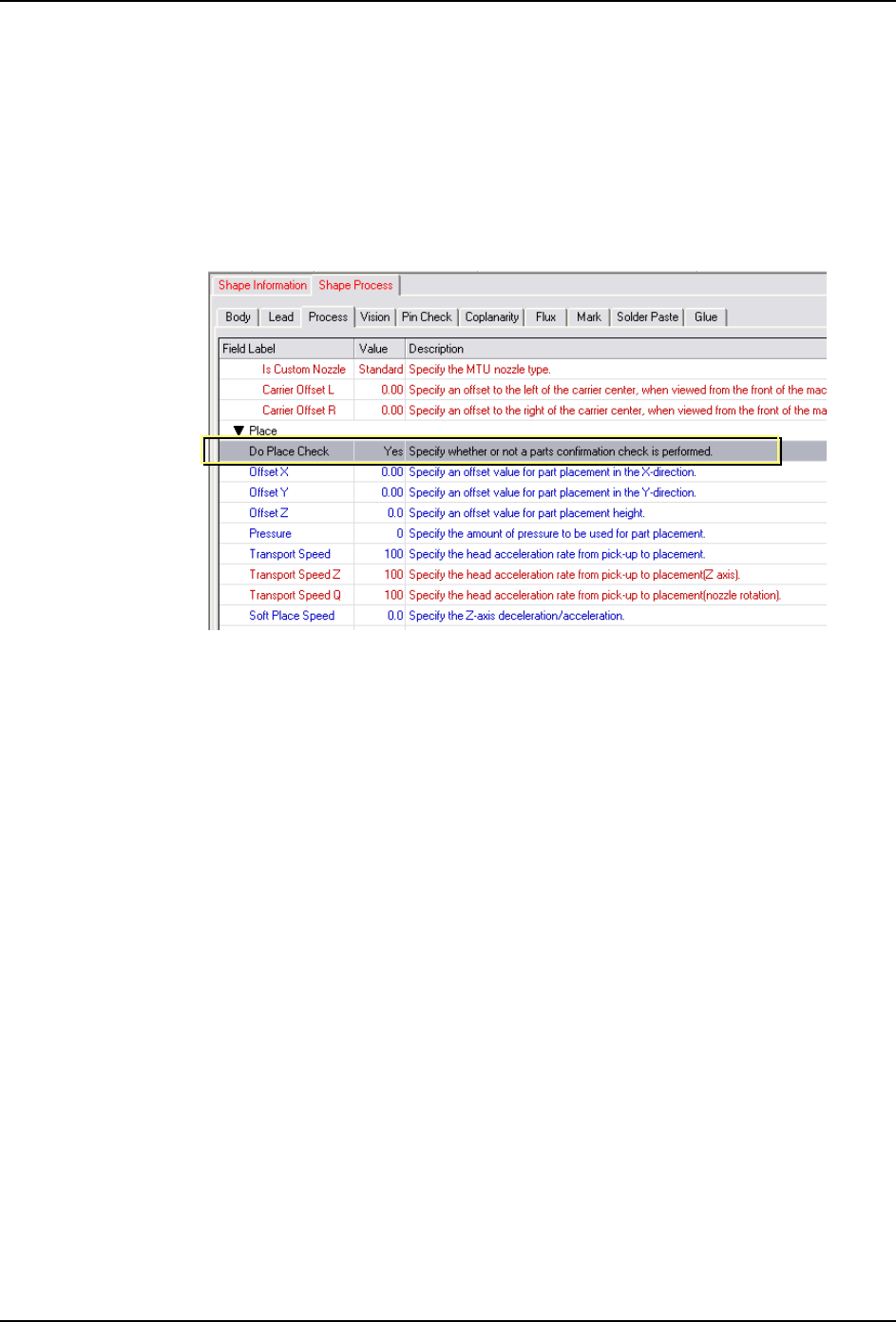
外形数据设置
通过在 Fuji Flexa 的元件外形数据 (元件数据)中指定以下设置来指定需要检查的元件。
1. 从 Job 编制器中的 Job 信息栏中选择 [Shape Data] 标签页。
2. 双击该元件的外形数据名称。显示外形数据设置。
3. 选择 [Shape Process] 标签页后,选择 [Process] 标签页。
4. 选择 [Do Place Check] 中的 [Yes]。
01NST-0210E
QD148-03 2. Job 编制器
NXT Ⅱ编程手册 37
2.4.5 料盘单元—LT 的使用
概述
料盘单元—LT 含有两个料盘箱,这使它不仅能够处理生产中的多种元件类型,而且还能
实现生产过程中元件补充的功能。这两个料盘箱是通过以下四种不同的方法来实现元件
的供应和补充的。
以下说明每一种方法的概要以及创建Job的操作步骤。实际运用方法请参照[NXT系统手册]。
元件供应概要
料盘箱连接模式
此方法适用于使用超过了 1 台料盘箱料槽数的多种类元件进行生产时。
次供料器料盘箱模式
此方法适用于需要 10 到 12 个料槽元件的 Job,并且希望元件补充时停机时间为最小时的生
产。
料盘箱的运用: 将两边的料盘箱作为 1 个系列的料盘箱来进行元件的配
置。
开始生产时的元件
安装:
根据元件补充向导画面安装元件。
补充的方法: 请在发生了元件料尽的料槽上,安装新的料盘。
生产效率: 尽管可以搭载的元件种类很多,但是需要频繁地进行元件
补充作业。因元件补充所导致的停机时间为中等程度。
料盘箱的运用: 在两边的料盘箱上各自配置相同的料盘,将料盘箱 A 作为
初始料站,将料盘箱 B 作为次料站来进行配置。
开始生产时的元件
安装:
根据元件补充向导画面,对两个料盘箱都安装相同的元
件。
补充的方法: 当发生元件用尽时,切换到另一个料盘箱上继续进行生
产。请在发生了元件料尽的料槽上,安装新的料盘。
生产效率: 只要 2 个料盘箱上存在元件,就可以持续地进行生产,以
减少元件补充作业。因元件补充所导致的停机时间为最
小。
2. Job 编制器 QD148-03
38 NXT Ⅱ编程手册
从料盘箱 B 的元件供应模式
此方法适用于需要 9 个以下料槽元件的 Job,并且希望元件补充时停机时间为最小,且需要
抑制还没有用完的料盘元件发生时的生产。
转换料盘箱模式
此方法适用于需要 12 个以下料槽元件的 Job,并且存在很多小批量生产,希望尽量缩短换
线时间时的生产。
料盘箱的运用: 在两边的料盘箱上各自配置相同的料盘,将料盘箱 A 作为
初始料站,将料盘箱 B 作为次料站来进行配置。
开始生产时的元件
安装:
根据元件补充向导画面,在两个料盘箱上安装相同的元
件。但是,请在两个料盘箱的 10 到 12 的料槽中不要配置
料盘托架,使其空置。
补充的方法: 当料盘箱 A 上发生元件用尽时,元件料尽的料盘托架从料
盘箱 B 的料槽 12 上被排出。替代的料盘托架从料盘箱 B 到
料盘箱 A 自动被投入,使生产继续进行。请从料盘箱 B 的
料槽 12 上取出空的料盘托架后,搭载相同的元件。
生产效率: 只要 2 个料盘箱上存在元件,就可以持续地进行生产,以
减少元件补充作业。因元件补充所导致的停机时间为最
小。
料盘箱的运用: 将其中一个料盘箱用于当前生产,另一个料盘箱用于次生
产。
开始生产时的元件
安装:
根据元件补充向导画面安装元件。生产中,可以在处于退
避位置的料盘箱上进行次生产用的元件安装。
补充的方法: 请在发生了元件料尽的料槽上,安装新的料盘。
生产效率: 因为元件补充导致生产停止,所以补充时的停机为中等程
度到大。但是,因为可以在生产中进行次生产用的元件安
装,所以当现生产结束时可以立即进行次生产。