NXTII 编程手册.pdf - 第48页
2. Job 编制器 QD148-03 36 NXT Ⅱ编程手册 外形数据设置 通过在 Fuji Flexa 的元件外形数据 (元件数据)中指定以下设置 来指定需要检查的元件。 1. 从 Job 编 制器中的 Job 信息栏中选择 [Shape Data] 标签页。 2. 双击该元件的外形数据名称。显示外形数 据设置。 3. 选 择 [Shape Proce ss] 标签页后,选 择 [Proces s] 标签页。 4. 选 择 [Do…
QD148-03 2. Job 编制器
NXT Ⅱ编程手册 35
2.4.4 使用元件有无检查功能
使用带有元件有无检查传感器的工作头之前,请事先在 Job 中进行以下设置。带有元件有无
传感器的工作头为:H12SQ,H08Q,H04Q,F04*,G04*,H02 和 H01 (对于带有 * 号的工作
头来说,选择它们后机器配置设置将自动更改)。
·使用 H12S、H08Q、H04Q 工作头执行元件有无检查功能时,请不要使用带有橡胶垫
的吸嘴。
·对于 H12SQ 和 H08Q 工作头,元件必须等于或高于 0.12 mm。
·对于 H01 和 H02 工作头,吸取元件时不能真空泄漏。
·对于 H01 和 H02 工作头,不支持机械爪和 MELF 吸嘴。
·对于 F04 和 G04 工作头,元件必须等于或高于 0.5 mm。
·进行 Job 编辑后,必须进行优化。
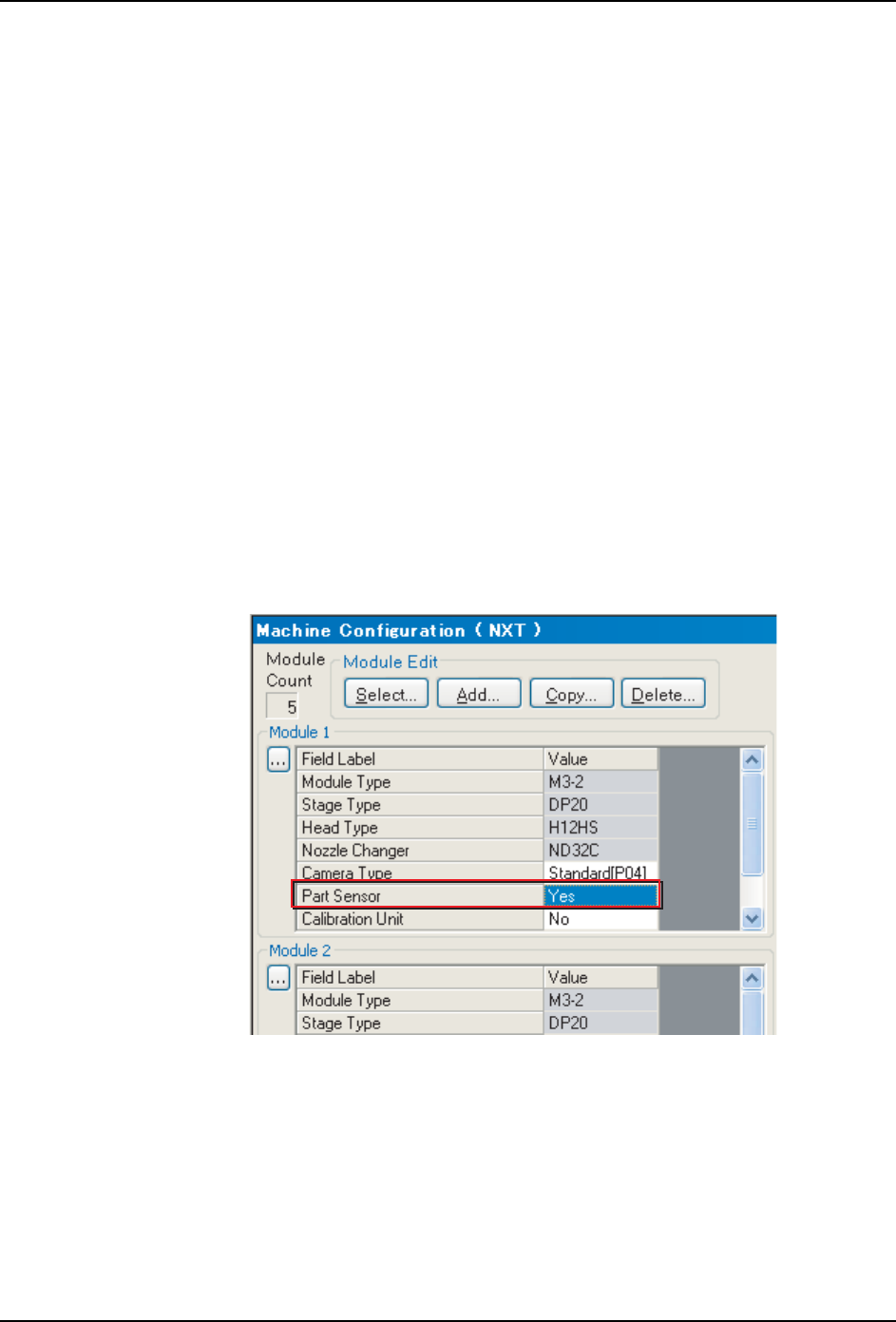
机器配置
在 Job 的机器配置设置中为模组指定存在元件传感器。
1. 单击 Machine configuration 窗格底部的 [Module] 标签页。
2. 在模组列表中指定带有元件传感器工作头的模组。
3. 选择此模组 [Part Sensor] 设置中的 [Yes]。
4. 对于其他带有元件传感器工作头的模组进行同样的设置。
01NST-0209Ea
2. Job 编制器 QD148-03
36 NXT Ⅱ编程手册
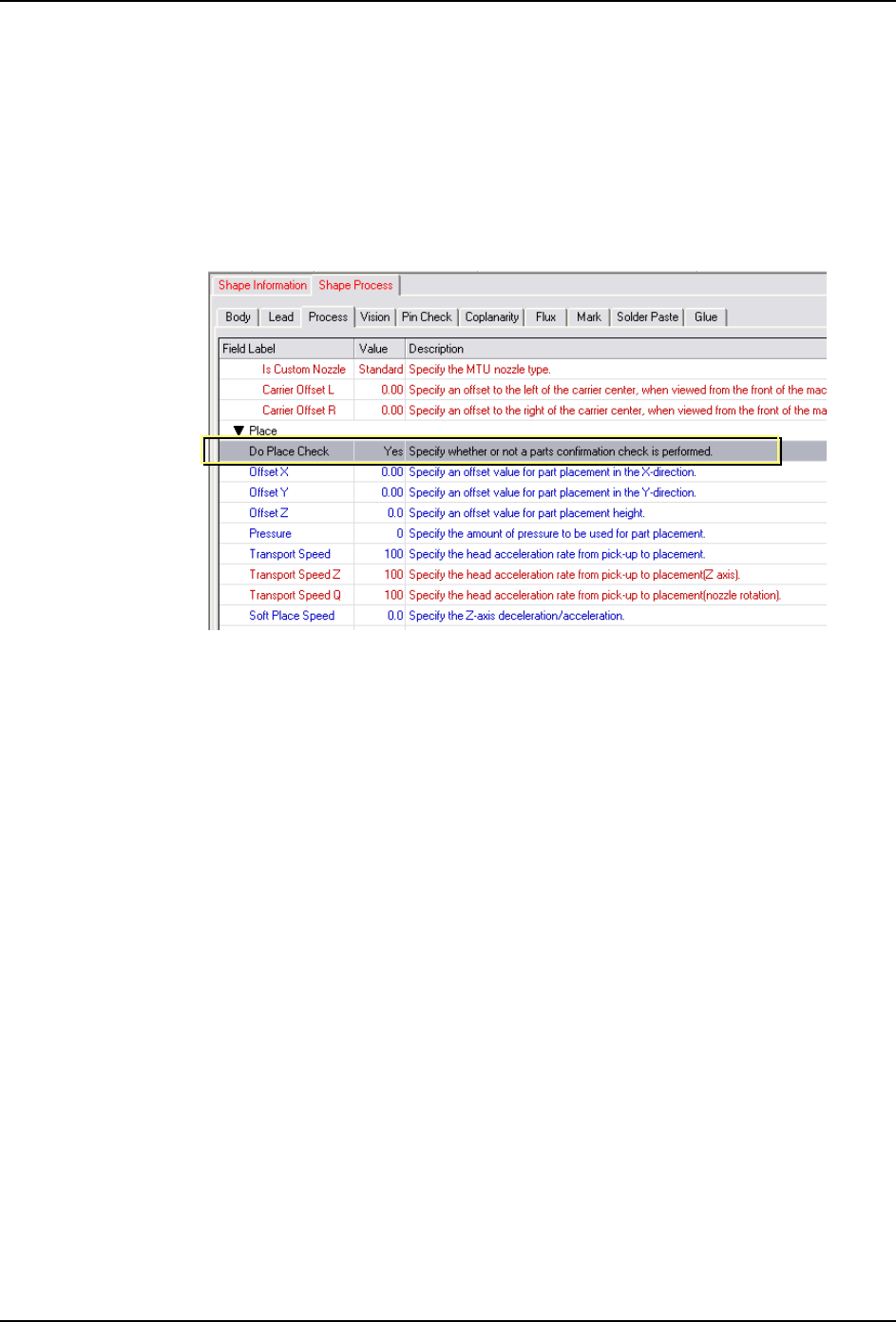
外形数据设置
通过在 Fuji Flexa 的元件外形数据 (元件数据)中指定以下设置来指定需要检查的元件。
1. 从 Job 编制器中的 Job 信息栏中选择 [Shape Data] 标签页。
2. 双击该元件的外形数据名称。显示外形数据设置。
3. 选择 [Shape Process] 标签页后,选择 [Process] 标签页。
4. 选择 [Do Place Check] 中的 [Yes]。
01NST-0210E
QD148-03 2. Job 编制器
NXT Ⅱ编程手册 37
2.4.5 料盘单元—LT 的使用
概述
料盘单元—LT 含有两个料盘箱,这使它不仅能够处理生产中的多种元件类型,而且还能
实现生产过程中元件补充的功能。这两个料盘箱是通过以下四种不同的方法来实现元件
的供应和补充的。
以下说明每一种方法的概要以及创建Job的操作步骤。实际运用方法请参照[NXT系统手册]。
元件供应概要
料盘箱连接模式
此方法适用于使用超过了 1 台料盘箱料槽数的多种类元件进行生产时。
次供料器料盘箱模式
此方法适用于需要 10 到 12 个料槽元件的 Job,并且希望元件补充时停机时间为最小时的生
产。
料盘箱的运用: 将两边的料盘箱作为 1 个系列的料盘箱来进行元件的配
置。
开始生产时的元件
安装:
根据元件补充向导画面安装元件。
补充的方法: 请在发生了元件料尽的料槽上,安装新的料盘。
生产效率: 尽管可以搭载的元件种类很多,但是需要频繁地进行元件
补充作业。因元件补充所导致的停机时间为中等程度。
料盘箱的运用: 在两边的料盘箱上各自配置相同的料盘,将料盘箱 A 作为
初始料站,将料盘箱 B 作为次料站来进行配置。
开始生产时的元件
安装:
根据元件补充向导画面,对两个料盘箱都安装相同的元
件。
补充的方法: 当发生元件用尽时,切换到另一个料盘箱上继续进行生
产。请在发生了元件料尽的料槽上,安装新的料盘。
生产效率: 只要 2 个料盘箱上存在元件,就可以持续地进行生产,以
减少元件补充作业。因元件补充所导致的停机时间为最
小。