NXTII 编程手册.pdf - 第90页
3. 元件数据设置 QD148-03 78 NXT Ⅱ编程手册 Placing Thr ust Pressur e 以 39.2N 到 98N 来设置使用压入贴装 功能时的贴装压力 ([Place Mo tion Selection] 项目 被设置为 1-4) 。 Placement W ait Time 指定贴装时 Z 轴在下降端的停留时间。 如果设置值比为工作头类型指定的默认 时间短, 则该 设置被忽略,而使用初始设置值 。 Sta…
QD148-03 3. 元件数据设置
NXT Ⅱ编程手册 77
Process--Place
Do Place Check
指定是否检查执行贴装后元件还在吸嘴上。该设置只用于支持该功能的工作头(例如,H01,
H02,G04,H12SQ)。
Offset X
指定 X- 方向上的元件贴装修正量。
Offset Y
指定 Y- 方向上的元件贴装修正量。
Offset Z
设置元件贴装高度的修正量。
Pressure
使用兼容工作头进行贴装时,指定用于贴装元件的压力。NXT-2 的有效范围是从 220 gf 到
1020 gf。如果指定为“0”,则贴装元件时将不使用压力控制。如果指定了小于最小值的设
置,将使用最小压力进行贴装。如果指定了大于最大值的设置,将使用最大压力进行贴装。
该设置只用于支持该功能的工作头。该设置优先于 soft placement 设置。
Transport Speed
设置工作头从吸取位置到贴装位置的速度,以最高传输速度的百分比来进行设置。
Transport Speed Z
设置吸嘴传送中 (从吸取位置到贴装位置)沿 Z 轴移动的速度。
Transport Speed Q
设置吸嘴传送中 (从吸取位置到贴装位置)的旋转速度。
Soft Place Speed
设置 Z 轴的传送速度。这是元件降低到子电路板表面时的速度。如果该速度过快,吸嘴撤回
时元件会被反弹,这样会导致贴装偏移。
Place Motion Selection
使用压入贴装功能时,设置该贴装压力 (力矩)。默认设置值为 “0”时该功能无效。输入
1-4 之间的任何一个值后启动压入贴装功能。输入值为 5 时不使用压入控制进行贴装,但是
如果使用机械爪来吸取元件,则元件顶端与机械爪边缘的间隙为 0mm(通常间隙为 0.5mm)。
备注 )在使用压入贴装功能时,通常应确保支撑销在电路板的下面。
备注 )当发生压入贴装错误且清除错误后,如果生产恢复,机器会认为该元件已经贴装过并
且进入后续顺序的贴装 ( 不执行补件 )。
设置 说明
0 不使用压入贴装功能,进行普通的元件吸取和贴装。
1 to 4 输入此范围内的任意值后其动作都相同。压入贴装功能用于贴
装。通常情况下,吸取元件和元件贴装期间,使用 [Placing
Thrust] 中设置的力。如果力没有达到合适的贴装高度范围,将
会发生错误并且不能贴装元件。(这些设置下的旧机种操作是不
同的。为了与旧机种兼容,此处对任何设置值都没有区别。)
5 不使用压入贴装功能,进行普通的元件吸取和贴装。
3. 元件数据设置 QD148-03
78 NXT Ⅱ编程手册
Placing Thrust Pressure
以 39.2N 到 98N 来设置使用压入贴装功能时的贴装压力 ([Place Motion Selection] 项目
被设置为 1-4)。
Placement Wait Time
指定贴装时 Z 轴在下降端的停留时间。如果设置值比为工作头类型指定的默认时间短,则该
设置被忽略,而使用初始设置值。
Stack Placing Down Speed
指定 Package-on-Package 贴装过程中 Z- 轴的下降速度。
Stack Placing Up Speed
指定 Package-on-Package 贴装过程中 Z- 轴的上升速度。
Do Place Precision Priority
指定是否执行高精度贴装。如果选择了 [Yes],则带有该外形数据的元件就被分配到附加高
精度贴装工作头 (H01、H02、F04 和 G04)的 M6SP 模组中。如果选择了 [No],则带有该外
形数据的元件就被分配到不考虑工作头精度的模组中。
Process--Error
Alt Feeder Trigger
不能在元件数据中使用该设置,但是可以在辅助软件中为 NXT-2 指定该设置。
Dump Position
设置元件因发生错误而被废弃的排出位置。
Forcing Recovery Times As 0
设置是强制将补件次数设置为零,还是使用在外形数据 / 机器数据中设置的补件次数。
Recovery Times
用于设置出错时的补件次数。如果没有指定该设置,则将使用配置数据中的补件次数数值。
设置 说明
Conveyor 排出到元件废弃搬运轨道。
Box 排出到元件废弃盒。
Tray NXT-2 不支持该设置。
Pickup
Tray
元件被排出到从中吸取它的料盘中。
设置 说明
Yes 无论其他补件设置如何,使用该外形数据的元件补
件次数都是零 (0)。
No 使用在外形数据中指定的补件次数。但是如果外形
数据中的补件次数设置为零,则使用机器配置补件
次数设置。
QD148-03 3. 元件数据设置
NXT Ⅱ编程手册 79
Process - Vision
Vision Type
关于该项目的详细内容,请参考 "3.6 影像类型的详细内容 "。
Multi Camera
指定元件可用相机类型。没有为 NXT 指定相机时,所有可以用于指定数据设置的相机都可以
使用。如果指定了相机,则只可以使用那个指定的相机。
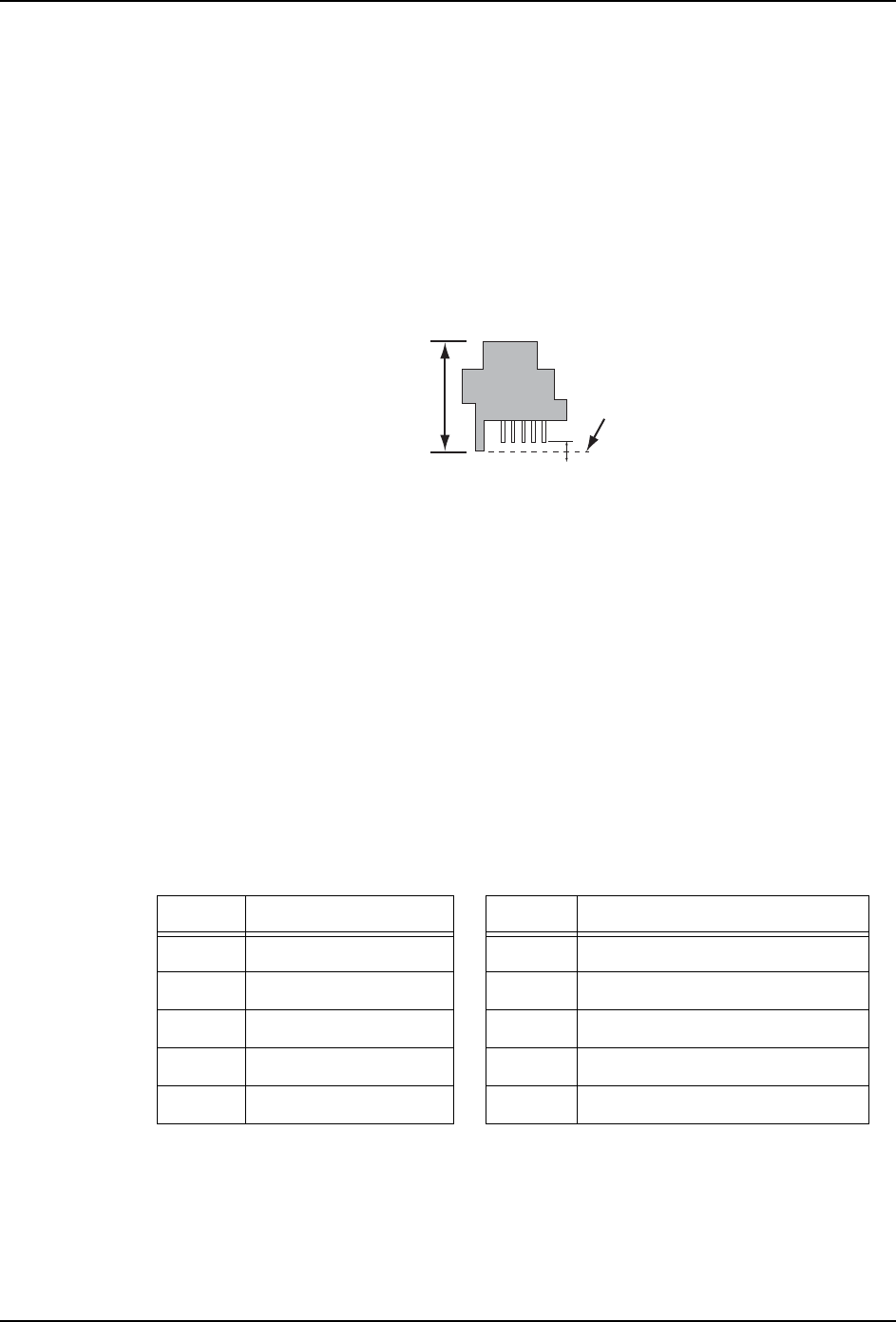
Vision Height Offset
使用侧光相机获取影像时启用该选项。该选项允许使用打在销尖端位置而不是元件底面的
光来获取影像。
Vision Area Offset X
该选项对异形元件有效 (影像类型为 “240”到 “243”并且已经获取了影像)。如果异形
元件的引脚突出于影像获取范围,则获取影像的范围可以被移动。
Vision Area Offset Y
该选项对异形元件有效 (影像类型为 “240”到 “243”并且已经获取了影像)。如果异形
元件的引脚突出于影像获取范围,则获取影像的范围可以被移动。
Exposure Time (VPDplus)
显示在 VPDplus 中指定的曝光时间 (msec)。如果显示为 “0”,则曝光时间将根据影像类
型自动调整。该设置只能在 VPDplus 中更改。
Lighting Pattern (VPDplus)
显示在 VPDplus 中指定的光源类型。如果显示为 “0”,则 NXT 和 AIM 机器的光源类型将根
据影像类型自动调整。该设置只能在 VPDplus 中更改。除了 NXT 和 AIM 机器以外,该设置不
应用于其他机器中。
Џԧ催ᑺ
01PRG065S
ܗӊЏԧ
ᕅڣ催ᑺ
+
-
ᦦܹ䫔
设置 光源类型 设置 光源类型
0 自动选择 16 背光
1 侧光 17 背光和侧光
8 俯射光 24 背光和俯射光
12 俯射光和侧光 30 背光,俯射光和侧光
15 前光全开 31 背光和前光全开