NXTII 编程手册.pdf - 第46页
2. Job 编制器 QD148-03 34 NXT Ⅱ编程手册 外形数据设置 1. 选 择 Job 信息 栏的 [Shape Data] 标签页。 2. 双击元件的外形数据名称。显示外形数据 设置。 3. 选 择 [Shape Proce ss] 标签页后,选 择 [Proces s] 标签页。 4. 进行以下设置。 *1:如果 [Stack Placing Dow n Speed] 指定了大于 “0.3”的数值 ,则当吸嘴处于下 降…
QD148-03 2. Job 编制器
NXT Ⅱ编程手册 33
Job 设置
执行 Package-on-Package 贴装时,除了标准设置以外,还需进行坐标数据和外形数据的设
置。
指定贴装数据设置
1. 如果需要编辑配置数据的机器被设置为贴装电路板的正面时,请选择 Job 信息栏的
[Top] 标签页,反之,请选择 [Bottom] 标签页。
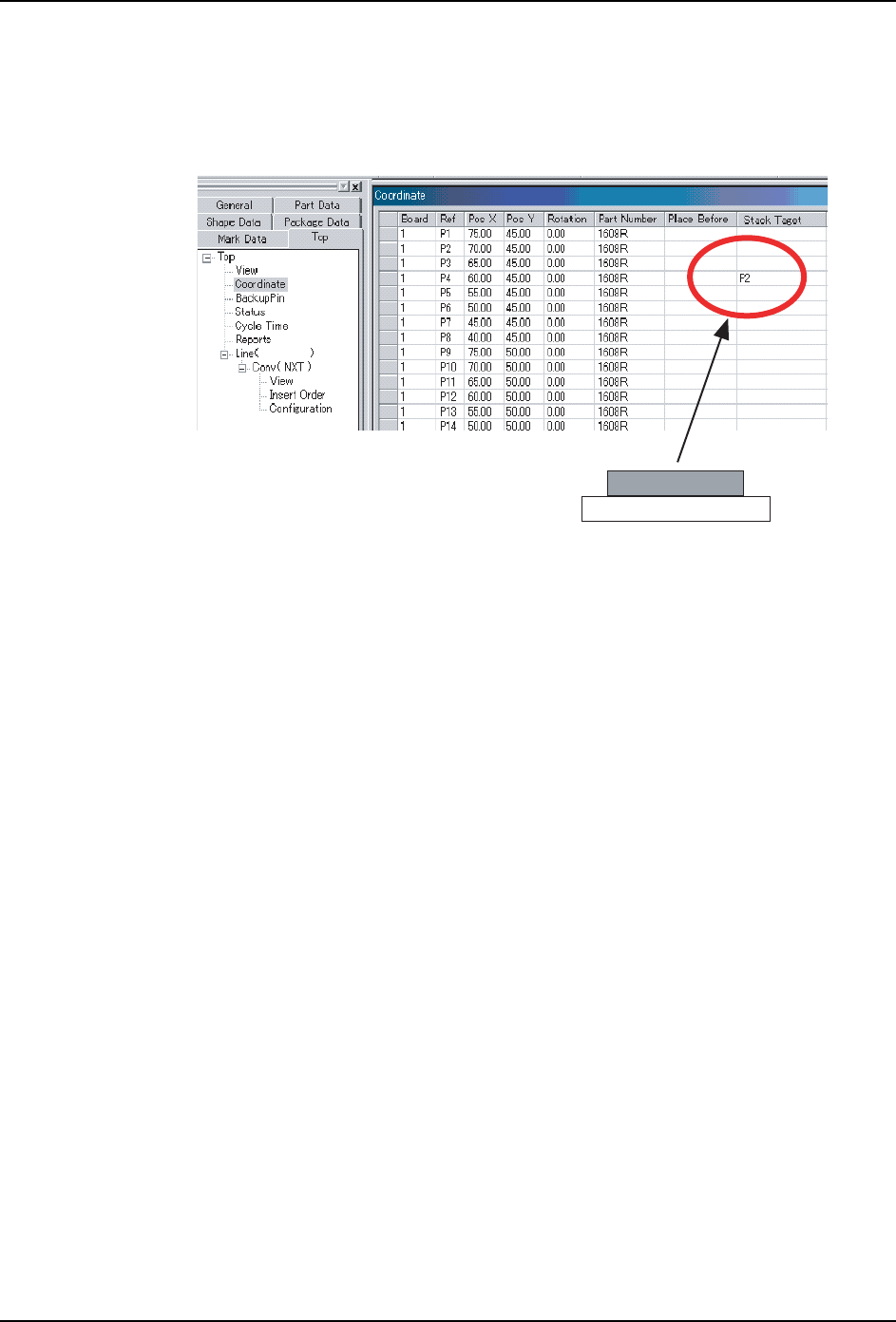
2. 双击 [Coordinate] 显示 “All”窗口。
3. [Coordinate] 窗格底部有多个标签页。请选择 [Placement] 标签页显示贴装顺序。
4. 设置在其他元件上面贴装元件时的贴装顺序。
5. 单击 [Stack Target] 的空白数据单元格,对叠放在下面元件的 [Ref] 列 (参考记号)
中输入数值。(请参考上图)。
6. 对于所有叠放元件重复以上步骤。
P2
P4
01PRG-0034
2. Job 编制器 QD148-03
34 NXT Ⅱ编程手册
外形数据设置
1. 选择 Job 信息栏的 [Shape Data] 标签页。
2. 双击元件的外形数据名称。显示外形数据设置。
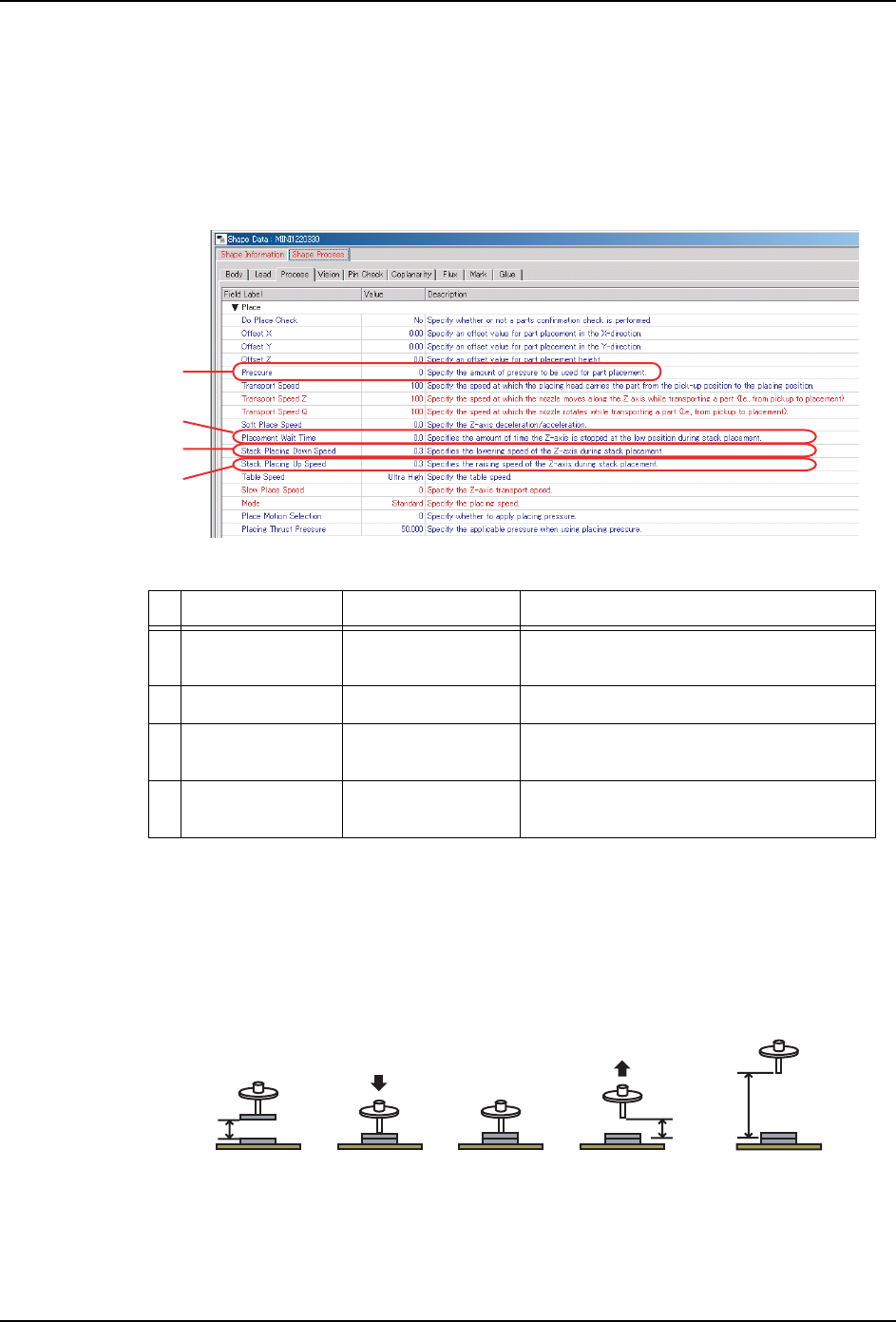
3. 选择 [Shape Process] 标签页后,选择 [Process] 标签页。
4. 进行以下设置。
*1:如果 [Stack Placing Down Speed] 指定了大于 “0.3”的数值,则当吸嘴处于下降位
置 (贴装元件)时对元件的压力有可能超出 [Pressure] 的指定数值。
*2:在 Fuji Flexa 中,可以指定 “0”到 “5000”之间的数值。但是,如果指定的数值小
于 220 gf,则将使用 220 gf 进行贴装,如果指定的数值大于 1020 gf,则将使用 1020 gf
进行贴装。
设置项目 设置范围 说明
1 Stack Placing
Down Speed (*1)
0.1 到 10.0 (%) 吸嘴 (Z 轴)下降时的速度。
2 Pressure (*2) 220 到 1020 (gf) 贴装元件时的压力。
3 Placement Wait
Time
0.000 到 20.000
(msec)
元件在下降端的压着时间。如果指定为
“0”,则将使用工作头的默认数值。
4 Stack Placing
Up Speed
0.1 到 10.0 (%) 吸嘴 (Z 轴)上升时的速度。
01PRG-0036E
1
2
3
4
01PRG-0035
(4)(3)(2)(1)
HH
QD148-03 2. Job 编制器
NXT Ⅱ编程手册 35
2.4.4 使用元件有无检查功能
使用带有元件有无检查传感器的工作头之前,请事先在 Job 中进行以下设置。带有元件有无
传感器的工作头为:H12SQ,H08Q,H04Q,F04*,G04*,H02 和 H01 (对于带有 * 号的工作
头来说,选择它们后机器配置设置将自动更改)。
·使用 H12S、H08Q、H04Q 工作头执行元件有无检查功能时,请不要使用带有橡胶垫
的吸嘴。
·对于 H12SQ 和 H08Q 工作头,元件必须等于或高于 0.12 mm。
·对于 H01 和 H02 工作头,吸取元件时不能真空泄漏。
·对于 H01 和 H02 工作头,不支持机械爪和 MELF 吸嘴。
·对于 F04 和 G04 工作头,元件必须等于或高于 0.5 mm。
·进行 Job 编辑后,必须进行优化。
机器配置
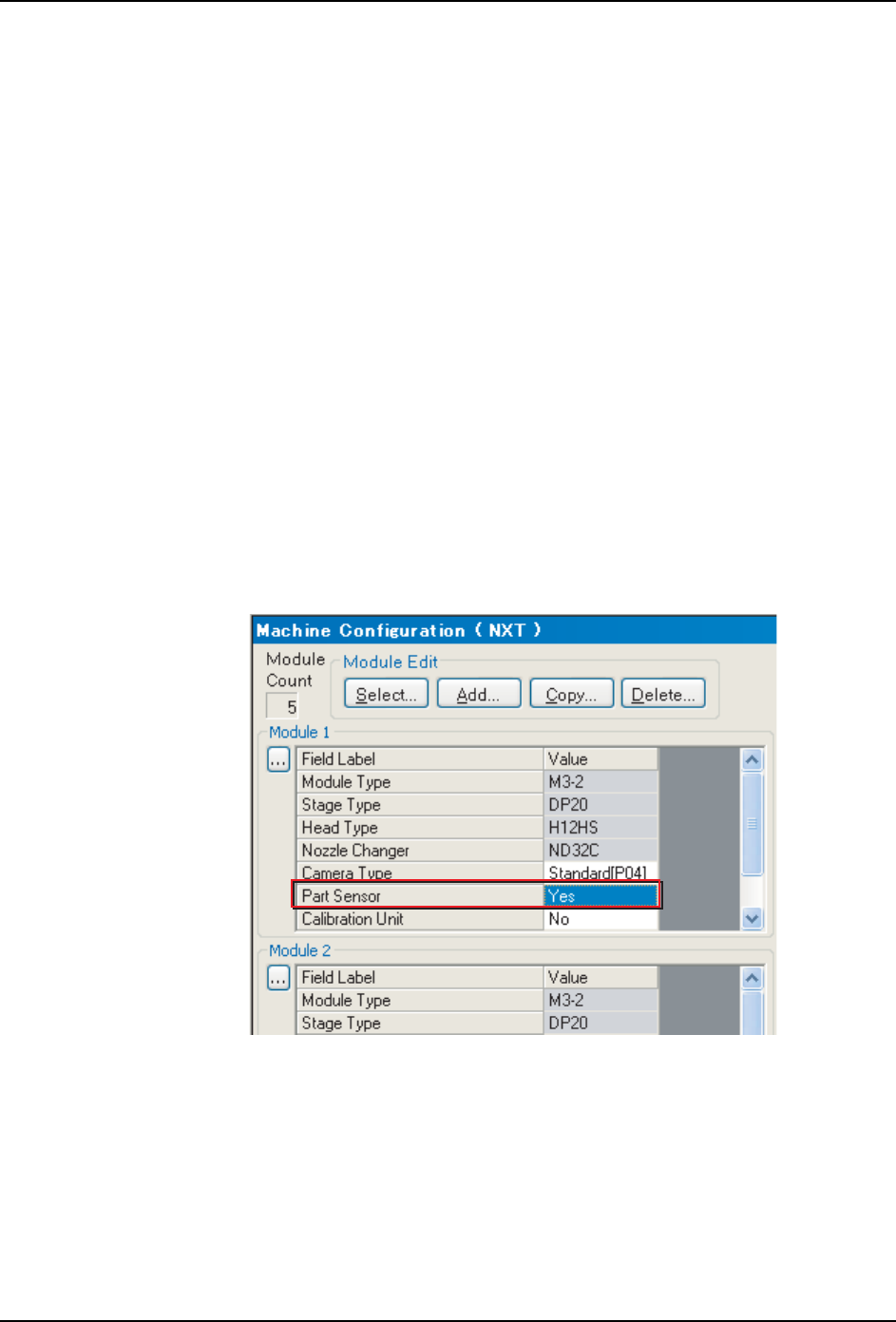
在 Job 的机器配置设置中为模组指定存在元件传感器。
1. 单击 Machine configuration 窗格底部的 [Module] 标签页。
2. 在模组列表中指定带有元件传感器工作头的模组。
3. 选择此模组 [Part Sensor] 设置中的 [Yes]。
4. 对于其他带有元件传感器工作头的模组进行同样的设置。
01NST-0209Ea