NXTII 编程手册.pdf - 第32页
2. Job 编制器 QD148-03 20 NXT Ⅱ编程手册 Panel Orien tation Panel Conve yance Glue Backup Plat e 设置 说明 Rotation 指定电路板方向 。 设置 说明 Speed 指定电路板搬运速度。 High:该速度以稳 定方式搬运带有标准元件的电路板 。 Middle:以高速度 的 70% 搬运电路板。 Low:以高速度的 50% 搬 运电路板。 ULow:以高…
QD148-03 2. Job 编制器
NXT Ⅱ编程手册 19
12.重复前面的步骤,当机器中的所有模组都具有正确配置后选择下一个模组。
13.如果任何一对 M3-2 模组执行双模组生产,则显示模组后将两个模组的 [Perform Paired
Module Production] 设置更改为 “Yes”。指定所需停止位置修正量。重复此步骤,直
到所有将要执行双模组生产的 M3-2 模组都具有正确的设置。
备注 )双模组生产可在 2 台 M3-2 模组的搬运轨道上将 1 个电路板夹紧并在该电路板上进行元
件的贴装。双模组生产只能在设置双模组方式的 M3-2 模组之间进行。
14.如果所创建的模组配置是所选 NXT-2 机器的标准设置,则请在 [Modules] 标签页中右击
设置区以外的灰色区域并且选择 [Save as the Default Machine Configuration] 来将
当前模组配置保存为标准配置。这样以来,当相同机器导入到 Job 中时,模组配置将与
刚才指定的配置相同。
设置 NXT-2 机器的进程选项
必须输入 NXT-2 机器的 Job 进程数据。第一次添加具有某个名称的机器时,使用默认进程选
项。如果机器的进程选项不正确,则需要对数据进行检查和编辑。
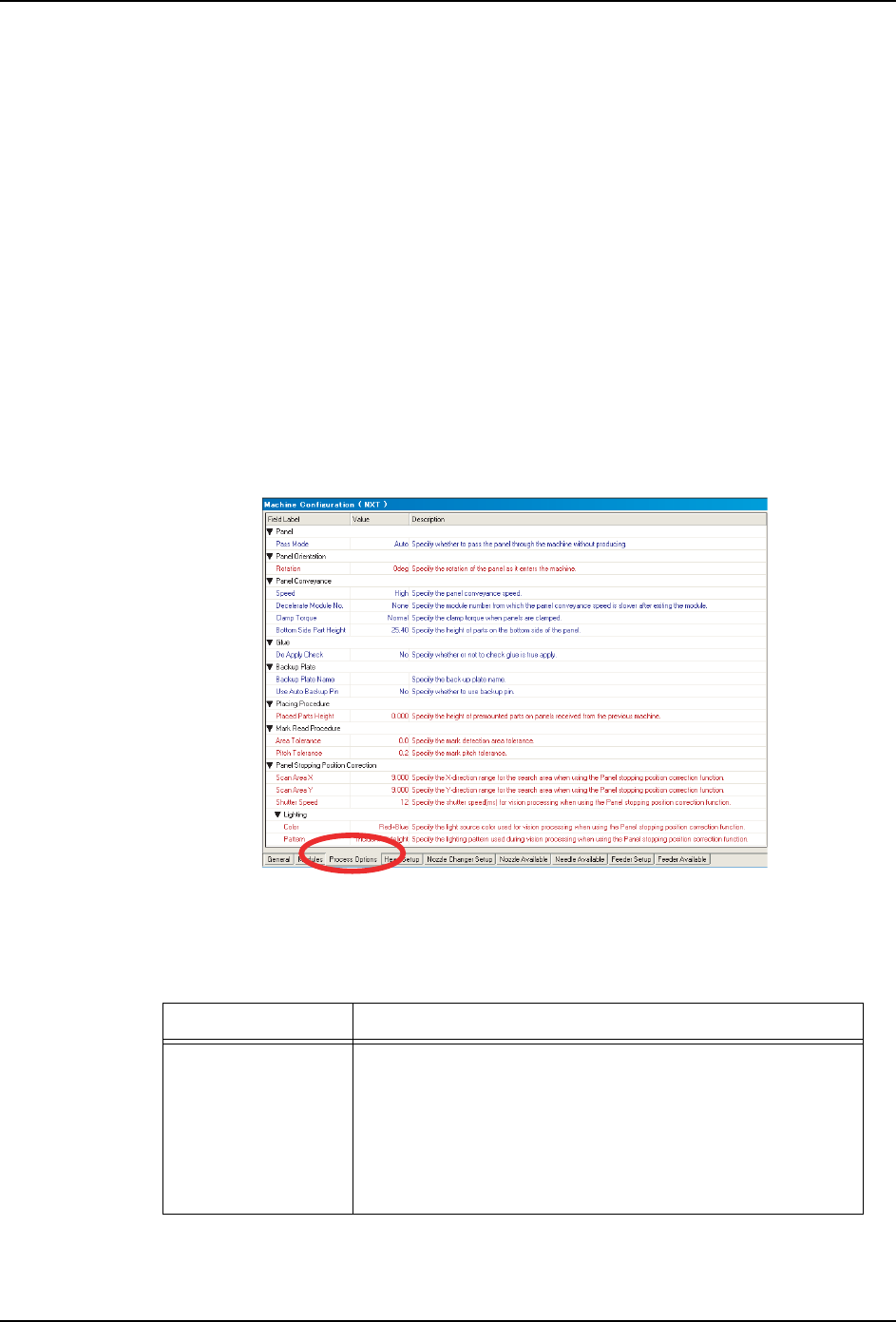
1. [Machine Configuration] 窗格下方有多个标签页。通过单击 [Process Options]标签
页来显示该机器可用的进程选项。
2. 输入机器的对应处理设置。这里有很多组数据。请参考以下表格中的设置信息。关于选
项的特殊设置的更多详细内容,请参考 “高级功能的 Job 设置”一节。
Panel
设置 说明
Pass Mode 指定机器是否在传送模式中进行操作。处于传送模式中
时,机器不生产任何子电路板,而是代替搬运轨道的操
作。
On:使用传送模式进行操作。
Off:执行正常生产。
Auto:根据元件分配自动判断是否使用传送模式。
01PRG-0055E
a
2. Job 编制器 QD148-03
20 NXT Ⅱ编程手册
Panel Orientation
Panel Conveyance
Glue
Backup Plate
设置 说明
Rotation 指定电路板方向。
设置 说明
Speed 指定电路板搬运速度。
High:该速度以稳定方式搬运带有标准元件的电路板。
Middle:以高速度的 70% 搬运电路板。
Low:以高速度的 50% 搬运电路板。
ULow:以高速度的 30% 搬运电路板。
Decelerate Module
No.
指定电路板送出模组时降低了搬运速度的模组号码。
Speed After
Decelerate
指定电路板从指定了降低搬运速度的模组中送出的电路板
搬运速度。该速度设置必须小于在 [Speed] 中指定的速
度。
Middle:以 Speed 的 Middle 设置搬运电路板。
Low:以 Speed 的 Low 设置搬运电路板。
ULow:以 Speed 的 ULow 设置搬运电路板。
Clamp Torque 指定夹紧电路板时的夹力。
Normal:普通
Soft:弱 (在易碎电路板上贴装元件时使用该设置。)
Bottom Side Part
Height
指定电路板底面上元件的高度。对于短的元件,传送速度
可以增加。
设置 说明
Do Apply Check 指定是否将胶着剂检查顺序应用于检查胶着剂状态。
Yes:指定胶着剂检查顺序并执行检查。
No:不检查。
设置 说明
Backup Plate Name 指定支撑板名称。这是执行换线时用于表示特定支撑板的
选项。
Use Auto Backup
Pin
指定是否使用自动支撑销。
Yes:使用自动支撑销。
No:不使用自动支撑销。
QD148-03 2. Job 编制器
NXT Ⅱ编程手册 21
Placing Procedure
Mark Read Procedure
Panel Stopping Position Correction
当 Job 下一次传送给机器或执行优化时设置生效。
设置 说明
Placed Parts
Height
指定来自前一机器电路板上元件的高度。
因为根据 NXT 和 AIM 机器工作头类型的不同,最大允许高
度也会有所不同,所以将所有模组 / 工作头的最小允许高
度数值应用于整台机器。
工作头类型:最大允许高度
H01,H02,OF:25.4 mm
H04:9.5 mm
F04,G04:6.5 mm
H08:6.5 mm
H12,H12S:3.0 mm
GL:7.0 mm(Stroke Height:12.0 mm),3.0mm(Stroke
Height:8.0mm),0.0mm (Stroke Height:6.0mm 或更
小)
设置 说明
Area Tolerance 读取定位点时,如果有对象被错误地识别为定位点,则就
要比较当前和以前的定位点读取结果,然后来确定。计算
各个定位点以前结果和当前结果之间的偏差宽度,然后比
较。
输入公差值。如果只在电路板装载位置上有偏差,则很有
可能是宽度有偏差。如果超过公差值,则机器就判定该定
位点被错误地识别并产生错误。
如果公差值是 0 mm,不检查公差值。
Pitch Tolerance 读取定位点时,如果有对象被错误地识别为定位点,则就
要比较当前和以前的定位点读取结果,然后来确定。计算
各个定位点以前结果和当前结果之间的距离,然后比较。
输入公差值。只要电路板不是极端变形,则很有可能是定
位点之间的距离有偏差。如果超过公差值,则机器就判定
该定位点被错误地识别并产生错误。
如果公差值是 0 mm,不检查公差值。
设置 说明
Scan Area X/Y 修正电路板停止位置时该项目用于指定电路板边缘检查的
X 和 Y 方向的尺寸。
Shutter Speed 检查电路板边缘时该项目用于指定定位相机所使用的快门
速度。数值越大,快门速度越慢,影像越亮。
Color 该项目指定电路板边缘检查时使用的光源 (颜色)。根据
电路板颜色的不同,需要进行不同的设置。
Pattern 该项目指定电路板边缘检查时使用的光源 (类型)。根据
电路板颜色的不同,需要进行不同的设置。