NXTII 编程手册.pdf - 第43页
QD148-03 2. Job 编制器 NXT Ⅱ编程手册 31 在 Fuji Flexa 中设置 Job 的机器配置 通常情况下, 电路板边缘的机器配置设置是恰当的并且不需要更 改。 如果需要更改设置, 请 按照以下步骤进行操作。 1. 如果需要编辑配置数据的机器被设置为 贴装电路板的正面时,请选择 Job 信息栏的 [Top] 标签 页,反之,请选择 [Bottom] 标签页。 2. 双击生产线名称来显示该生产线中的机 器。 3. …

2. Job 编制器 QD148-03
30 NXT Ⅱ编程手册
在 Fuji Flexa 中创建电路板停止位置检查顺序
1. 如果需要编辑配置数据的机器被设置为贴装电路板的正面时,请选择 Job 信息栏的
[Top] 标签页,反之,请选择 [Bottom] 标签页。
2. 双击 [Coordinate] 显示 “All”窗口。
3. [Coordinate] 窗格底部有多个标签页。请选择 [Mark] 标签页显示定位点顺序。
4. 向下滚动顺序直到出现空白行。
5. 单击 “Board”的空白数据单元格,然后从下拉列表中选择 “0”。
6. 按下右箭头按键,移动到 type 数据单元格,并从下拉列表中选择 “Panel Edge”。
7. 按下右箭头按键,移动到 level 数据单元格,并从下拉列表中选择 “Panel”。
8. 按下右箭头按键,移动到 reference 数据单元格,然后输入唯一参考号码。
9. 按下右箭头按键,移动到 X-position 数据单元格,然后输入要检查的电路板边缘的 X-
位置。该位置必须在电路板内侧。关于更多电路板边缘检查位置的说明,请参考 “电路
板边缘检查位置的注意事项”。
10.按下右箭头按键,移动到 Y-position 数据单元格,然后输入要检查的电路板边缘的 Y-
位置。一般将 Y-position 设置为 12mm,因为通常在支撑板中会使用低反射纸。该位置
必须在电路板内侧。关于更多电路板边缘检查位置的说明,请参考 “电路板边缘检查位
置的注意事项”。
11.按下右箭头按键,移动到 mark name 数据单元格,将该单元格保留为空白。
12.根据需要输入其他信息。
备注 )一块电路板上不可以执行两个或两个以上的电路板边缘检查顺序。
电路板边缘检查位置的注意事项
关于电路板边缘检查位置,有以下几点需要注意。
·X和Y位置必须在电路板内侧,并且只检查靠近边缘的位置 (在扫描范围内)。
·通常用直线指定电路板边缘区域。该扫描区域中不能包括切口,因为这样有可能
会影响到电路板的定位。
·当指定电路板旋转后,请根据搬运轨道中进行传送时的电路板方向来设置坐标
值。
·搬运轨道中不存在电路板时,所指定的位置中必须不含任何发光物体,例如支撑
销。如果指定区域中存在任何发光体(例如支撑销,灰尘 / 油污,软支撑销端),
则不执行贴装。
QD148-03 2. Job 编制器
NXT Ⅱ编程手册 31
在 Fuji Flexa 中设置 Job 的机器配置
通常情况下,电路板边缘的机器配置设置是恰当的并且不需要更改。如果需要更改设置,请
按照以下步骤进行操作。
1. 如果需要编辑配置数据的机器被设置为贴装电路板的正面时,请选择 Job 信息栏的
[Top] 标签页,反之,请选择 [Bottom] 标签页。
2. 双击生产线名称来显示该生产线中的机器。
3. 双击将要进行自动支撑销设置的机器名称。
4. 双击机器名称下的 [Configuration],数据区中将显示一个窗口。
5. [Machine Configuration] 窗格底部有多个标签页。请选择 [Process Options] 标签页
显示机器进程选项。
6. 如果开启了电路板停止位置修正功能,请为机器输入合适的电路板停止位置修正设置。
关于设置的详细内容,请参考以下表格。
设置 说明
Scan Area X/Y 修正电路板停止位置时该项目用于指定电路板边缘检查的
X 和 Y 方向的尺寸。
Shutter Speed 检查电路板边缘时该项目用于指定定位相机所使用的快门
速度。数值越大,快门速度越慢,影像越亮。通常为默认
设置。
Color 该项目指定电路板边缘检查时使用的光源 (颜色)。根据
电路板颜色的不同,需要进行不同的设置。通常为默认设
置。
Pattern 该项目指定电路板边缘检查时使用的光源 (类型)。根据
电路板颜色的不同,需要进行不同的设置。通常为默认设
置。
2. Job 编制器 QD148-03
32 NXT Ⅱ编程手册
2.4.3 Package-on-Package 贴装
Package-on-Package 贴装就是利用加压控制功能,在已贴装的元件上重叠贴装别的元件的
功能。
备注 )根据下层元件和上层元件是否叠放于同一模组或不同模组,贴装压力控制起始高度
(H)的距离是不同的。
*如果元件叠放于同一模组中,则H将等于已经贴装的下层元件的顶端位置加上2.5 mm。
* 如果元件叠放于不同模组中,则 H 将等于贴装了下层元件的模组所指定的先行贴装元
件高度。
限制:
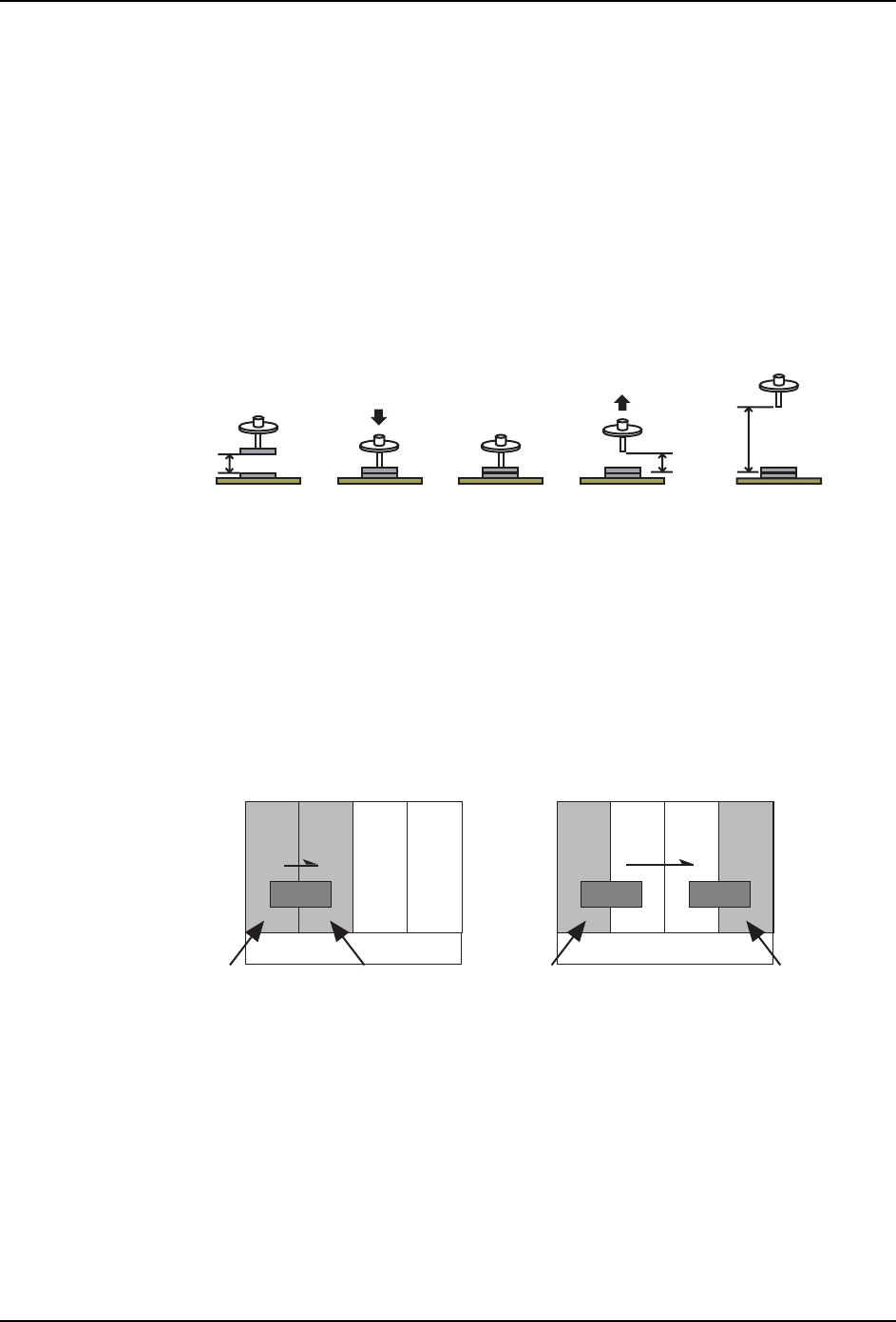
使用双模组进行 Package-on-Package 贴装时,在同一个双模组内的相邻两个模组上是不能
分别进行上层元件和下层元件的贴装的 (请参考左下图)。但是,在不是相邻的双模组上,
是可以分别进行上层元件和下层元件的贴装的 (请参考右下图)。
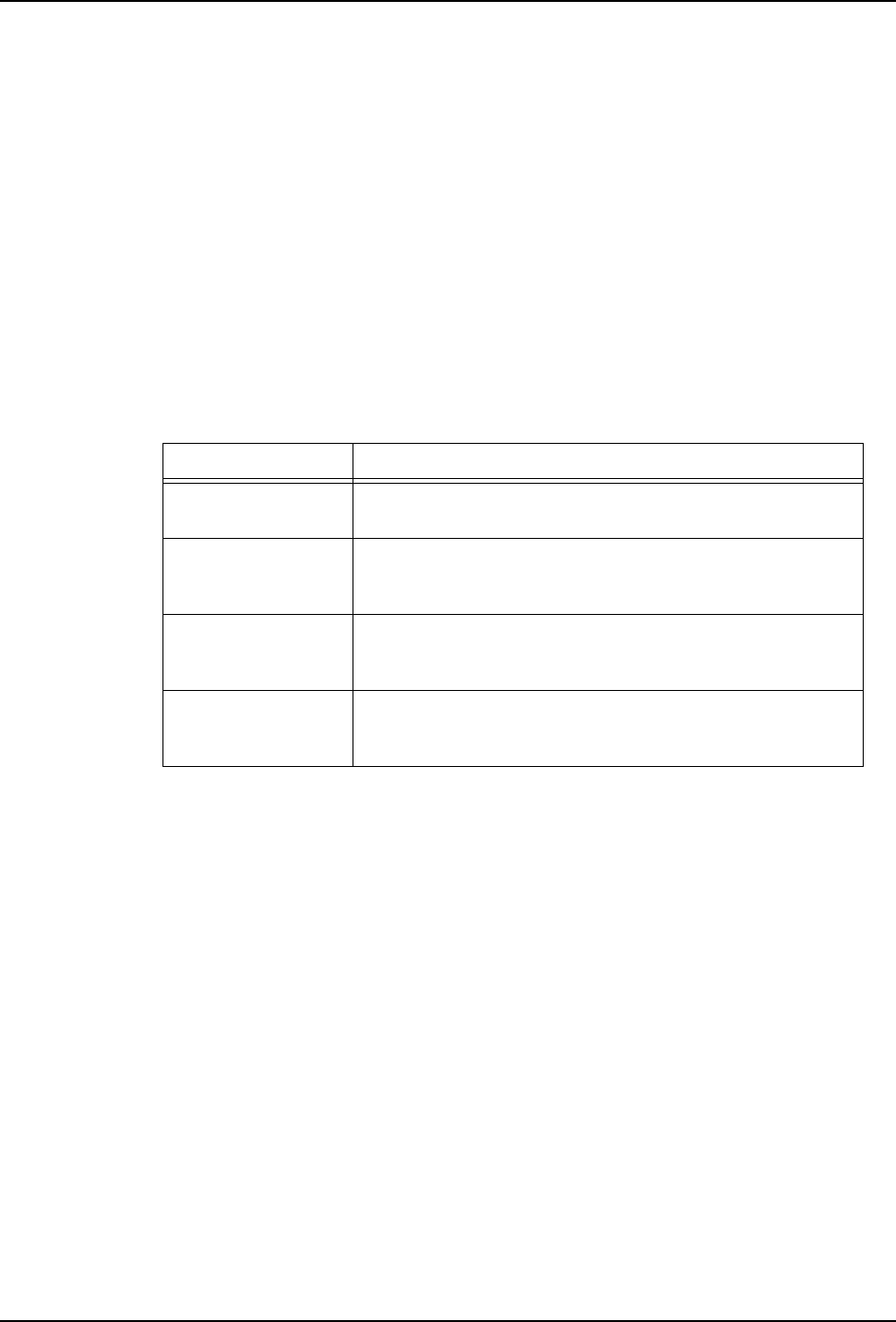
(1) 从贴装压力控制起始高度 (H)开始,吸嘴 (Z 轴)以指定速度下降。
(2) 吸嘴贴装元件,使用指定压力将其压下。
(3) 工作头以指定时间暂停。
(4) 吸嘴 (Z 轴)以指定速度上升到贴装压力控制终止高度 (与 H 相同)。然
后,吸嘴将继续以正常速度上升。
01PRG-0035
(4)(3)(2)(1)
HH
01PRG-0037E
䌈㺙ϟሖܗӊ 䌈㺙Ϟሖܗӊ
䌈㺙ϟሖܗӊ
䌈㺙Ϟሖܗӊ
ঠ㒘
ঠ㒘 ঠ㒘
ϡ㛑ᠻ㸠3R3䌈㺙 ৃҹᠻ㸠3R3䌈㺙