思泰克AOI软件使用说明书-1.pdf - 第62页
2、少锡检 查 检出焊盘上锡 量过少,可以 选择正面检查 或者侧面检查 (与 CH IP、SOT 类型一样) 正面检查 检查区域_ __像素 焊锡宽度≥ ___% 连续长度≥ ___像素 侧面检查 检查区域_ __% 焊盘侧面排 除___像素 焊锡宽度≥ ___% 连续长度≥ ___像素 抽取颜色: 点中正面检查 或者侧面检查 的任一设定, 可以进行抽色 ,抽取蓝 色或者排除红 色 3、假焊检 查 检查引脚和焊 锡是否焊接牢 靠,引脚爬…
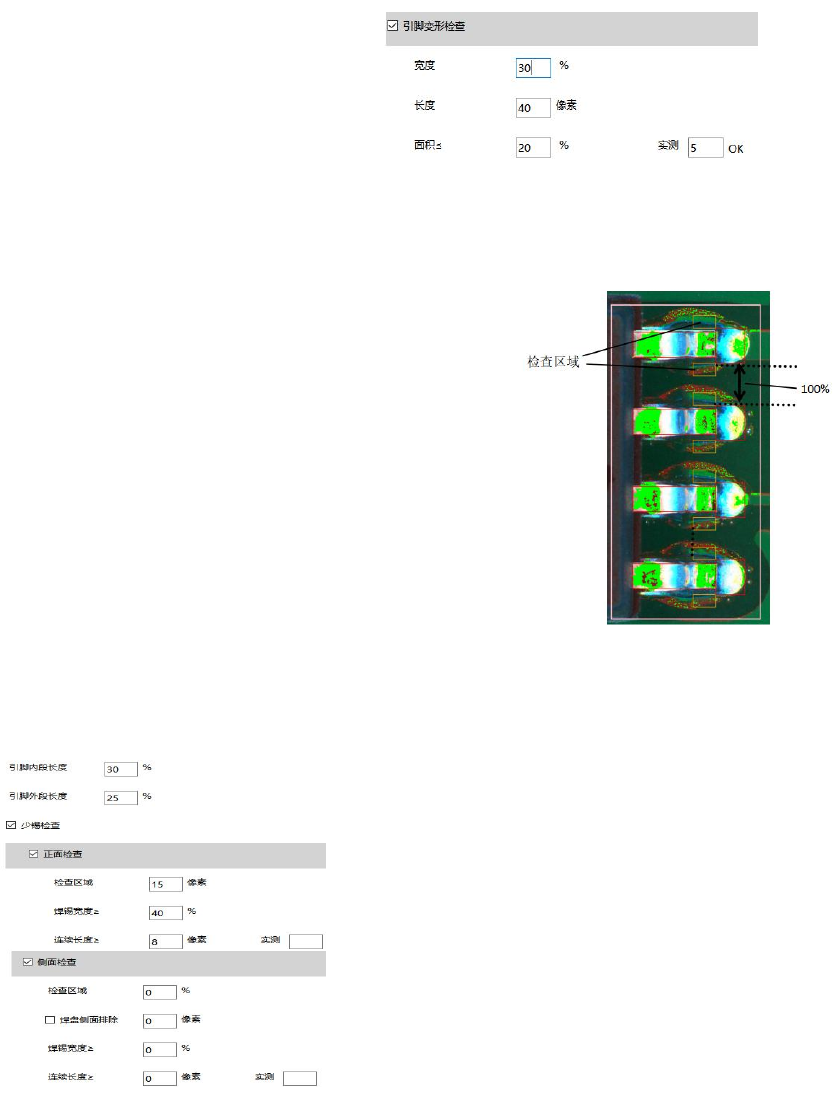
10、引脚变形检查
宽度___%
长度___像素
面积≤___%
抽取颜色:
点中引脚变形检查的任一项设定,可以进行颜色抽取,此项目抽取红色(引脚末段的颜
色)
5.5.3.2 IC 类元件引脚窗算法
1、引脚内段长度 ___%
引脚外段长度___%
不需要抽取颜色
处理内容:
宽度:以两焊盘的间距为 100%,设定比例为引脚偏
出检查窗的横向宽度
长度:以设定的像素长度为引脚偏出检查窗的纵向长
度
面积:在检查区域内,计算所抽取颜色面积占检查窗
的比例,小于面积设定值,则 OK,大于面积设定值,
则 NG
处理内容:
引脚内段长度:以引脚窗口的长度为 100%,设定内段占引脚窗口的比例
引脚外段长度:以引脚窗口的长度为 100%,设定外段占引脚窗口的比例
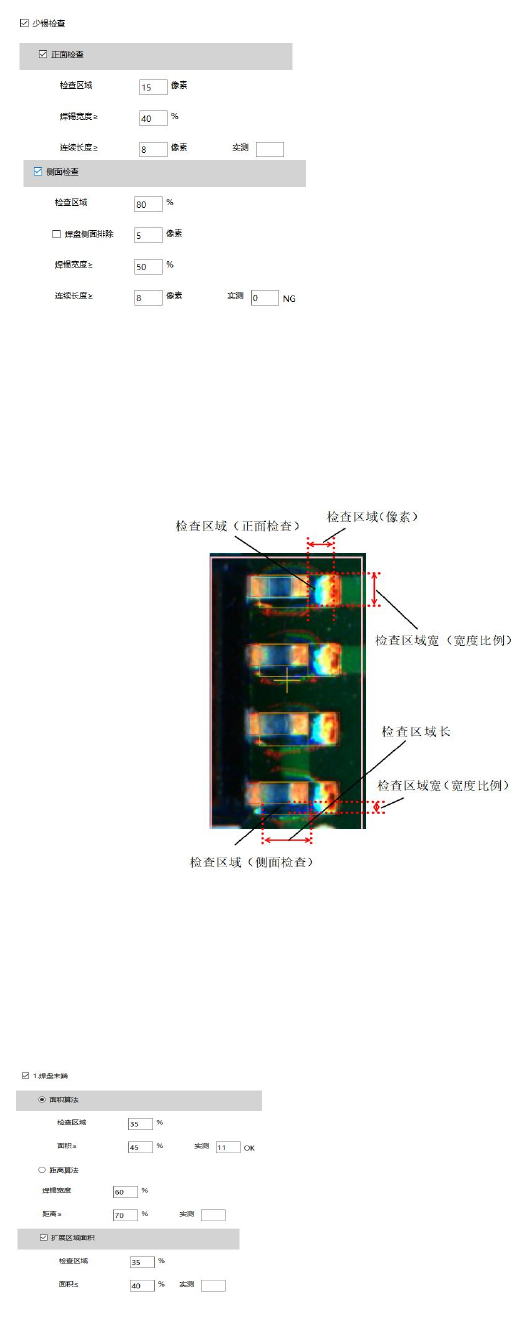
2、少锡检查
检出焊盘上锡量过少,可以选择正面检查或者侧面检查(与 CHIP、SOT 类型一样)
正面检查
检查区域___像素
焊锡宽度≥___%
连续长度≥___像素
侧面检查
检查区域___%
焊盘侧面排除___像素
焊锡宽度≥___%
连续长度≥___像素
抽取颜色:
点中正面检查或者侧面检查的任一设定,可以进行抽色,抽取蓝色或者排除红色
3、假焊检查
检查引脚和焊锡是否焊接牢靠,引脚爬锡高度是否达到外观检验标准
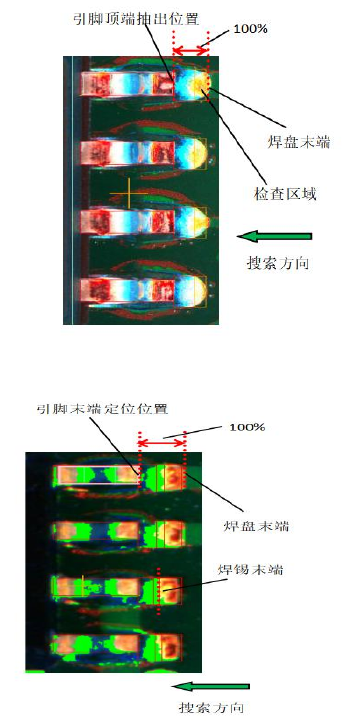
1、焊盘末端
○面积算法
检查区域___%
面积≤___%
○距离算法
焊锡宽度___%
距离≤___%
处理内容:
1
)正面检查:
每个焊盘单独检查,从引脚顶端开始搜索检查区
域内,以抽取的对象颜色的像素宽度大于焊盘宽度的
比例,检查区域内最大连续长度作为实测值,大于连
续长度设定值,则
OK
,小于连续长度设定值,则
NG
2
)侧面检查:
每个焊盘单独检查,从引脚侧面分别搜索焊盘的左右
两侧,在检查区域内,以抽取的对象颜色的像素宽度
大于侧面检查区域宽度比例,侧面最大连续长度作为
实测值,大于连续长度设定值,则
OK
,小于连续长
度设定值,则
NG
扩展区域面积
检查区域___%
面积≤___%
抽取颜色:
点中面积算法或距离算法的任一设定,可以进行抽色,此项抽取蓝、绿色
A
、面积算法
检查区域纵向长以引脚末端定位位置到焊
盘末端为
100%
,设置检查区域比例从焊盘
末端开始往里作为检查区域,检查区域横
向宽和焊盘宽度一样
B、距离算法
检查区域纵向长以引脚顶端抽出位置到焊
盘末端为 100%,检查区域从焊盘末端开始
往里搜索,检查区域横向宽和焊盘宽度一
样
处理内容:
A
、面积算法:
在检查区域内,计算所抽取颜色的面积占检查区域的比例,小于面积设定值,则
OK
,大
于面积设定值,则
NG
B
、距离算法:
从焊盘末端开始往里搜索,所抽取的对象颜色的像素满足宽度设定比例的位置作为焊锡
顶端,测量从焊锡顶端到引脚顶端抽出位置的距离,小于距离设定比例,则
OK
,大于距离设
定比例,则
NG
扩展区域面积:找到
B
的位置,在检查设定比例的检查区域(从
B
的位置到引脚顶端为
100%
),抽取的对象颜色的像素面积占比,小于设定值,则
OK
,大于设定值,则
NG
(此项
为
B
的补充项,当焊锡末端和焊锡末端颜色同时
NG
时,则结果为
NG