TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第149页
0 30 8- 0 01 5 - 10 2 . 4 2 . 4 2 . 4 2 . 4 2 . 4 “ 生 产 状 况 生 产 状 况 生 产 状 况 生 产 状 况 生 产 状 况 ” T a b T a b T a b T a b T a b * 5 * 5 * 5 * 5 * 5 生 产 机 种 生 产 信 息 生 产 机 种 生 产 信 息 生 产 机 种 生 产 信 息 生 产 机 种 生 产 信 息 生 产 机 种 生 产 …

2 . 42 . 4
2 . 42 . 4
2 . 4 “
生产状况生产状况
生产状况生产状况
生产状况 ”
T a bT a b
T a bT a b
T a b
显示已 生产线路板数和 生产机种运行信 息。
页 面 显 示页 面 显 示
页 面 显 示页 面 显 示
页 面 显 示
在 “ 自动运行 ” 子菜单界面按下[ 生产状况] T a b 时,将显示如下选
项卡 。
F i g . 2 E 5F i g . 2 E 5
F i g . 2 E 5F i g . 2 E 5
F i g . 2 E 5 “
生产状况生产状况
生产状况生产状况
生产状况 ”
选项卡选项卡
选项卡选项卡
选项卡
页 面 构 成页 面 构 成
页 面 构 成页 面 构 成
页 面 构 成
* 1* 1
* 1* 1
* 1
线 路 板 生 产 累 积 数线 路 板 生 产 累 积 数
线 路 板 生 产 累 积 数线 路 板 生 产 累 积 数
线 路 板 生 产 累 积 数
按单 位线路板 和分割线路板,分 类显示 线路板 生产累积 数。
单 位 线 路 板单 位 线 路 板
单 位 线 路 板单 位 线 路 板
单 位 线 路 板 : 显示所 有生产线路板数。
分 割 线 路 板分 割 线 路 板
分 割 线 路 板分 割 线 路 板
分 割 线 路 板 : 显示每单位分割板换算的所有 线路板生产
累积数 。
* 2* 2
* 2* 2
* 2
[[
[[
[
清零清零
清零清零
清零
]]
]]
]
按钮按钮
按钮按钮
按钮
弹出是否可以清空线路板生产累计数的确认对话框,按[ O K ] 按
钮,清空 线路 板生产累 积数为零。
* 3* 3
* 3* 3
* 3
贴装贴装
贴装贴装
贴装
状况状况
状况状况
状况
((
((
(
贴装 完了贴装 完了
贴装 完了贴装 完了
贴装 完了
//
//
/
总总
总总
总
贴装贴装
贴装贴装
贴装
数数
数数
数
))
))
)
用贴 装完了对 总步骤数的百分 比显示当前的贴装状况。
* 4* 4
* 4* 4
* 4
元 件 贴 装 时 间元 件 贴 装 时 间
元 件 贴 装 时 间元 件 贴 装 时 间
元 件 贴 装 时 间
显示 生产机种的元件 贴装时间。
0308-001 5-9
2 . 42 . 4
2 . 42 . 4
2 . 4 “
生产状况生产状 况
生产状况生产状 况
生产状况 ”
T a bT a b
T a bT a b
T a b
* 1* 1
* 1* 1
* 1
* 2* 2
* 2* 2
* 2
* 5* 5
* 5* 5
* 5
* 3* 3
* 3* 3
* 3
* 4* 4
* 4* 4
* 4

0308-001 5-10
2 . 42 . 4
2 . 42 . 4
2 . 4 “
生产状况生产状 况
生产状况生产状 况
生产状况 ”
T a bT a b
T a bT a b
T a b
* 5* 5
* 5* 5
* 5
生 产 机 种 生 产 信 息生 产 机 种 生 产 信 息
生 产 机 种 生 产 信 息生 产 机 种 生 产 信 息
生 产 机 种 生 产 信 息
就生 产机种,显示以下各生 产信息。
生 产 线 路 板 数生 产 线 路 板 数
生 产 线 路 板 数生 产 线 路 板 数
生 产 线 路 板 数 : 显示单位线 路板的生产数。
分 割 线 路 板 数分 割 线 路 板 数
分 割 线 路 板 数分 割 线 路 板 数
分 割 线 路 板 数 : 显示分割线 路板的生产数。
通 过 线 路 板 数通 过 线 路 板 数
通 过 线 路 板 数通 过 线 路 板 数
通 过 线 路 板 数 : 显示不 装元件就直接 通过 的线路 板
数 。
不 良 分 割 板 数不 良 分 割 板 数
不 良 分 割 板 数不 良 分 割 板 数
不 良 分 割 板 数 : 显示不良分 割线路板的数。
吸 取 元 件 数吸 取 元 件 数
吸 取 元 件 数吸 取 元 件 数
吸 取 元 件 数 : 显示 吸取元件数量。
元 件 吸 取 异 常 数元 件 吸 取 异 常 数
元 件 吸 取 异 常 数元 件 吸 取 异 常 数
元 件 吸 取 异 常 数 : 显示 发生吸取异 常元 件数 量的合计
值 。
元 件 吸 取 异 常率元件吸 取 异 常率
元 件 吸 取 异 常率元件吸 取 异 常率
元 件 吸 取 异常率
( % )( % )
( % )( % )
( % ) : 显示对应 “ 吸取元件数 ” 的 “ 元件吸
取异常数 ” 率。
元 件 断 料 次 数元 件 断 料 次 数
元 件 断 料 次 数元 件 断 料 次 数
元 件 断 料 次 数 : 显示发生元 件断料的次数。
线 路 板 贴 装 时 间线 路 板 贴 装 时 间
线 路 板 贴 装 时 间线 路 板 贴 装 时 间
线 路 板 贴 装 时 间 : 是从开始搬送线路板到最终贴装,X Y
工作台 返回原点为止的时间 总计值。
(a) 显示目前为 止最快 的上升时间。
(b) 试运行、磨合运行 也成为对 象。
(a) 半自动、1 元件贴装不成为对象。
(a) 显示生产管 理数据值。详细内 容请 参考
第三篇:数据 第四节 “4.2 生产管理数
据 T ab ” 章节。
2 . 52 . 5
2 . 52 . 5
2 . 5 “
原点原点
原点原点
原点
//
//
/
前后工序前后工序
前后工序前后工序
前后工序 ”
T a bT a b
T a bT a b
T a b
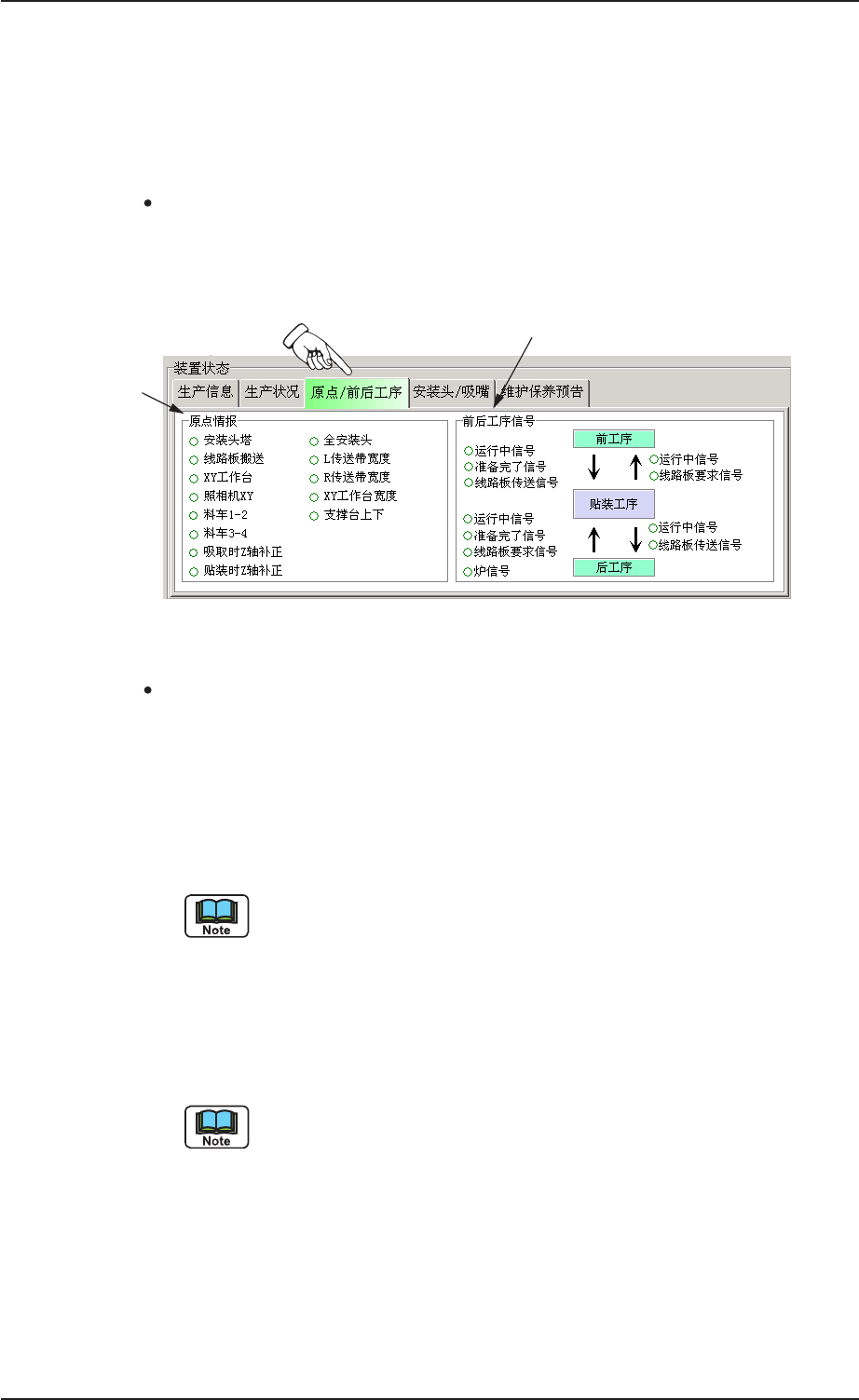
实时显示各单元的原点信息、前后工序信号的状况( O N / O F F 状态)
等内 容。
页 面 显 示页 面 显 示
页 面 显 示页 面 显 示
页 面 显 示
在 “ 自动运行 ” 子菜单界面按下[ 原点 / 前后工序] T a b 时,将显示
如下选 项卡。
Fi g.2E6Fig.2E6
Fi g.2E6Fig.2E6
Fig. 2E6 “
原点原点
原点原点
原点
//
//
/
前后工序前后工序
前后工序前后工序
前后工序 ”
选项卡选项卡
选项卡选项卡
选项卡
页 面 构 成页 面 构 成
页 面 构 成页 面 构 成
页 面 构 成
* 1* 1
* 1* 1
* 1
原 点 信 息原 点 信 息
原 点 信 息原 点 信 息
原 点 信 息
显示 各单元的 原点信息。
在原点的显示出 “ ● ” 符号。
运作 中则不显示原点信息。
开始原点 复位操作时,会自动 更改 该项显示。
* 2* 2
* 2* 2
* 2
前 后 工 序 信 号前 后 工 序 信 号
前 后 工 序 信 号前 后 工 序 信 号
前 后 工 序 信 号
实时显示前后工序信号的状况( O N / O F F 状态显示) 。
在 O N 状态时,该信号显示栏出现 “ ● ” 符号。
系统连接 确认信号系统时,会跳 出该选项 卡。
0308-001 5-11
2 . 52 . 5
2 . 52 . 5
2 . 5 “
原点原点
原点原点
原点
//
//
/
前后 工序前 后 工序
前后 工序前 后 工序
前后 工序 ”
T a bT a b
T a bT a b
T a b
* 1* 1
* 1* 1
* 1
* 2* 2
* 2* 2
* 2