TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第66页
( a ) 因 线 路 板 的 外 形 尺 寸 偏 差 , 向 X Y 工 作 台 上 机 械 的 定 位 精 密 度 产 生 偏 差 时 , 线 路 板 识 别 机 能 将 被 启 动 。 ( b ) 线 路 板 认 识 记 号 是 为 了 判 断 贴 装 线 路 板 位 置 而 生 成 的 记 号 。 因 此 , 认 识 记 号 和 贴 装 线 路 板 间 的 位 置 关 系 要 适 当 。 否 则 不 能 提 高 贴 装 精 密 …
2 . 4 2 . 4
2 . 4 2 . 4
2 . 4
线路板认识机能线路板认识机能
线路板认识机能线路板认识机能
线路板认识机能
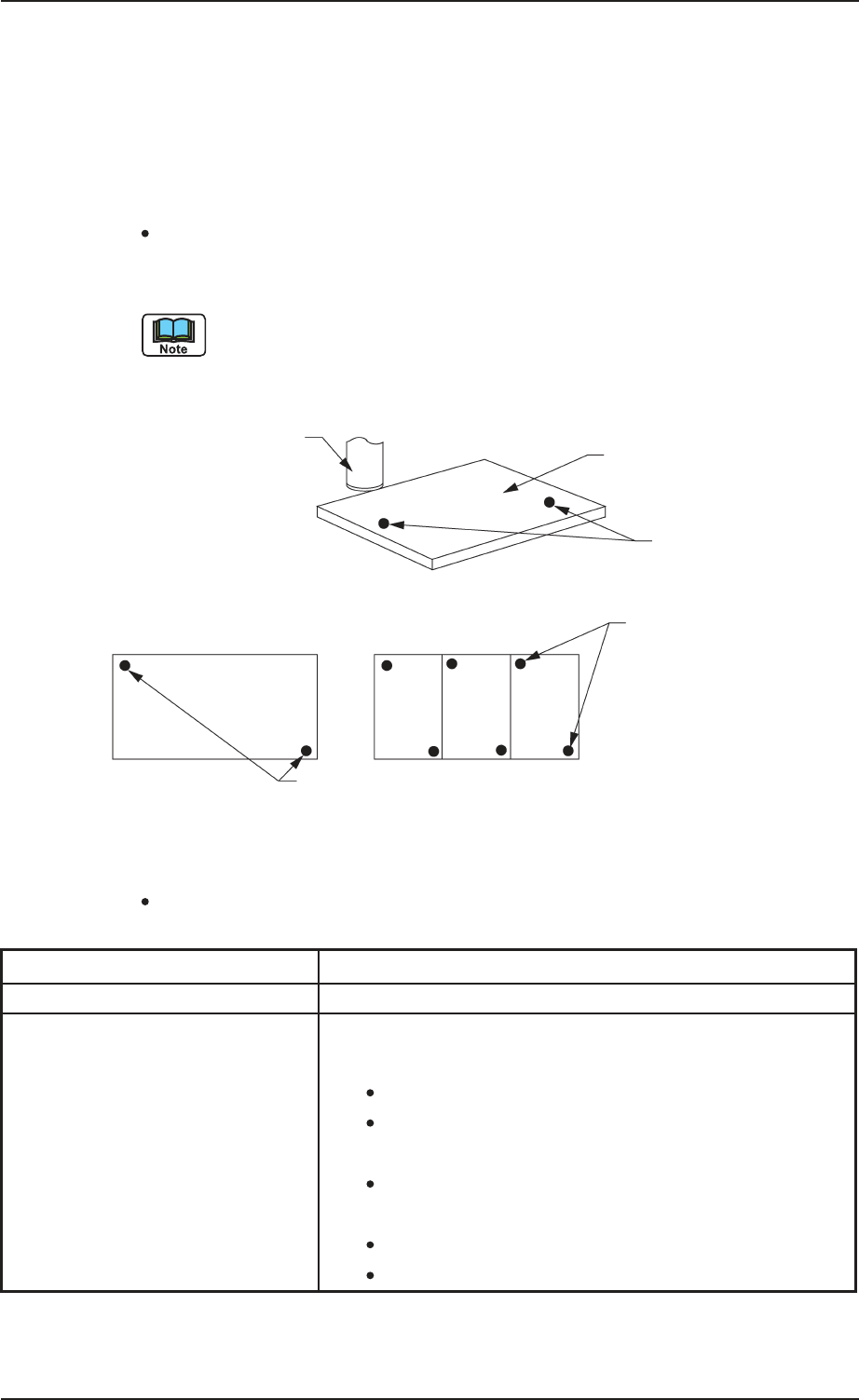
通常在线路板上设定 2 处线路板认识记号,用线路板认识照相机检
测出与认识记号坐标数据的位置偏离量,并自动补正元件贴装位置
的机能 。
有补正线路板整体的 “ 全体认识 ” 和补正每个重复线路板的 “ 分块认
识 ”。
分块认识中也有叫 “U n 全体 ” 的认识方法。
详细内容,请参照 “ 第三篇: 数据 第二节 2 .3 操作数据
( A 0 2 ) 线路板认识数据 ” 章节。
F i g . 2 B 2 1F i g . 2 B 2 1
F i g . 2 B 2 1F i g . 2 B 2 1
Fig . 2 B 2 1
线 路 板 认 识 机 能 的 使 用 方 法线 路 板 认 识 机 能 的 使 用 方 法
线 路 板 认 识 机 能 的 使 用 方 法线 路 板 认 识 机 能 的 使 用 方 法
线 路 板 认 识 机 能 的 使 用 方 法
Table 2B4Table 2B4
Table 2B4Table 2B4
Table 2B4
步骤步骤
步骤步骤
步骤
可参考部分可参考部分
可参考部分可参考部分
可参考部分
1.规格调查 第一节 2. 装置规格
( 1)第三篇: 数据 第二节 2.1 线路板的种类和基本数据
( 2)第三篇: 数据 第二节 2.3 操作数据
A 0 2 线路板认识数据
A 0 3 线路板认识记号数据
2. 线路板程序的编写 ( 3)第三篇: 数据 第二节 2.5 贴装数据
C0 2 _02 分割线路板识别
( 4)第三篇: 数据 第二节 3 . 线路板程序编写例
3. 2 单个线路板( 有全体认识)
3. 4 重复线路板( 有分块认识)
2 . 4 2 . 4
2 . 4 2 . 4
2 . 4
线路板认识机能线路板认识机能
线路板认识机能线路板认识机能
线路板认识机能
0308-001 2-14
线 路 板 认 识 照 相 机线 路 板 认 识 照 相 机
线 路 板 认 识 照 相 机线 路 板 认 识 照 相 机
线 路 板 认 识 照 相 机
线 路 板线 路 板
线 路 板线 路 板
线 路 板
线 路 板 认 识 记 号线 路 板 认 识 记 号
线 路 板 认 识 记 号线 路 板 认 识 记 号
线 路 板 认 识 记 号
全 体 认 识全 体 认 识
全 体 认 识全 体 认 识
全 体 认 识
分块认 识分块 认识
分块认 识分块 认识
分块认 识
((
((
(
重复线 路板重复线 路板
重复线 路板重复线 路板
重复线 路板
))
))
)
线 路 板 认 识 记 号线路 板 认 识 记 号
线 路 板 认 识 记 号线路 板 认 识 记 号
线 路 板 认 识 记 号
线 路 板 认 识 记 号线 路 板 认 识 记 号
线 路 板 认 识 记 号线 路 板 认 识 记 号
线 路 板 认 识 记 号

(a) 因线路板的外形尺寸偏差,向 X Y 工作台上机械的定位
精密度产 生偏差时,线路板 识别机 能将被启动。
(b) 线路板认识记号是为了判断贴装线路板位置而生成的
记号 。
因此, 认识记号和 贴装线路板间的 位置关系 要适当。
否则不能 提高贴装精密度 。
2 . 4 2 . 4
2 . 4 2 . 4
2 . 4
线路板认 识机能线路板认 识机能
线路板认 识机能线路板认 识机能
线路板认 识机能
0308-001 2-15
2 . 52 . 5
2 . 52 . 5
2 . 5
替 代 运 行 机 能替 代 运 行 机 能
替 代 运 行 机 能替 代 运 行 机 能
替 代 运 行 机 能
发生元件断料时,不停机而将元件吸取部分依次转换到指定处,避
免停机 空载的功能。
2.5.12.5.1
2.5.12.5.1
2.5.1
单元单元
单元单元
单元
((
((
(
料车料车
料车料车
料车
))
))
)
替代运行机能替代运行机能
替代运行机能替代运行机能
替代运行机能
在左右分割的料车 1 & 2 、3 & 4 分别准备相同配置的送料带群,当一
方料车运行中检测出元件断料或吸取异常( 同一送料器的连续出错)
时, 自动交 替另一方 料车而继 续生产, 期间可以 执行前 者的 料车
( 在原位置待机) 内的送料带交换( 元件补充) ,可以防止装置运行率
的下降 。
搭载元件在 80 品种(TCM-X110、X210,8mm 送料带的情况)以下,送
料带的配置为一侧料车的生产机种时,欲回避补充元件导致的装置
停机( 运行率下降) ,维持总体生产率时,“ 元件替代运行 ” 有效。
单 元单元
单 元单元
单 元
((
((
(
料 车料 车
料 车料 车
料 车
))
))
)
替代 运行的 实行替代 运行 的实行
替代 运行的 实行替代 运行 的实行
替代 运行的 实行
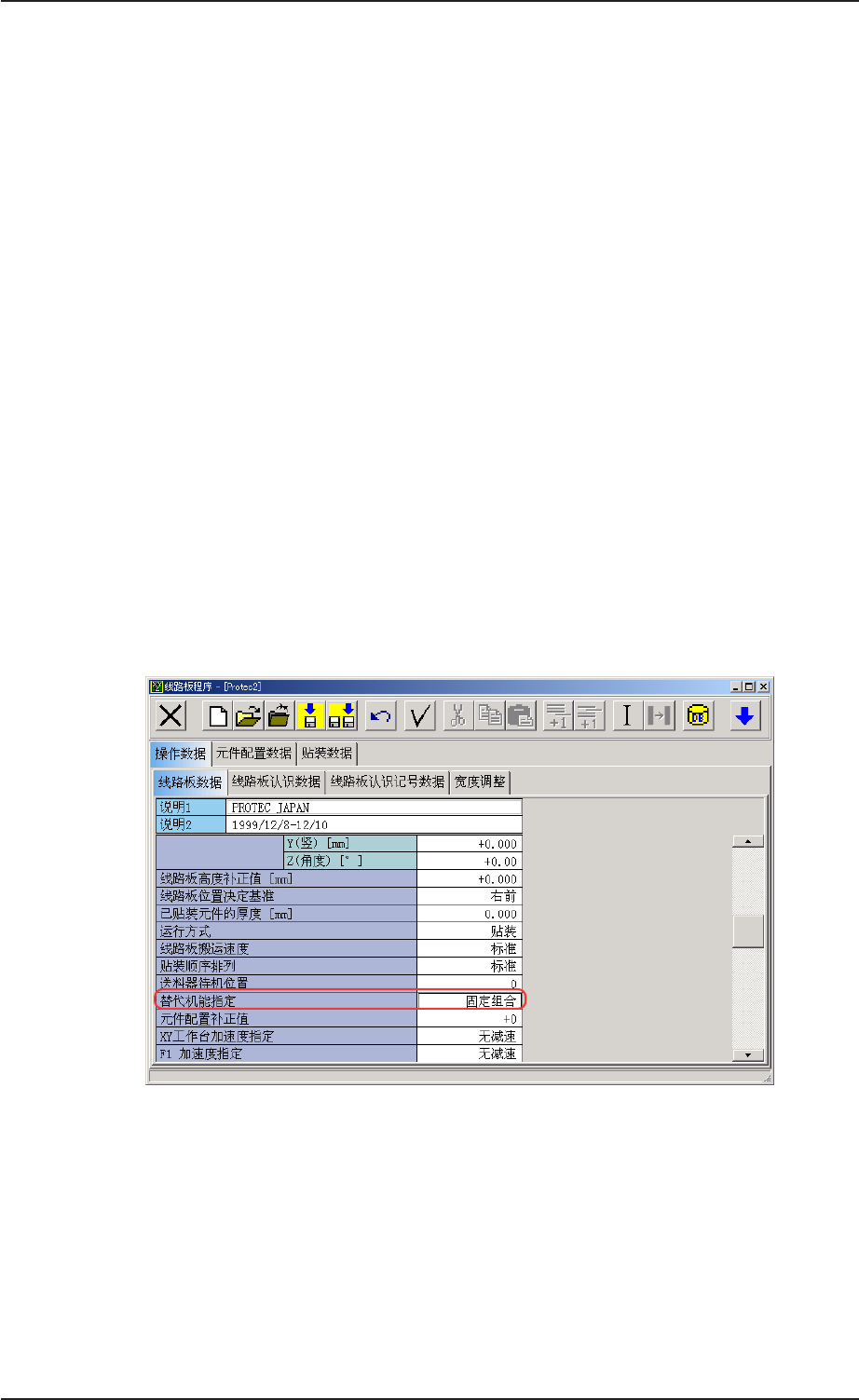
(1) 进入线路板程序编辑界面的 “ 操作数据 ” 选项卡,设定 “ 替代
机能指定 ” 为 “ 单元( 料车) 替代 ” 。
F i g . 2 B 2 2 F i g . 2 B 2 2
F i g . 2 B 2 2 F i g . 2 B 2 2
F i g . 2 B 2 2 “
线路板程序线路板程序
线路板程序线路板程序
线路板程序 ”
编辑界面编辑界面
编辑界面编辑界面
编辑界面 “
操作数据操作数据
操作数据操作数据
操作数据 ”
选项卡选项卡
选项卡选项卡
选项卡
((
((
( “
线路板 数据线路 板数据
线路板 数据线路 板数据
线路板 数据 ”
选项卡选项卡
选项卡选项卡
选项卡
))
))
)
2 . 5 2 . 5
2 . 5 2 . 5
2 . 5
替代运行机能替代运行机能
替代运行机能替代运行机能
替代运行机能
0308-001 2-16