TCM-X110_X210_X300(D) 2_Operation(Supervisor).pdf - 第72页
托 盘 替 代 模 式 可 在 暂 停 时 更 换 。 ( a ) “ 吸 取 位 置 送 料 器 ” 为 优 先 时 , 如 果 可 以 继 续 使 用 正 在 使 用 中 的 托 盘 , 则 无 法 显 示 数 据 的 变 更 。 运 行 停 止 时 显 示 。 ( b ) “ 程 序 指 定 送 料 器 ” 为 优 先 时 , 在 线 路 板 生 产 1 个 完 了 的 时 刻 、 或 托 盘 无 法 使 用 时 显 示 数 据 …
例例
例例
例
: T C M - X 2 1 0: T C M -X 2 1 0
: T C M - X 2 1 0: T C M -X 2 1 0
: T C M - X 2 1 0
选择选择
选择选择
选择
[ F 2 < - - > F 3 ][ F 2 < - - > F 3 ]
[ F 2 < - - > F 3 ][ F 2 < - - > F 3 ]
[ F 2 < - - > F 3 ]
时时
时时
时
[ F 2 < - - > F 3 ] ( F 2[ F 2 < - - > F 3 ] ( F 2
[ F 2 < - - > F 3 ] ( F 2[ F 2 < - - > F 3 ] ( F 2
[ F 2 < - - > F 3 ] ( F 2
开始生产时开始生产时
开始生产时开始生产时
开始生产时
))
))
)
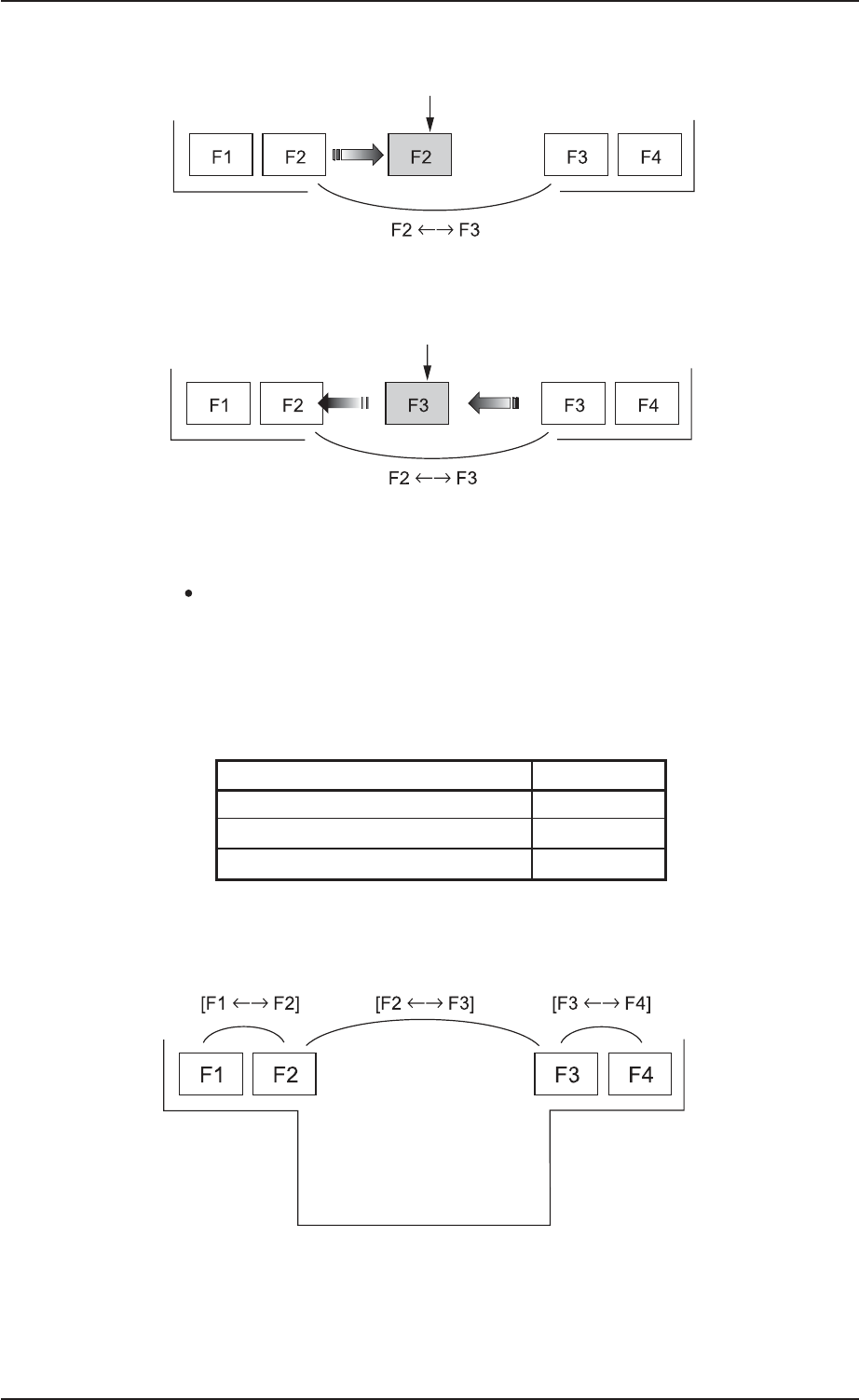
Fig. 2 B 26 [F2< - - > F3 ] (F 2Fi g. 2 B 26 [F2< - - > F3 ] ( F2
Fig. 2 B 26 [F2< - - > F3 ] (F 2Fi g. 2 B 26 [F2< - - > F3 ] ( F2
Fig. 2B 26 [F2< -->F 3 ] (F 2
→→
→→
→
F 3F3
F 3F3
F 3
替代替代
替代替代
替代
))
))
)
程序 指定送料器
没有线路 板程序中指定的 地方。
程序仅对 F 1 托盘编辑,因此成为 F 1 托盘指定。
根据托 盘替代线路板,优先托 盘被更换。
Table 2B5Tabl e 2B5
Table 2B5Tabl e 2B5Ta ble 2B5
托 盘 替 代 模 式托 盘 替 代 模 式
托 盘 替 代 模 式托 盘 替 代 模 式
托 盘 替 代 模 式
优先托盘优先托盘
优先托盘优先托盘
优先托盘
F1<-->F2 F1
F2<-->F3 F2
F3<-->F4 F3
(3) 进行托盘替代模 式的选择。
请指 定三通组合件的 其中一个使用。
F i g . 2 B 2 7 F i g . 2 B 2 7
F i g . 2 B 2 7 F i g . 2 B 2 7
F i g . 2 B 2 7
送料器替代模式送料器替代模式
送料器替代模式送料器替代模式
送料器替代模式
2 . 5 2 . 5
2 . 5 2 . 5
2 . 5
替代运行机能替代运行机能
替代运行机能替代运行机能
替代运行机能
0308-001 2-20
吸 取 位 置吸 取 位 置
吸 取 位 置吸 取 位 置
吸 取 位 置
吸 取 位 置吸 取 位 置
吸 取 位 置吸 取 位 置
吸 取 位 置
在 任 何 搭 配 中 相 互 切 换在 任 何 搭 配 中 相 互 切 换
在 任 何 搭 配 中 相 互 切 换在 任 何 搭 配 中 相 互 切 换
在 任 何 搭 配 中 相 互 切 换
托盘替 代模式可在 暂停时 更换。
(a) “ 吸取位置送料器 ” 为优先时,如果可以继续使用正在
使用中的托盘,则无法显示数据的变更。运行停止时
显示 。
(b) “ 程序指定送料器 ” 为优先时,在线路板生产 1 个完了
的时 刻、 或托盘无法使 用时显示数据的变更。
例例
例例
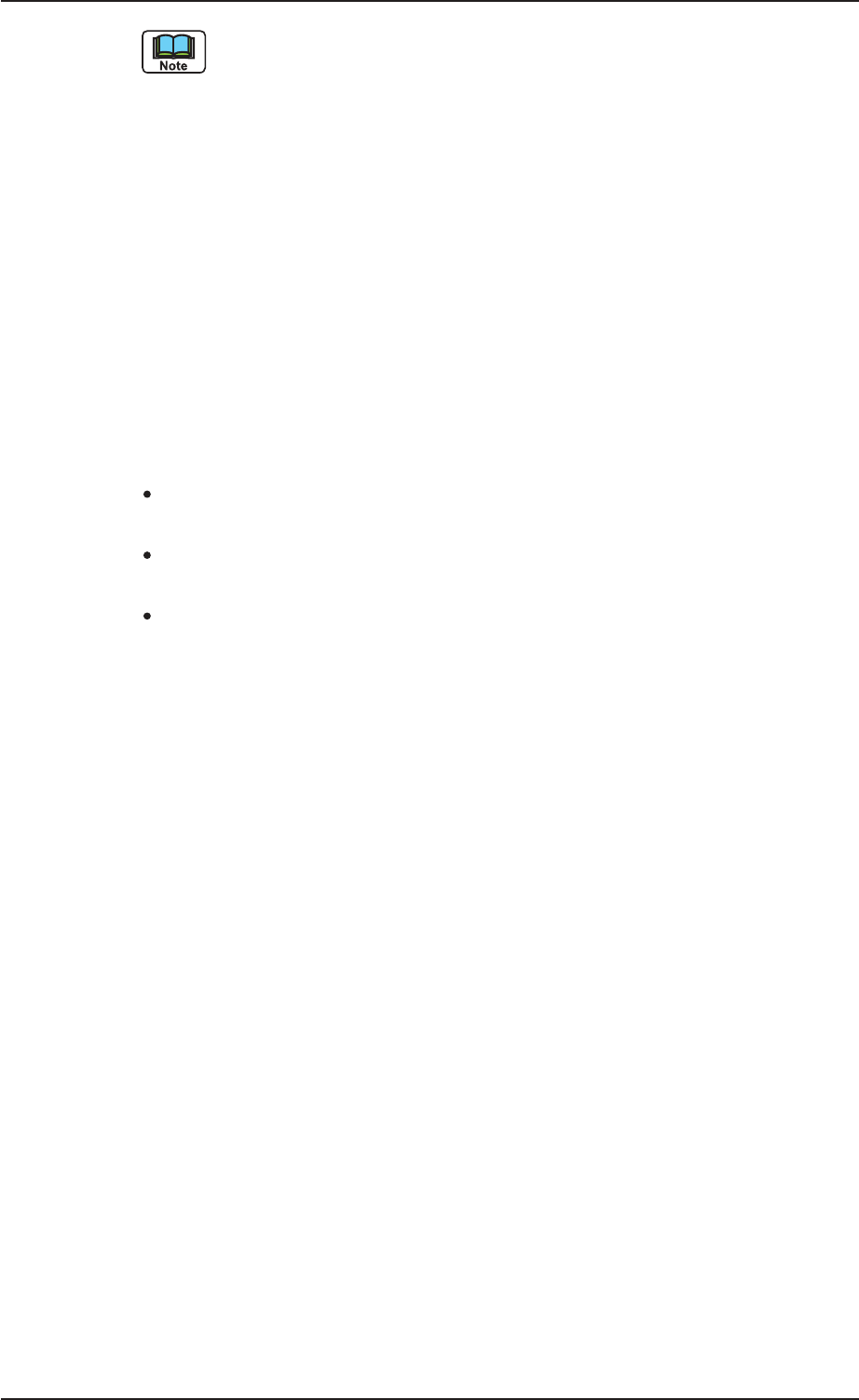
例 : 从[F2<-->F3]变更到[F1<-->F2]时,最初替换到
F 1 。F 1 无法使用时替换到 F 2 。
(4) 对待机侧托盘,请迅速进行送料带的更换( 元件补给) ,并将
[ 准备完了] 按钮设定为 O N ( 亮灯) 。
替代启动时,待机侧托盘的[ 准备完了] 按钮设定为 O FF( 灭灯) ,
则会 导致异常停机,托盘替代 运作无法 运行。
托 盘 替 代 启 动 条 件托 盘 替 代 启 动 条 件
托 盘 替 代 启 动 条 件托 盘 替 代 启 动 条 件
托 盘 替 代 启 动 条 件
根据元件库数据( 控制数据) 指定中的 “ 异常处理 1 ” 数据,检测出
连续 吸取异常时
根据元件库数据( 控制数据) 指定中的 “ 异常处理 2 ” 数据,检测出
连续 吸取异常时
检测出 元件断料时
2 . 5 2 . 5
2 . 5 2 . 5
2 . 5
替代运行机能替 代运行机能
替代运行机能替 代运行机能
替代运行机能
0308-001 2-21
2 .5 .3 2 .5 .3
2 .5 .3 2 .5 .3
2 .5.3
送料器替代运行机能送料器替代运行机能
送料器替代运行机能送料器替代运行机能
送料器替代运行机能
准备多使用量品种的备用送料器,发生元件断料时,依次替换到备
用送料 器的机 能。
发生元件断料时,可延长补充元件的间隔,并且可进行补充元件的
同时切 换。
进 行 送 料 器 替 代 运 行进 行 送 料 器 替 代 运 行
进 行 送 料 器 替 代 运 行进 行 送 料 器 替 代 运 行
进 行 送 料 器 替 代 运 行
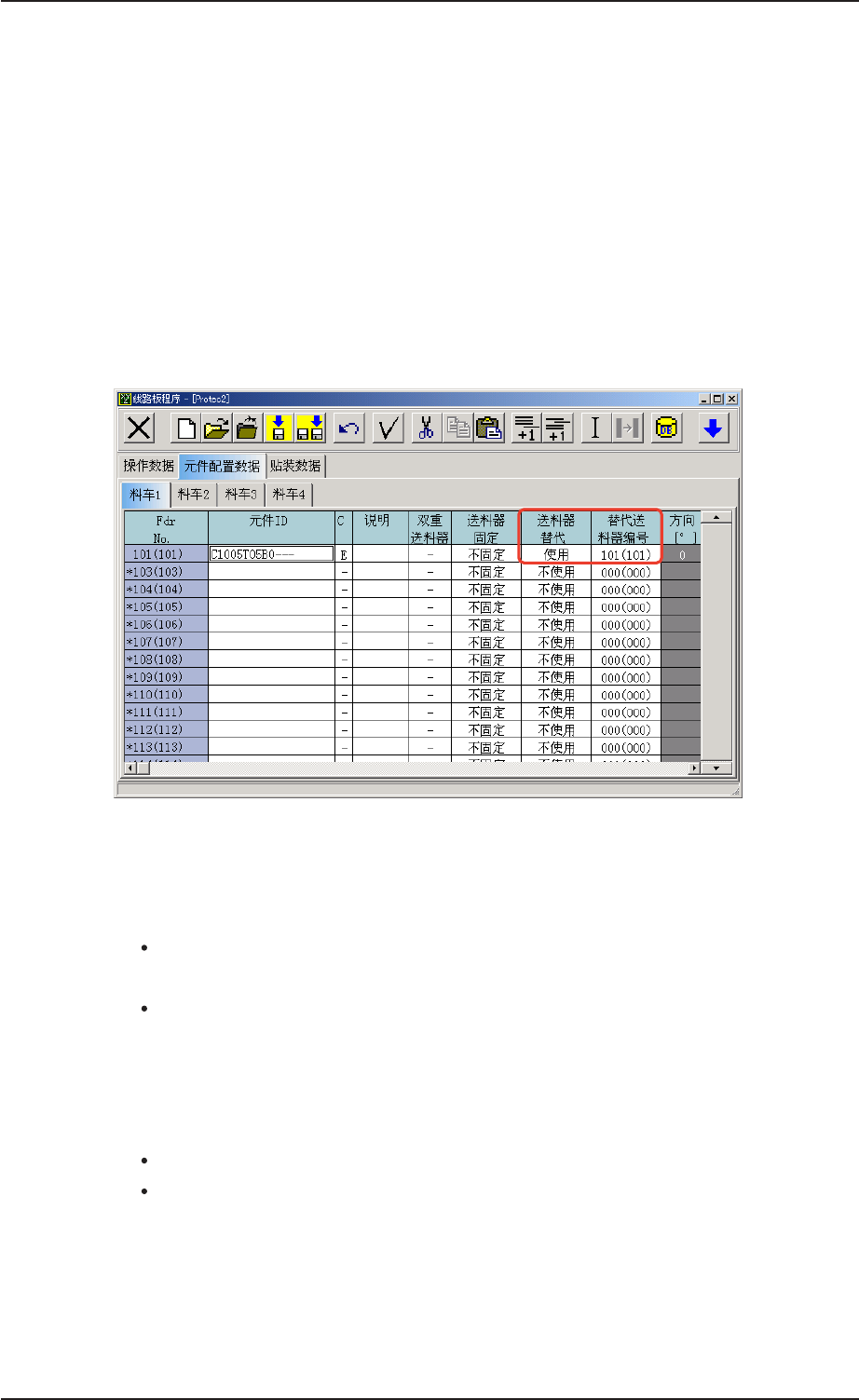
(1) 进入 “ 线路板程序 ” 编辑界面的 “ 元件配置数据 ” 选项卡,设定
送料器替代机能为 “ 使用 ” ,设定替代送料器编号( 替代目标送
料器编号) 。
F i g . 2 B 2 8 F i g . 2 B 2 8
F i g . 2 B 2 8 F i g . 2 B 2 8
F i g . 2 B 2 8 “
线路板程序线路板程序
线路板程序线路板程序
线路板程序 ”
编辑界面的编辑界面的
编辑界面的编辑界面的
编辑界面的 “
元件配置数据元件配置数据
元件配置数据元件配置数据
元件配置数据 ”
选项卡选项卡
选项卡选项卡
选项卡
替 代 送 料 器 编 号 设 定 时 的 条 件替 代 送 料 器 编 号 设 定 时 的 条 件
替 代 送 料 器 编 号 设 定 时 的 条 件替 代 送 料 器 编 号 设 定 时 的 条 件
替 代 送 料 器 编 号 设 定 时 的 条 件
设定送料器替代机能的送料器编号和替代目标的送料器编号的元
件 I D 须相同。
替代目标的送料器编号添加元件配置补正值,须在以下范围 内设
定 。
TCM-X110: 101~179、201~279、301~379、401~479
TCM-X210: 101~179、201~279、301~379、401~479
TCM-X300: 101~170、201~270、301~370、401~470
替代的指定目标须完结。( 送料器编号未设定循环)
替代目标的元件配置数据的 C ( 控制指令) 数据未被设定为 “ S ” 或
“X”。
2 . 5 2 . 5
2 . 5 2 . 5
2 . 5
替代运行机能替代运行机能
替代运行机能替代运行机能
替代运行机能
0308-001 2-22