SIGMA系列设备应用手册.pdf - 第15页
-14- [3] 元件剩余管理机能 对从送料器吸取的元件数进行计数并管理剩余数,提供相关情报的机 能。 剩余数管理机能 不使用 不使用元件剩余管理机能。 使用 使用元件剩余管理机能。 进行元件断料预告和元件断料判定。 剩余数为零停止 不使用 即使元件剩余数变为零,送料器也不停止。 料带连接补给 当料带连接补给送料器的元件剩余数变为零时,因元件断料而停止。 之后,请进行元件补给。 全部元件 当所有使用送料器的元件剩余数变为零时,…
-13-
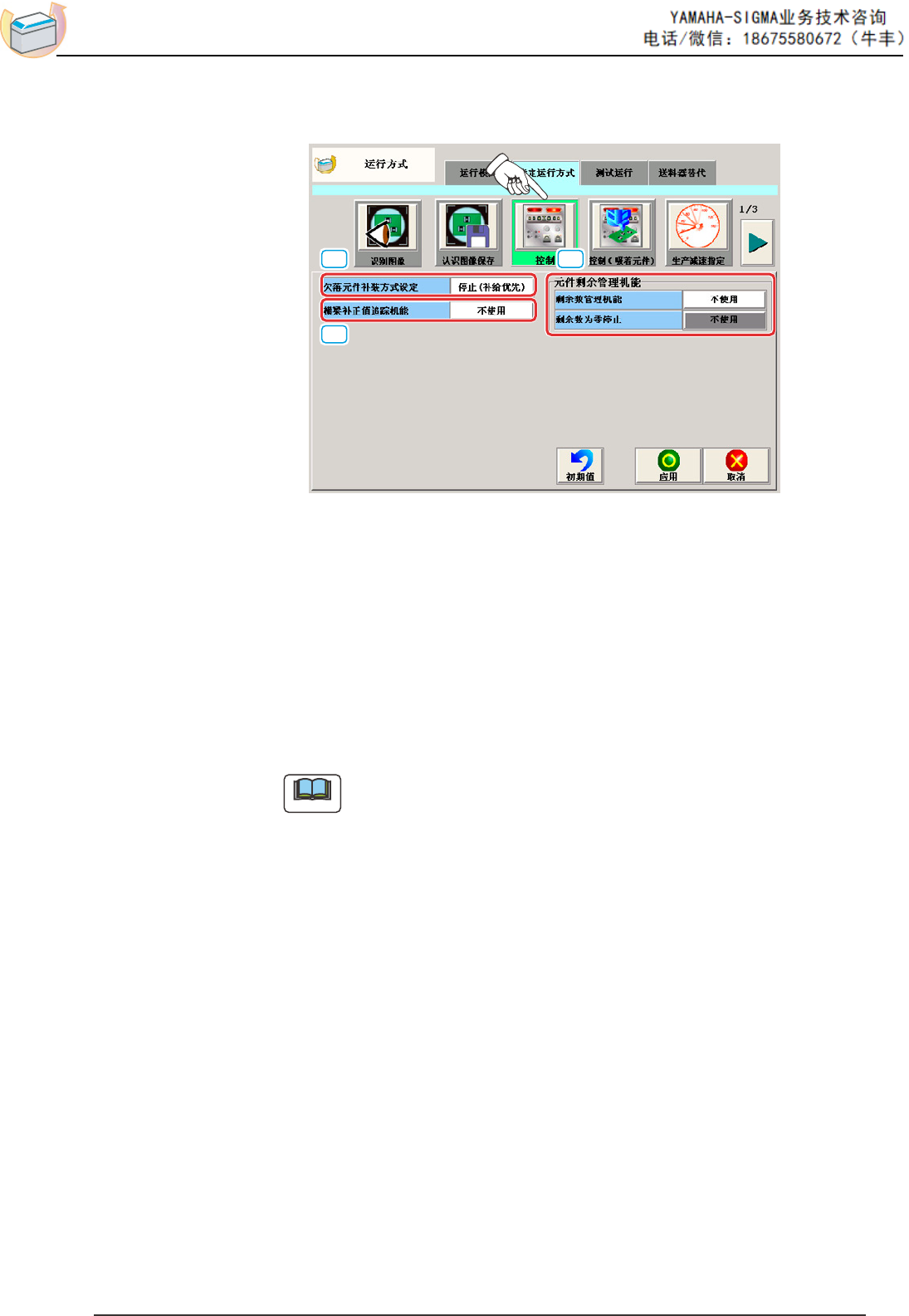
3.2.3 控 制
在
“
指定运行方式
”
选项卡中,按下
[
控制 ] 按钮,便显示以下界面。
[1]
[2]
[3]
[1] 欠落元件补装方式设定
检出元件段料等时,可选择
“
停止 (
补给优先 )
”
或
“
以后补装 ( 贴装
优先 )
”
。
停止 (
补给优先 )
检出元件段料等时,装置通报元件断料异常,立即停止。
以后补装 (
贴装优先 )
检出元件段料等时,装置不会立即停止。
装置通报装置信息促进元件补给,但继续贴装其他元件。
贴装完所有剩余元件后,不排出线路板便停止。
Note
以后补装 (
贴装优先 ) 和替代运行的关系
(a)设定
“
以后补装 ( 贴装优先 )
”
时
•
即使发生了必须以后补装的贴装步骤 ( 吸取异常、元件断料
等 ),也不会立即启动替代运行。
•
在处理了线路板程序中指定的最后一步骤后,启动替代运
行。
(b)不设定
“
以后补装 ( 贴装优先 )
”
时
发生元件断料 ( 包括用元件数据库异常处理 1、2 数据的处理 )
时启动替代运行。
[2]
横梁补正值追踪机能
只有在线路板程序中指定两横梁识别时有效。
不使用
用基于装置内数据的间隔进行两横梁识别。
通常将两横梁的识别结果作为补正值进行所使用的片横梁识别。
周期时间消减。
使用
经常用两横梁进行识别。
-14-
[3]元件剩余管理机能
对从送料器吸取的元件数进行计数并管理剩余数,提供相关情报的机
能。
剩余数管理机能
不使用
不使用元件剩余管理机能。
使用
使用元件剩余管理机能。
进行元件断料预告和元件断料判定。
剩余数为零停止
不使用
即使元件剩余数变为零,送料器也不停止。
料带连接补给
当料带连接补给送料器的元件剩余数变为零时,因元件断料而停止。
之后,请进行元件补给。
全部元件
当所有使用送料器的元件剩余数变为零时,因元件断料而停止。
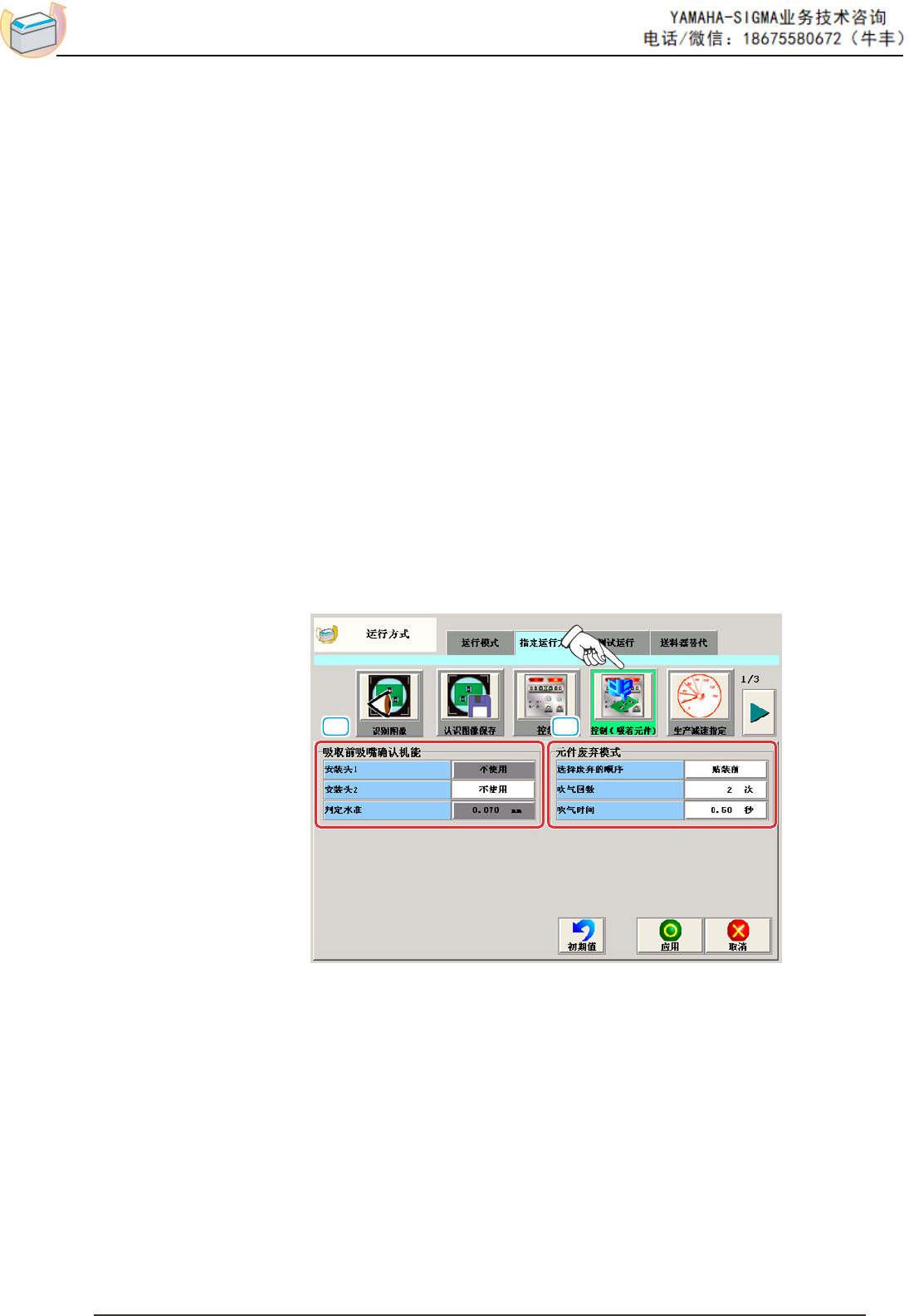
3.2.4 控制
( 吸着 ( 吸取 ) 元件 )
在
“
指定运行方式
”
选项卡中,按下 [
控制 ( 吸着元件 )] 按钮,便显示以
下界面。
[1] [2]
[1]
吸取前吸嘴确认机能
吸取元件之前,确认吸嘴顶端是否附着有异物或元件的机能。
检出异物或元件时,显示异常界面并进行废弃动作后停止。
安装头 1、安装头 2
不使用
不使用吸取前吸嘴确认机能。
使用
使用吸取前吸嘴确认机能。
判定水准
设定使用吸取前吸嘴确认机能时的判定水准。
-15-
[2] 元件废弃模式
指定执行元件废弃的时间。
选择废弃的顺序
贴装后
将吸取的元件贴装到线路板上之后,废弃没有贴装的元件。
贴装前
将吸取的元件贴装到线路板上之前,废弃不能贴装的元件。
Notice
通常建议选择 [
贴装前 ],但安装有共面检查单元 ( 选项 ) 时,请选
择 [ 贴装后 ]。
吹气回数 (
次数 )
设定吹气次数。
吹气时间
设定吹气时间。
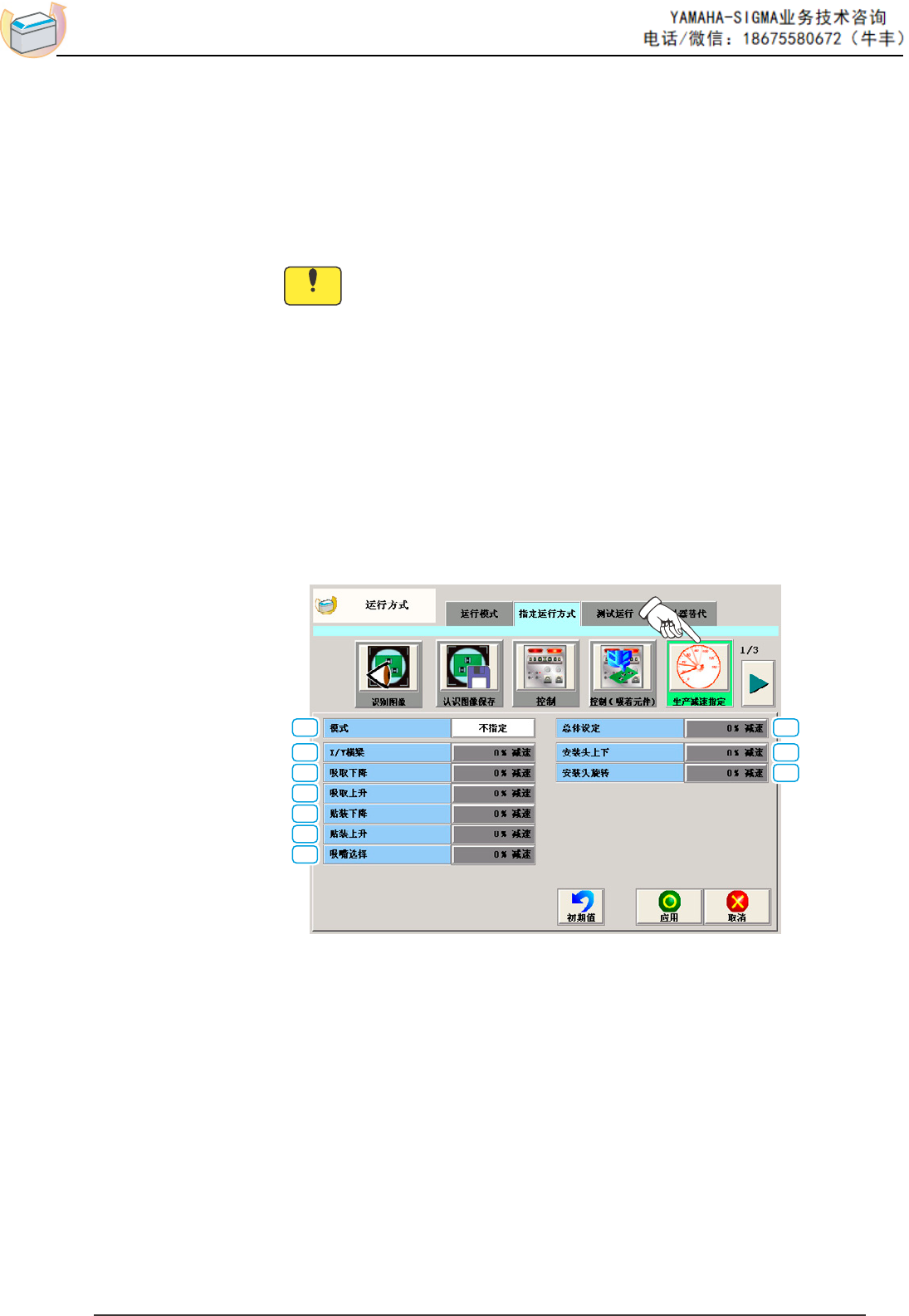
3.2.5 生产减速指定
在
“
指定运行方式
”
选项卡中,按下 [
生产减速指定 ] 按钮,便显示以下
界面。
设定是否对元件数据库中指定的各部动作速度 ( 对最高速度的减速比例 ) 指
定速度上限。
[1]
[3]
[4]
[2]
[9]
[10]
[5]
[6]
[7]
[8]
[1]
模式
选择运行速度减速指定为
“
指定
”
或
“
不指定
”
。
不指定
不进行运行速度的减速指定。
指定
进行运行速度的减速指定。
此时,设在其下端的以下按钮变为有效,设定各减速比率。
[2] 总体设定
按下按钮,便显示
“
总体设定
”
界面,设定减速比率。
减速比率反映到所有的设定。
[3] X/Y
横梁
按下按钮,便显示
“
X/Y 横梁
”
输入界面,设定 XY 横梁的减速比率。