00193933-03.pdf - 第94页
3 Tekniske data Driftsvejledning SIPLACE HF-serie 3.1 Maskinbeskrivelse S oftwareversion SR.50x.xx U dgave 01/2006 DK 94 Basis fo r bestykni ngssystem erne er en vridfast og v ibrations dæmpet mask inramm e af støbestå l…
Driftsvejledning SIPLACE HF-serie 3 Tekniske data
Softwareversion SR.50x.xx Udgave 01/2006 DK 3.1 Maskinbeskrivelse
93
3 Tekniske data
3.1 Maskinbeskrivelse
3.1.1 Oversigt
SMD-bestykningssystemerne til SIPLACE HF-serien udmærker sig ved høj fleksibilitet i konfigu-
rationen, høj bestykningskapacitet og super præcision. Automaterne dækker et komponentspek-
trum fra 0201 til 125 x 10 mm², hvis bestykningskapaciteten er høj. 3
Systemet kan bestykke på to forskellige måder: 3
– Collect&Place-processen med revolverhoveder til komponenter fra størrelse 0201 til
Finepitch
– Pick&Place-processen med SIPLACE TwinHead til Finepitch- og OSC-komponenter
3
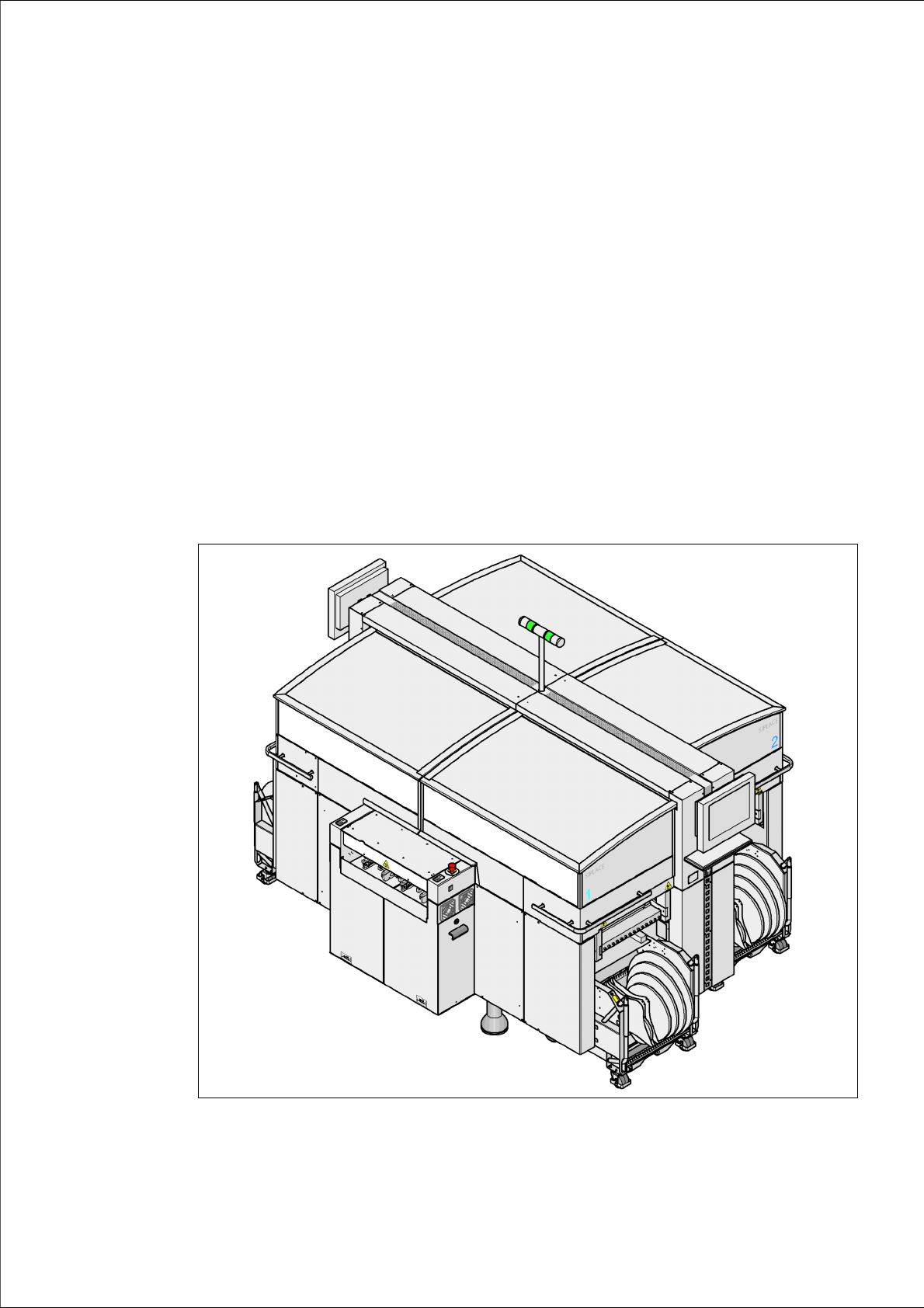
Fig. 3.1 - 1 HF/3-bestykningsautomat, samlet oversigt

3 Tekniske data Driftsvejledning SIPLACE HF-serie
3.1 Maskinbeskrivelse Softwareversion SR.50x.xx Udgave 01/2006 DK
94
Basis for bestykningssystemerne er en vridfast og vibrationsdæmpet maskinramme af støbestål.
Denne sikrer en høj produktionskvalitet og lille miljøbelastning for medarbejderne, da vibrations-
støj reduceres til et minimum. 3
HF-bestykningsautomaten råder over to portaler. HF/3-bestykningsautomaten er udstyret med tre
portaler. På hver portal sidder der et bestykningshoved. Bestykningshovederne kan uafhængigt
af hinanden positioneres hurtigt og præcist i X- og Y-retning med lineære motorer. 3
Iht. det af Siemens udviklede hovedmodularitetsprincip kan bestykningshovederne skiftes pro-
blemløst i løbet af kort tid. En oversigt over bestykningshovedkonfigurationen findes i afsnit 3.7
,
side 115
. 3
Til paratstilling af komponenter står der fire placeringssteder til rådighed. Op til fire komponent-
vogne eller som alternativ op til to Matrix Tray Changer (HF/3: 1 MTC) i stedet for komponent-
vogne kan køres hen til automaten. 3
Bestykningshovederne henter komponenterne fra de fast positionerede transportører på kompo-
nentvognene eller fra trayene på Matrix Tray Changer og bestykker printpladerne, der ligeledes
er i hvile. Bestykningsautomaterne i HF-serien råder over to bestykningsområder: 3
– ved enkelttransport kan der bestykkes op til to printplader på samme tid.
– ved dobbelttransport kan der bestykkes op til fire printplader på samme tid.
Princippet om „hvilende paratstilling af komponenter“ og „hvilende PCB“, som har været gennem-
prøvet med gode resultater på alle SIPLACE-automater, har en række afgørende fordele: 3
– Påfyldning af komponenter eller påsplejsning af tape forårsager ingen stilstandstider.
– Den vibrationsfrie komponenttilførsel gør det muligt at hente også meget små komponenter
(f.eks. 0201) på en sikker måde.
– Den under bestykningsprocessen ubevægede printplade forhindrer, at komponenter glider.
– Kombinationen af bestykningshoveder med pipettevekslere sikrer altid en optimal pipettekon-
figuration for den enkelte bestykningsproces. Dermed minimeres bevægelsesveje og optime-
res bestykningsrækkefølgen.
Høj flexibilitet, god økonomi og klargøringssikkerhed sikrer den høje produktivitet, som tilbydes af
SIPLACE HF-serien. Minimale stilstandstider øger nyttegraden og bidrager således til en høj pro-
duktivitet. 3
Driftsvejledning SIPLACE HF-serie 3 Tekniske data
Softwareversion SR.50x.xx Udgave 01/2006 DK 3.1 Maskinbeskrivelse
95
3
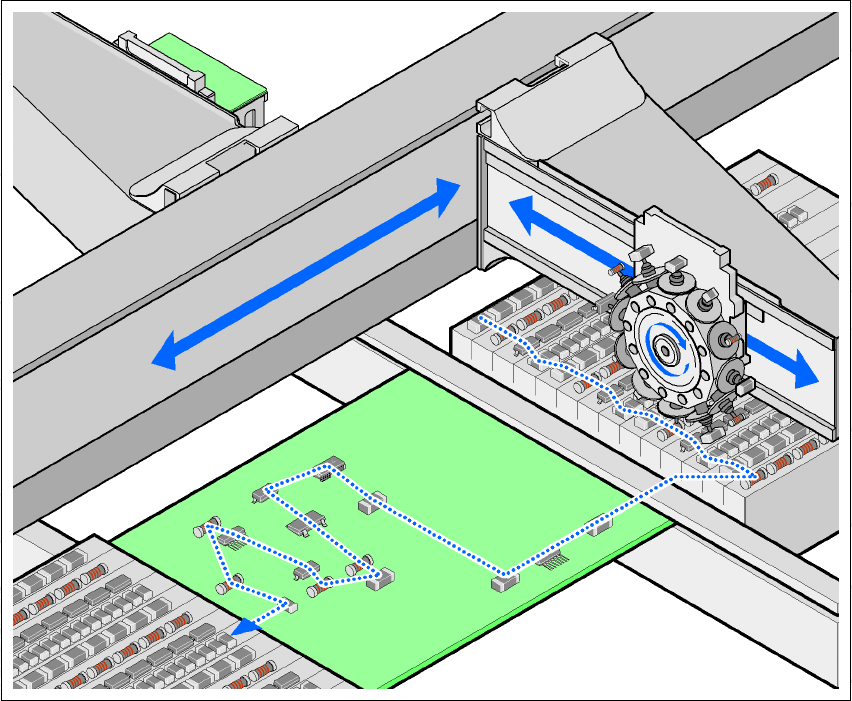
Fig. 3.1 - 2 Bestykningsprincip efter Collect&Place-processen
3
Følgende optioner tilbydes for at udvide automatens funktionalitet: 3
– Ekstra komponentvogne øger automatens nyttegrad, da klargøringstiderne reduceres, da
visse ting klargøres uden for automaten.
– Med dobbelttransporten øges maskinens udnyttelse, da uproduktive PCB-transporttider der-
med elimineres.
– Automatiske pipettevekslere sikrer en hurtig og optimal pipettekonfiguration.
– PCB-stregkode-scannere gør det muligt at gennemføre et produktstyret produktionsskift.
– Komponentstregkode-scannere sikrer en optimal klargørings- og påfyldningskontrol.
– Store og sarte komponenter kan stilles klar i trays via Matrix-Tray-Changere, der kan køres
hen til automaten.
– Med productivity Lift blev konceptet ved parallelbestykning realiseret. Derudover kan det an-
vendes til at forbedre forholdet mellem produktive og ikke produktive tider.