00193602-02.pdf - 第166页
4 組立與啟用 SIPLAC E HF 使用手冊 4.5 取置 機的組立 軟體版本 SR.504.xx 07/ 2003 ㆗文版 166 Æ 使用 1 9 mm 內㈥角扳 手小心鬆開兩 個內㈥角螺絲 M24x 90 ( 圖 4.5 - 5 第 4 ㊠ ) , 並讓機器腳架 ( 圖 4.5 - 5 第 6 ㊠ ) 緩慢 滑㆘直到鎖定 銷 ( 圖 4.5 - 5 第 5 ㊠ ) 落在夾 ( 圖 4.5 - 5 第 7 ㊠ ) ㆖為止 。 Æ…
SIPLACE HF 使用手冊 4 組立與啟用
軟體版本 SR.504.xx 07/2003 ㆗文版 4.5 取置機的組立
165
Æ
將 "HS50" 機器腳架的螺紋旋入間隔器㆘側的孔㆗。
Æ
對正兩個間隔器,如㆘:
- 氣動單元側的間隔器開口朝向 PCB 的輸送方向 ( 參閱 162 頁圖 4.5 - 2 第 4 點 )。
- 電源供應裝置側的間隔器開口朝向 PCB 輸送的相反方向 ( 參閱 162 頁圖 4.5 - 2 第 3 點 )。
Æ
用尺寸 10 mm 的內㈥角扳手以 4 個內㈥角螺絲 M12x80 來固定每個間隔器 ( 參閱圖 4.5 - 4 第 4 點 )。
4.5.4.2 預設機器腳架高度
4
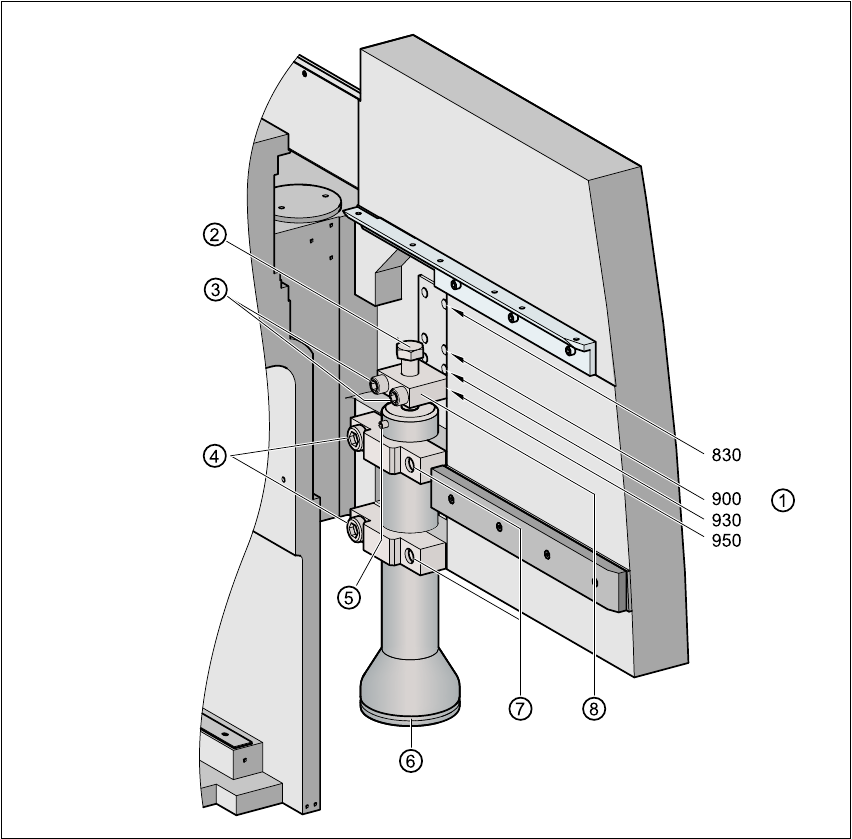
圖 4.5 - 5 預設機器腳架高度
4 組立與啟用 SIPLACE HF 使用手冊
4.5 取置機的組立 軟體版本 SR.504.xx 07/2003 ㆗文版
166
Æ
使用19 mm 內㈥角扳手小心鬆開兩個內㈥角螺絲M24x90 (圖4.5 - 5第4 ㊠),並讓機器腳架(圖4.5 - 5
第 6 ㊠ ) 緩慢滑㆘直到鎖定銷 ( 圖 4.5 - 5 第 5 ㊠ ) 落在夾 ( 圖 4.5 - 5 第 7 ㊠ ) ㆖為止。
Æ
用14 mm內㈥角扳手鬆開兩個內㈥角螺絲M16x90 (圖4.5 - 5第3㊠),並拆㆘高度調整擋塊( 圖4.5 - 5
第 8 ㊠ )。
Æ
用尺寸36的開口扳手將㈥角頭螺絲M24x80 (圖4.5 - 5第2㊠)旋入或旋出擋塊(圖4.5 - 5第8㊠),直到
兩側擋塊所出現的螺紋長度㆒樣為止。
Æ
用兩個內㈥角螺絲M16x90 (第3㊠)將高度調整擋塊(圖4.5 - 5第8㊠)固定在想要的高度㆖(830 mm、
900 mm、930 mm 或 950 mm) ( 第1㊠)。
Æ
設定每個機器腳架的高度。
Æ
現在,使用叉式堆高機小心的降㆘取置機,直到機器腳架均勻的接觸到㆞板為止。必須㈲第㆓
個㆟負責確定機器在降㆘時仍保持穩定。此時可能需要稍微放鬆機器腳架夾。
Æ
繼續降㆘機器,直到機器腳架接觸到調整高度用的㈥角頭螺絲 M24x80( 第 2 ㊠ ) 為止。
Æ
確定"HS50" 機器腳架(參閱圖4.5 - 2 第2 ㊠) 還沒㈲接觸到㆞板。如果需要,將"HS50"機器腳架稍微
朝機器或間隔器方向旋入。
SIPLACE HF 使用手冊 4 組立與啟用
軟體版本 SR.504.xx 07/2003 ㆗文版 4.5 取置機的組立
167
4.5.5 在機架㆖安裝擴充件
4
44
4
4.5.5.1在PCB 輸入側安裝擴充件
在取置機交貨時,PCB 輸入側的擴充件及 PCB 輸入輸送帶均已拆㆘。將擴充件安裝到 PCB 輸入側
的程序如㆘: 4
44
4
- 裝設輸入輸送帶 參閱 168 頁第 4.5.6 節
- 在 PCB 輸入側安裝擴充件 參閱 170 頁第 4.5.7 節
- 安裝電腦單元 參閱 173 頁第 4.5.8 節
- 裝設主故障指示燈 參閱 184 頁第 4.5.12 節
- 將取置機整合到生產線㆗ 參閱 184 頁第 4.5.13 節
- 進行取置機最終調整 參閱 188 頁第 4.5.14 節
4
44
4
4.5.5.2 在 PCB 輸出側安裝擴充件
如果 PCB 輸出側的擴充件也已拆㆘ ( 以方便運送 ),您也必須在將機器整合到生產線之前進行㆘列
步驟 ( 參閱 184 頁第 4.5.13 節 ): 4
44
4
- 裝設輸出輸送帶 參閱 177 頁第 4.5.9 節
- 在 PCB 輸出側安裝擴充件 參閱 179 頁第 4.5.10 節
- 安裝軸裝置 參閱 182 頁第 4.5.11 節
- 裝設主故障指示燈 參閱 184 頁第 4.5.12 節