xp141-241-341-5.0E.pdf - 第152页
FK-9F98- 29 XP Series Training Text for Service Engineers Edition 5.0 XP241 – Chapter 6 Proper Data Measurements Page 6 of 20 Fuji Machine Mfg. Co., Ltd. Okazaki. SMT Equipment Quality Assurance Dept . 6 – 6 CS Section s…
FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP241 – Chapter 6 Proper Data Measurements Page 5 of 20
Fuji Machine Mfg. Co., Ltd. Okazaki.
SMT Equipment Quality Assurance Dept.
6 – 5 CS Section
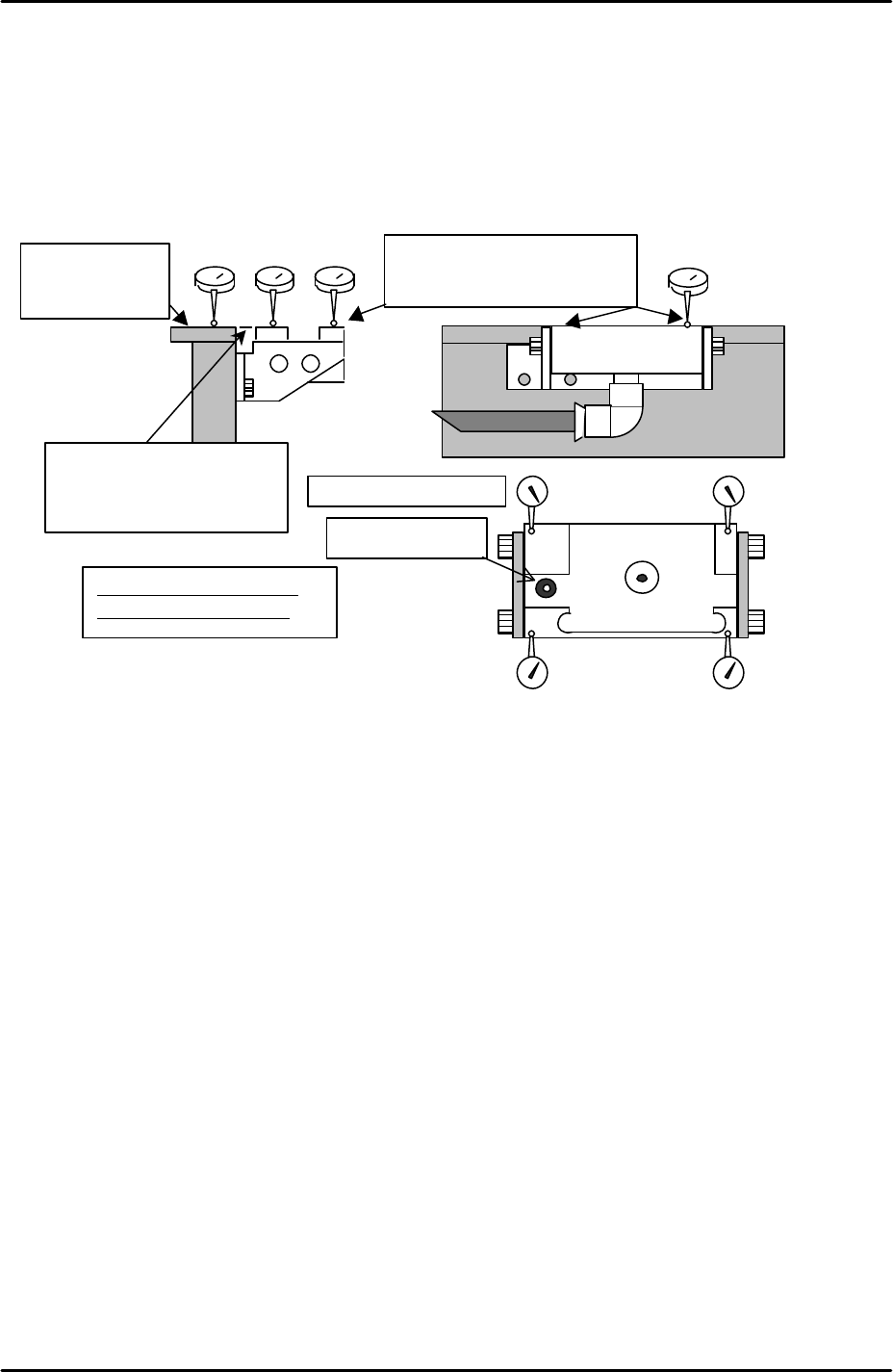
6.3 Measuring the mark camera orientation
Equipment: lever type dial gage (0.01mm).
1. Adjust the height of the glass gage station so that it is level with the reference rail
(tolerance +/- 0.05mm). Also ensure that the glass gage station is flat (tolerance
0.05mm).
2. Select [Maintenance A] – [JOG] – [Fiducial] and display the crosshairs on the
screen.
3. Inch the mark camera until it is centered on the fiducial mark on the left of the parts
gage station.
4. Select [Maintenance C] – [Mark camera Measurement] – [FMarkPos Measure] –
[START] – [Change mark position] – [Execute] to save the fiducial mark position.
5. Select [Angle Measure] to measure the mark camera orientation.
6. Select [X Unit measure] to measure the mark camera resolution. Note that this is
not the primary resolution measurement, therefore do not save the results. Check
that the resolution values are within 0.05mm of those recorded in step 6.2 and then
press cancel.
7. Select [Y Unit measure] to measure the mark camera resolution. Note that this is
not the primary resolution measurement therefore do not save the results. Check
that the resolution values are within 0.05mm of those recorded in step 6.2 and then
press cancel.
8. If the deviation between the resolution values recorded in steps 6.2 and 6.3 is more
than 0.05mm re-measure the resolution using the glass gage procedure described
in 6.2.
9. Note that 6.2 is the primary resolution measurement because it reads a whole
Set dial to “0” on
the top surface of
the reference rail.
Adjust the flatness to within
0.05mm in the 4 corners of the
glass gauge station.
Tolerance: for 4 corners of
the height within 0.05mm
Fiducial mark
Flatness: within 0.05mm
Adjust to within +/- 0.05mm
for the height of the reference
rail and parts gauge station.
FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP241 – Chapter 6 Proper Data Measurements Page 6 of 20
Fuji Machine Mfg. Co., Ltd. Okazaki.
SMT Equipment Quality Assurance Dept.
6 – 6 CS Section
series of marks on the glass gage and takes into account lens distortion.
10. Should the values in 6.2 and 6.3 fail to match within the tolerance after re-
measurement, please contact FUJI.
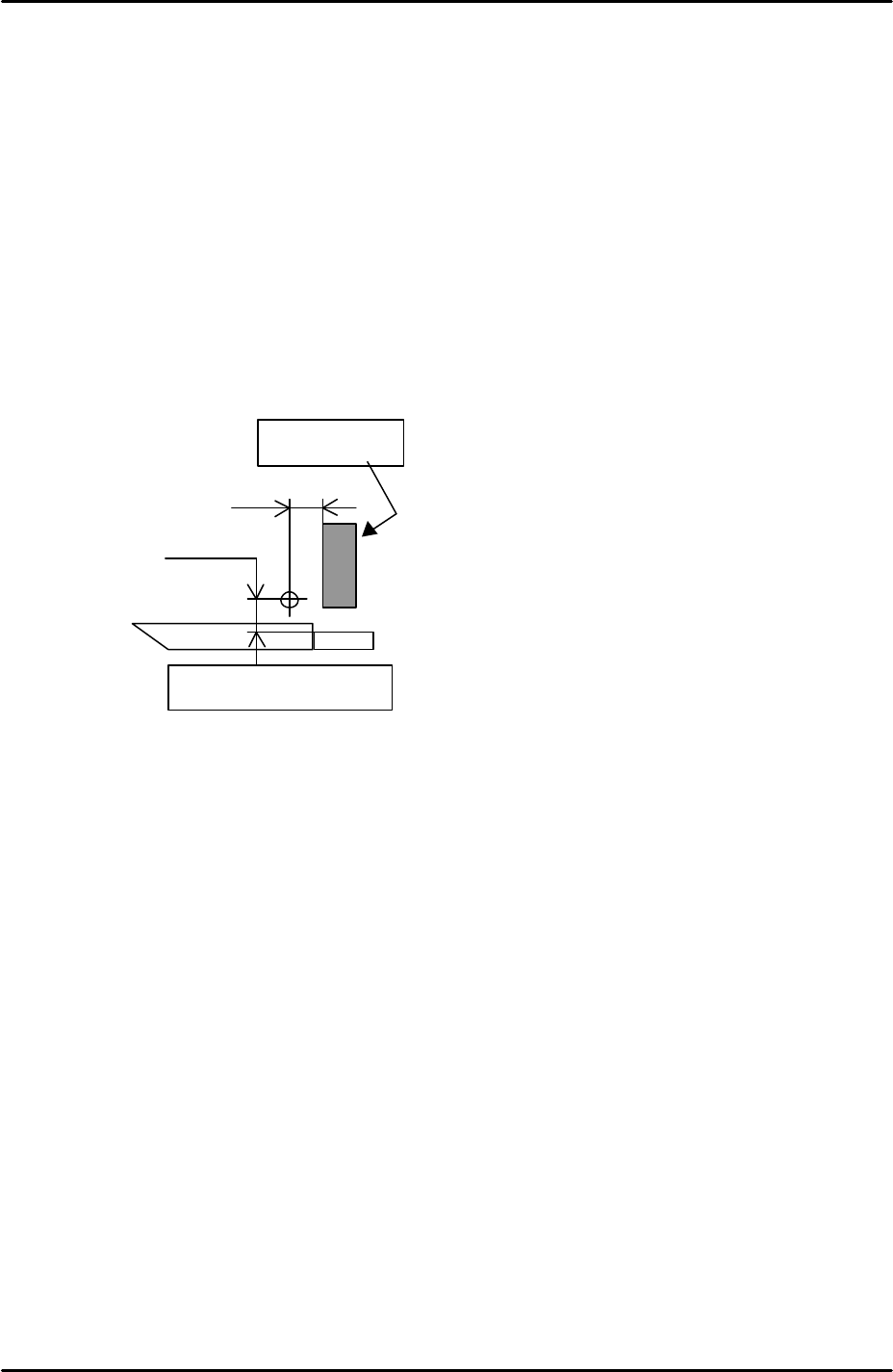
6.4 Measuring the board origin
1. Select [Maintenance A] – [I/O check] – [Y02A Main StationSt] – and raise the
main stopper.
2. Select [Maintenance A] – [JOG] – [Fiducial] and display the crosshairs on the
screen.
3. Set the vertical cross hair flush with the left side of the main stopper and then
use the inching tabs to move the X axis exactly 5mm in the minus direction.
4. Select [Maintenance C] – [Proper Data Editor] – [Machine Origin] – [X_board
Origin] and use direct servo input to save the current position to proper data.
5. Return to the [JOG] screen and set the horizontal cross hair flush with the side
of the reference rail and then use the inching tabs to move the Y axis 5.25mm
in the plus direction.
6. Select [Maintenance C] – [Proper Data Editor] – [Machine Origin] – [Y_board
Origin] and use direct servo input to save the current position to proper data.
6.5 Measuring Z0
Jig: plate jig (AJPJ0060).
Jig: nozzle jig (Z9531DEPJ0070).
1. Select [Maintenance A] – [I/O check] – [Y021 Nozzle UnHold] – [OFF] and
attach the nozzle jig.
2. Clamp the plate jig in the main conveyor.
3. Bring the nozzle jig above the plate jig and then press the emergency stop
button to cut the 200 volt power supply to the servos.
4. Manually descend the Z-axis until the nozzle jig contacts the plate jig surface.
5.0 mm
5.25 mm
Main Stopper
Side of the reference rail
FK-9F98-29 XP Series Training Text for Service Engineers
Edition 5.0 XP241 – Chapter 6 Proper Data Measurements Page 7 of 20
Fuji Machine Mfg. Co., Ltd. Okazaki.
SMT Equipment Quality Assurance Dept.
6 – 7 CS Section
5. Select [Maintenance C] – [Proper data editor] – [Machine Origin] – [Z_board
surface] and use direct servo input to save the current position in proper data.
6.6 Adjusting the parts camera
Note: the adjustment procedure is the same for both the front and rear cameras.
Prism measurement
1. Detach the light source from the prism.
2. Use a dial gage to check if the prism is parallel to the X-axis. The factory tolerance
is 0.02mm/65mm. If outside of this range adjust the prism position relative to the X-
axis.
3. Measure the flatness of the prism top surface. This is non-adjustable, so if the
value is outside the tolerance of 0.01mm, please contact FUJI.
4. Replace the light source in the center of the prism.
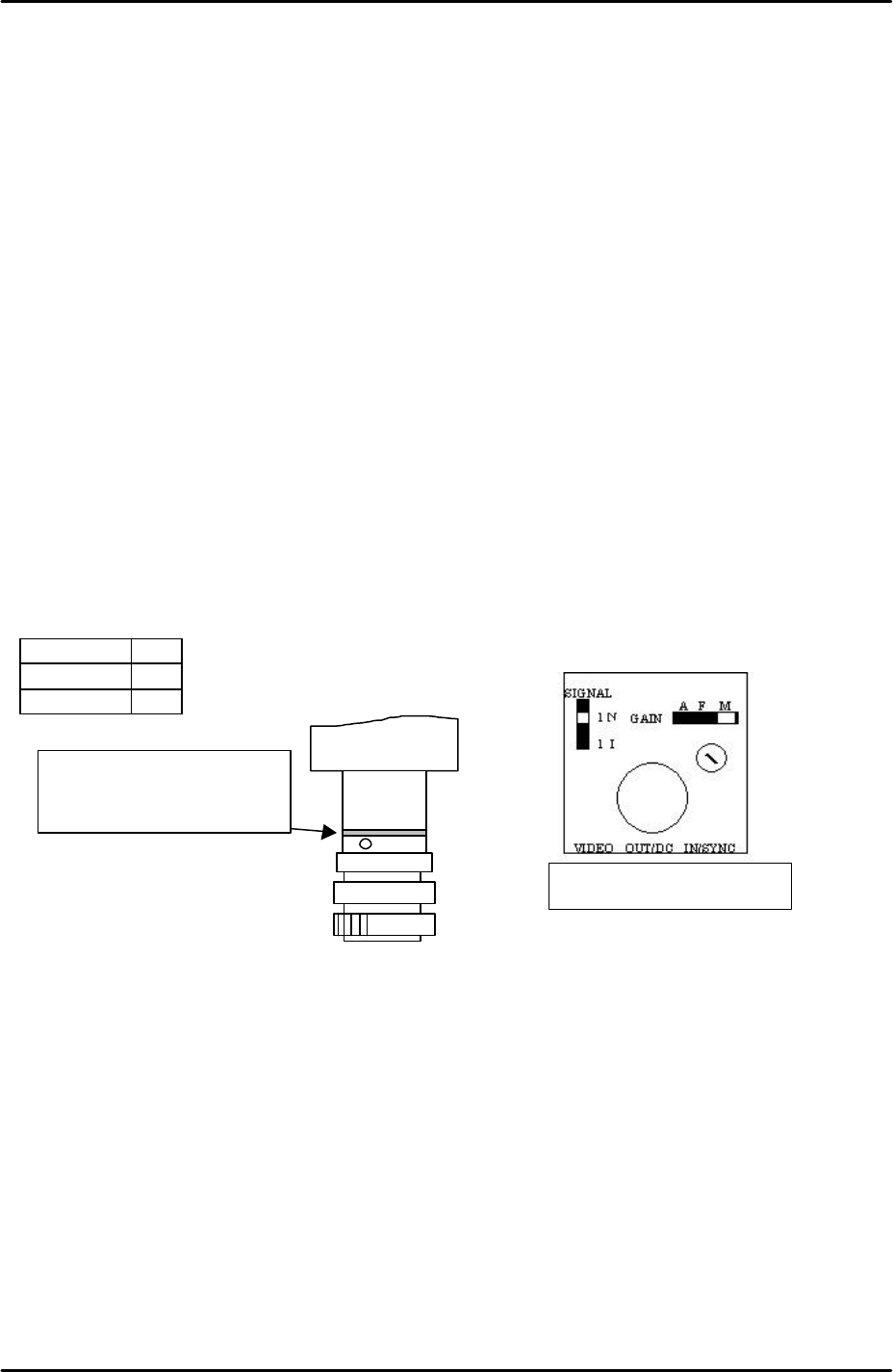
Camera settings
1. Set the signal, gain and aperture as shown in the following table and diagram:
SIGNAL 1N
GAIN M
Aperture 6
Note: Ensure the lens unit attachment is fastened with adhesive (Loctite 425).
Note: If attaching the camera unit to the camera installation bracket, tighten the bolts
with 0.5Nm torque and apply adhesive.
Note: Confirm there is a 1mm collar inserted in the front camera attachment as
indicated in the diagram above.
Camera focus
1. Select [Maintenance A] – [I/O check] – [Y021 Nozzle UnHold] – [OFF] and attach
the nozzle jig to the placing head.
2. Select [Maintenance A] – [Jog] – and select “side1 front” or “side 2 front” to
display the live image on the screen.
*Ensure a 1 mm collar is
inserted in the attachment
section of camera 3 (front).
Top view of the camera