00195796-0102_UM_D4_JA.pdf - 第190页
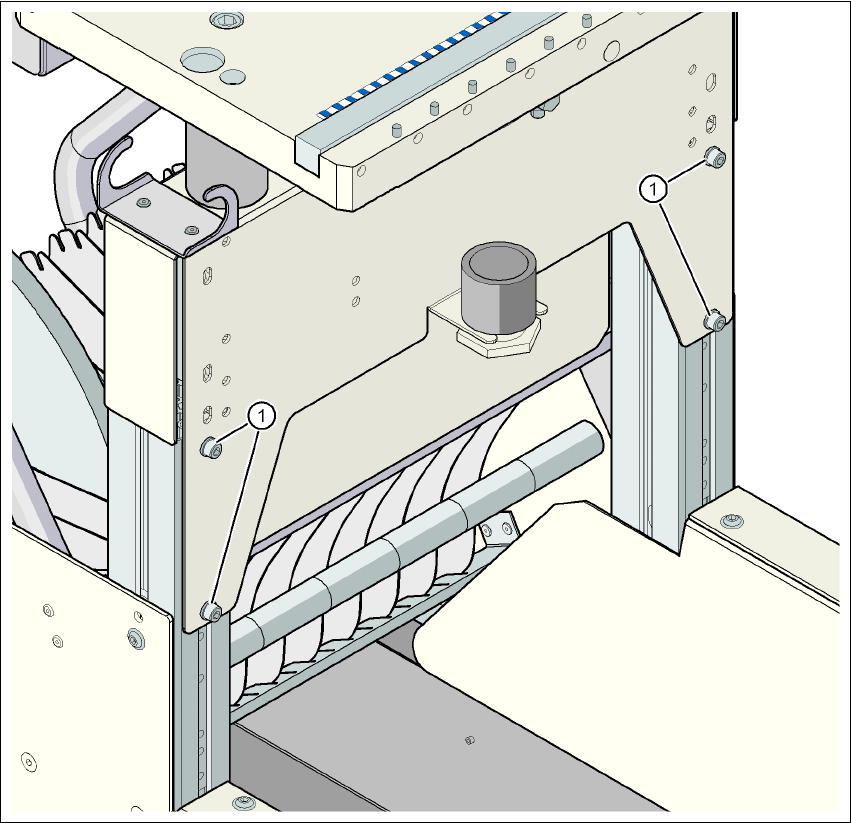
4 据付および委託作業 ユーザーマニュアル SIPLACE D4 4.4 部品トロリーを PCB 搬送高さに合わせ る ソフトウエアバージョン SR.605.xx 以降 2008 年 7 月版 190 4 図 4.4 - 9 部品トロリー : PCB コンベ ヤ高さ 950 mm - 正面図、 キャップボルトの位置 (1) キャップボルト M6x12 およびワッシャ ( 背面パネルにて 4x)
ユーザーマニュアル SIPLACE D4 4 据付および委託作業
ソフトウエアバージョン SR.605.xx 以降 2008 年 7 月版 4.4 部品トロリーを PCB 搬送高さに合わせる
189
4.4.7 950 mm の PCB コンベヤ高さ
4
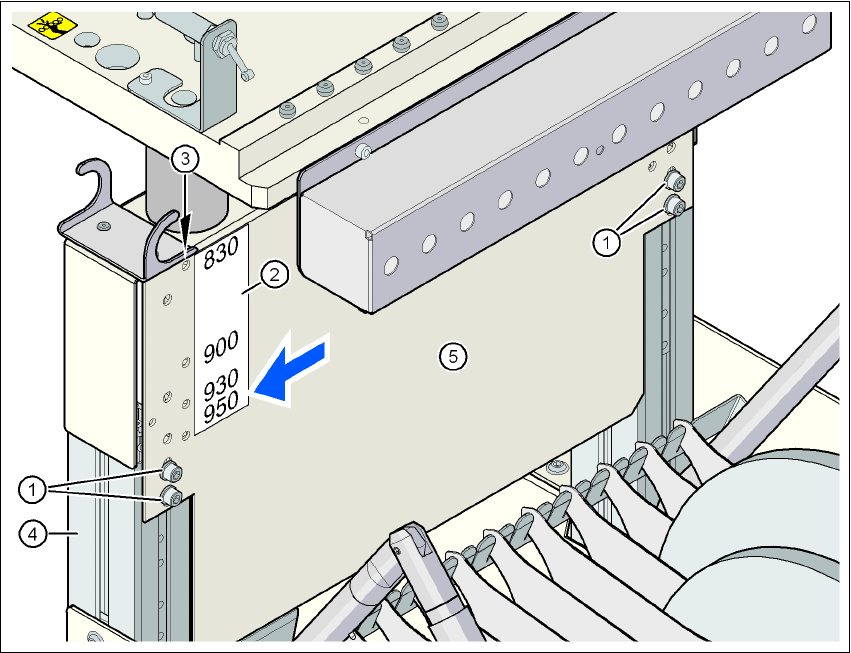
図 4.4 - 8 部品トロリー : PCB コンベヤ高さ 950 mm - 背面図、キャップボルトおよびチェック穴の位置
(1) キャップボルト M6x12 およびワッシャ ( 背面パネルにて 4x)
(2) チェック穴用高さ 830、900、930、950 mm 付きステッカ
(3) プリセット高さチェック用 4 個のチェック穴。チェック穴が垂直成形ビーム(アイテム 4)
で見えるようになっている場合、選択された高さは正しくプリセットされています ( 図の
矢印参照 )。
(4) 垂直成形ビーム
(5) ジャンパ
4 据付および委託作業 ユーザーマニュアル SIPLACE D4
4.4 部品トロリーを PCB 搬送高さに合わせる ソフトウエアバージョン SR.605.xx 以降 2008 年 7 月版
190
4
図 4.4 - 9 部品トロリー : PCB コンベヤ高さ 950 mm - 正面図、キャップボルトの位置
(1) キャップボルト M6x12 およびワッシャ ( 背面パネルにて 4x)

ユーザーマニュアル SIPLACE D4 4 据付および委託作業
ソフトウエアバージョン SR.605.xx 以降 2008 年 7 月版 4.5 マシンの委託作業をする
191
4.5 マシンの委託作業をする
4.5.1 お客様の現場でマシンの委託作業をする
→ すべてのモジュールが正しく固定されていることをチェックします。
→ X/Y 軸の出荷用金具を
取り外す前
にケバのない布でリニアガイドレールを清掃します。こ
れを行うときに溶剤を
使用しない
( セクション 4.3.11、ページ 179 参照)。
→ マシンに電源を投入し、原点復帰動作を実行します。
→ 実装プログラムをコンピュータにコピーし、テストします。
→ 3-4 時間の暖機運転の経過後マシンの原点をチェックします。
→ お客様のオペレータに、お客様のプログラムに従ってフィーダを装備してもらいます。
→ ジョブガイドを使用して、彼らにフィーダの取り扱いを指導します。
→ お客様専用に取り付けられたオプション(特にソフトウエアの)すべてが、正しく機能す
ることをチェックし、注文書またはファクスを使用して必要なスペアパーツがあれば注文
します。
4.5.2 お客様の従業員を指導する
→ 特にソフトウエア / ソフトウエアの互換性について、お客様専用にインストールされたオ
プションすべてを説明します。
→ ラインコンピュータ /Siplace Pro のプログラムエディタのプログラミングについて説明し
ます。
→ ステーションソフトウエアの使い方についてオペレータおよびラインエンジニアを指導し
ます。
→ パスワードによる保護について説明します。
→ 予防保守にしたがってお客様の従業員を指導し、ジョブガイドを使って取扱いを指導ます。
4.5.3 テスト運転または生産を開始する
→ テスト PCB またはお客様がご提供の PCB を使用してラインをテストします。
→ お客様の生産および性能データを記録し、そのデータを準備し、設置レポートでそのデー
タを文書化します。
→ データを保管し、安全のためお客様にコピーを渡します。