HM520_Administrator∏s_Guide(Chi_Ver1.1).pdf - 第298页
8-24 Cutting-edge Modular Mounter HM520 Administrator's Gui de Model 显示正面 ( 背面 ) 通道中正常作业的块 (Block) 的总数量。 Array 显示正面 ( 背面 ) 通道生产的拼板的总数 量。 Section1/Section2(Mean Cycle) 以秒为单位显示出最近生产的 PC B 被投入工作 站后生产时所耗费的时间。 在此, …
8-23
Product Setup
8.2.4. 生产信息监控
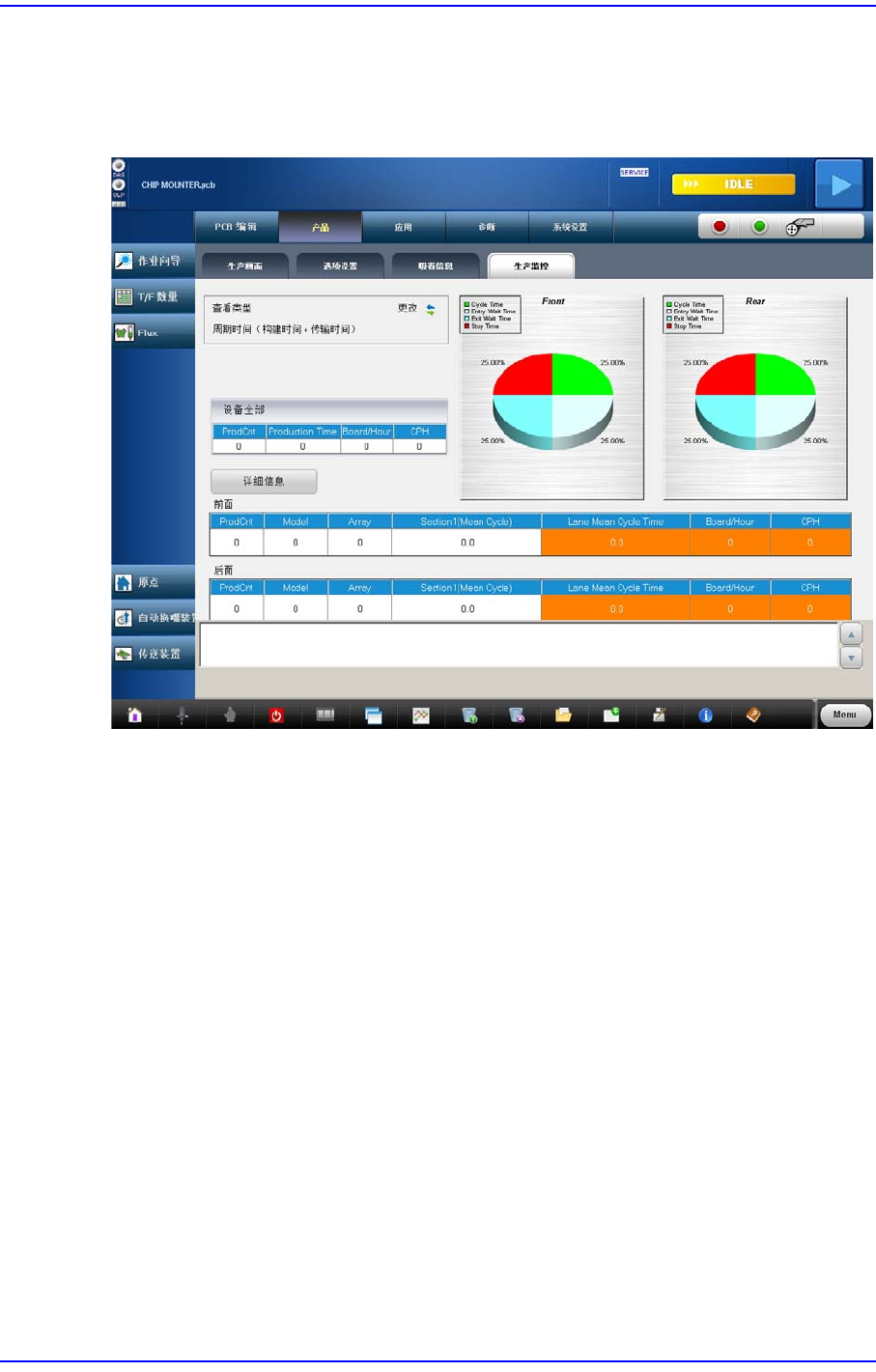
通过统计值与图表(Graph)显示出和 PCB 生产有关的生产信息。
图
8.5 ‘
生产信息监控
’ TAP
对话
曲线图(Graph chart)
以饼图形式显示设备运转的下列相关信息。可以掌握设备的运转率1。
Cycle Time
设备运转后,在搬入作业区的PCB上贴装元件所花费的时间。
Entry Wait Time
表示设备运转后为了把PCB搬入工作站而让PCB在Entry Station等候的时
间。
Exit Wait Time
表示设备运转后为了把PCB搬出到下一个工序的设备而让PCB在 Exit
Station等候的时间。
Stop Time
设备运转后到目前为止,设备没有进行作业而处于Stop 状态的时间。
正面(后面)
ProdCnt
表示在正面(后面)line生产的PCB 总数。
8-24
Cutting-edge Modular Mounter HM520 Administrator's Guide
Model
显示正面(背面)通道中正常作业的块(Block)的总数量。
Array
显示正面(背面)通道生产的拼板的总数量。
Section1/Section2(Mean Cycle)
以秒为单位显示出最近生产的 PCB被投入工作站后生产时所耗费的时间。
在此,S1是该通道的第一个工作站,S2 是第二个工作站。
Lane Mean Cycle Time
以秒为单位显示出正面(背面) 通道最近生产的10枚 PCB的平均生产耗时。
Board/Hour
显示正面(背面)通道在一小时生产的PCB 数量。
CPH
显示正面(背面)通道在一小时贴装的元件数量。
8.3. T/F Cnt
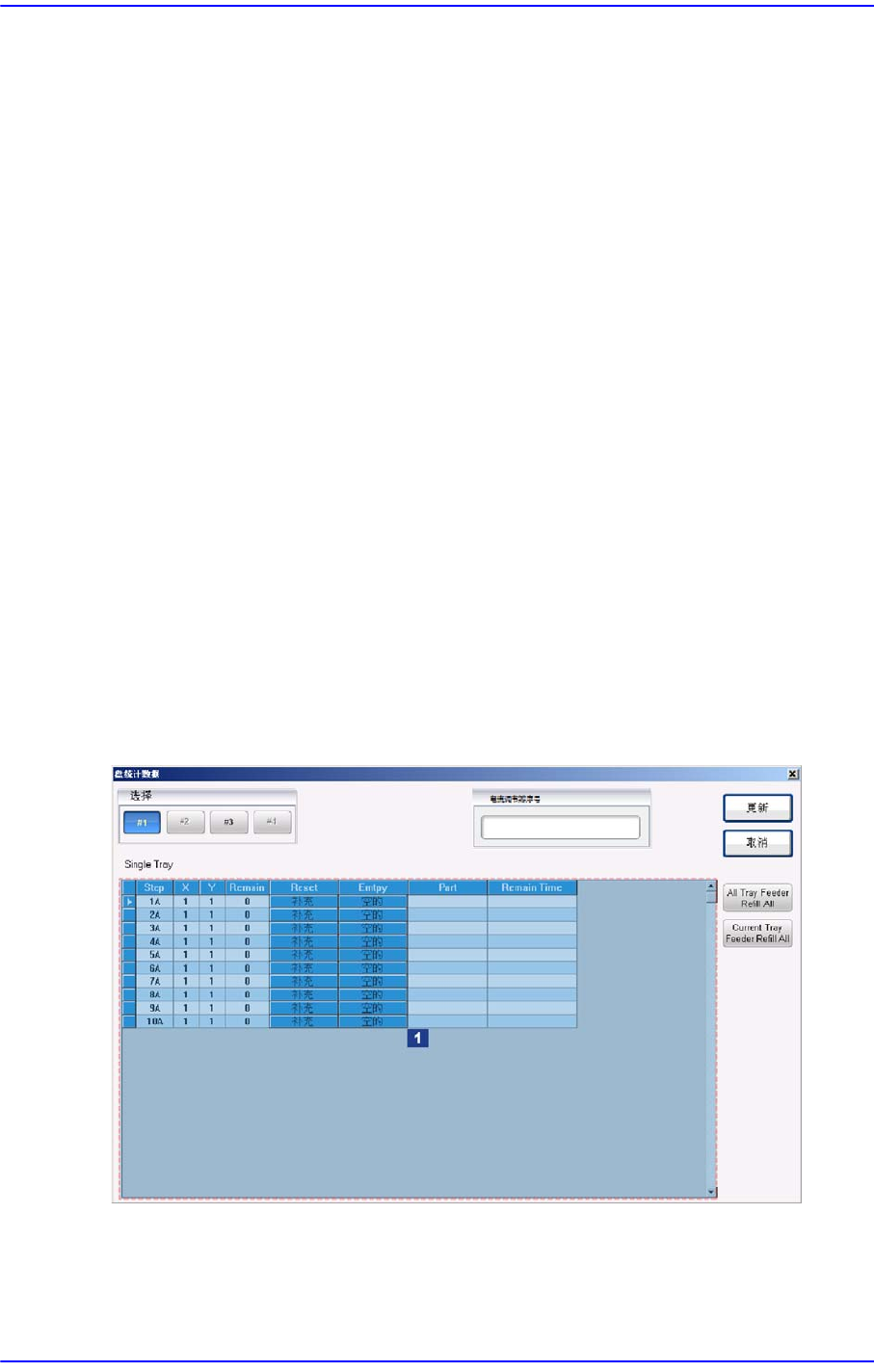
设定从盘式喂料器吸着部品的 Pocket 的开始位置。按下此按钮时显示如下的对话
框。
图
8.6 “
盘统计数据
”
对话框
1: Grid
8-25
Product Setup
<选择> 选项按钮
选择需要设定的盘式喂料器。 Tray Feeder服从通过‘ 系统设置’菜单的 ‘ 周边装
置’ 子菜单中“Tray Feeder”tap对话框登录的Tray Feeder设置。
<Grid> 领域
对有关从Tray Feeder 的各工作台的Tray 供应部件及再供应的设置。
<Speed> 列
供应相应部件时的工作台移动速度。
<X> 列
设定Pocket的X轴方向的位置。
<Y> 列
设定Pocket的Y轴方向的位置。
<Remain> 列
表示该 Pallet中残存的部件数。
<Reset> 列
把部件供应到耗尽部件的工作台后按下此按钮则把吸附位置初始化为第一
个pocket(X=1,Y=1)。
<Empty> 列
选择此处后,将把该盘式供料器的状态强制地改成耗尽状态。