HM520_Administrator∏s_Guide(Chi_Ver1.1).pdf - 第527页
13-19 系统设置 个设备的移送带速度 ” 与 “PCB 间隔 ” 在一定 时间后把 PCB 搬出到下 一个设备 (Next Machine) 。 如果没有圈选该复选框, PCB 进入搬出工 作站后, 设 备会立刻把 PC B 移送到下一个设备 (Next Machine) 。 < 下一个设 备皮带速度 [cm/min]> 编辑框 下一个设备 (Next Machine) 是 回流装置, 请输入回流装置的 PCB 移送…

13-18
Cutting-edge Modular Mounter HM520 Administrator's Guide
在指定时间内没有完成PCB的搬入动作时,设备将判断为动作时出错。
< 出口位置> 编辑框
在设置的时间内没有完成PCB 搬出工作时,设备认定为运行时出现错
误。
< 电路板入口> 编辑框
在设置的时间内没有完成前一个设备接收到PCB 时,设备认定为运行时
出现错误。
< 轨道回原点> 编辑框
设置的时间内无法完成Rail Homming时,设备认定为运行时出现错误。
< 查找轨道极限> 编辑框
在设定的时间内未完成输送机宽度调节轴的极限值查找则视为设备运行
中发生故障。
< 轨道移动> 编辑框
设置的时间内无法完成 Rail Move 时,设备认定为运行时出现错误。
<延迟> 领域
<PCB 上锁> 编辑框
Backup Table开始上升到完成PCB固定为止的延迟时间。
< 边缘固定器迟延> 编辑框
边夹动作后到PCB完成识别为止的延迟时间。
< 传感器重新检查> 编辑框
PCB感应传感器第一次感应conveyer的PCB后,经过设置的 Delay 后再
次进行感应,防止传感器的误操作。
< 搬出PCB> 领域
把PCB 移送到下一个设备时,如果需要经过一定时间后才移送PCB,可
以在这里对延迟进行设定。
回流装置通常不使用SMEMA通信,因此设备假设回流装置随时都做好
了搬入PCB 的准备。
如果设备把PCB移送到回流装置的速度比回流装置的PCB 移送速度快
时,由于可能和PCB 碰撞,因此为了预防该现象而使用该功能。
但,该功能只有在下一个设备(Next Machine)的Inline Protocal 为
“SMEMA” 或“Busy input only” 时才能使用。
<使用搬出迟滞 > 复选框
需要使用“ 搬出延迟”功能时请圈选该复选框。选择了该复选框后,
将激活下面的两个编辑框,并且根据下列两个编辑框上输入的“ 下一

13-19
系统设置
个设备的移送带速度”与 “PCB间隔”在一定时间后把PCB 搬出到下
一个设备(Next Machine)。
如果没有圈选该复选框,PCB 进入搬出工作站后,设备会立刻把PCB
移送到下一个设备(Next Machine)。
<下一个设备皮带速度[cm/min]> 编辑框
下一个设备(Next Machine)是回流装置,请输入回流装置的PCB 移送
速度。
<PCB间隔[mm]> 编辑框
如果下一个设备(Next Machine)是回流装置,需要输入回流装置输送
带上的PCB 之间的间隔。
<工作站> 组合框
选择有关Stopper Delay设置的Station。
<阻挡器向上> 编辑框
Stopper UP传感器检测到制动器后到完成PCB固定为止的延迟时间。
<阻挡器向下> 编辑框
Stopper Down传感器检测到制动器后到完成PCB固定为止的延迟时间。
<备份框向上> 编辑框
在实行了BUT(Backup Table)上升命令后到BUT上升完毕为止的延滞时
间,BUT驱动电机将按照这里的设定时间运转。
<备份框向下> 编辑框
在实行了BUT(Backup Table)下降命令后到BUT下降完毕为止的延滞时
间。BUT驱动电机将按照这里的设定时间运转。
<更新>
按钮
把设定的数据传送到设备之后关闭对话框。
<取消> 按钮
取消所设定的数据并关闭对话窗口。
13-20
Cutting-edge Modular Mounter HM520 Administrator's Guide
13.5. 参考
设定设备的运用所必要的各种选项。 选择此按钮时显示如下的对话框。
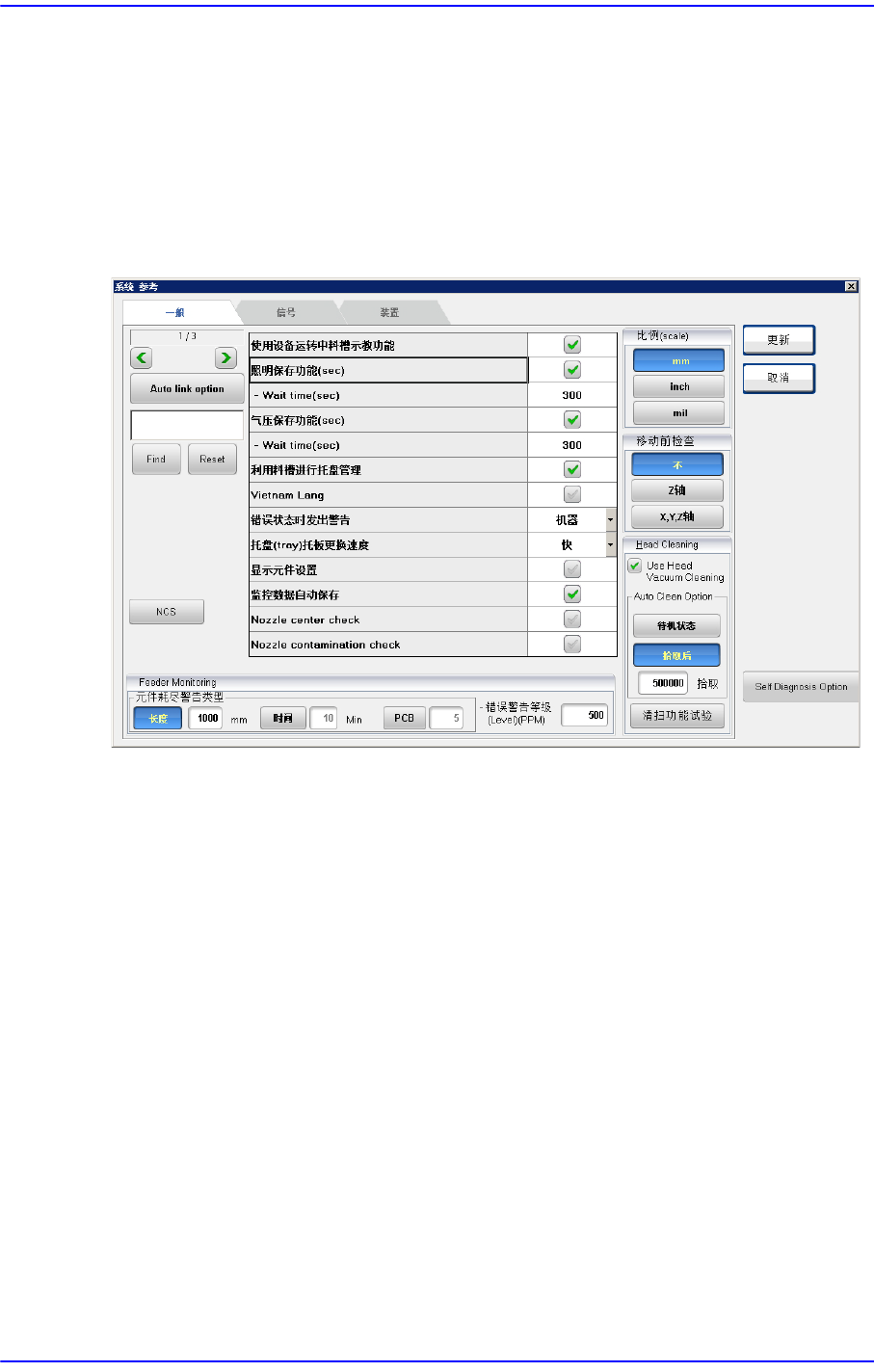
13.5.1. 一般
设置与设备运用有关的一般事项。
图
13.10 “
一般
” TAP
对话框
<使用设备运转中料槽示教功能> 校验框
选择该校验框时,已在'元件' 对话框中设置成吸附通过使用Pocket Teach供应装
置供应的部件时适用Pocket Teach 功能。
<照明保存功能> 检查框
设备处于Idle 状态时,用于选择过一定时间后关闭基准相机照明的功能时使用。
选择此校验盒则右侧编辑框被激化,在Idle状态下此处输入MMI 程序关闭摄象
机照明所需等待时间。
<气压保存功能> 检查框
设备处于Idle 状态时,用于选择经过一定时间后解除空压的功能。
选择此校验盒,则右侧编辑框被激化,在这里输入数值,该数值是在Idle状态下
由MMI程序驱使真空泵停止动作为止所耗费的时间。
<利用料槽进行托盘管理> 检查框
选择该校验盒时,将激活“Tray Cnt Information” 窗口的 Edit> 列。有关该功能的
详情见“8.4. T/F Cnt”。