KE2030取扱説明書Ver.2.01,和文Rev.09.pdf - 第347页
6 - 25 <3> 中断 予定数,基板を生産する前に生産を中断します。ポーズの時“ STOP ”スイッチを押すと 図 6-2-2-4 の中断確認ダイアログが表示されます。 図 図 図 図 6-2-2-4 生産中断確認ダイアログ 生産中断確認ダイアログ 生産中断確認ダイアログ 生産中断確認ダイアログ <OK>が選択されたら基板のクランプがはずれ,生産条件画面に戻ります。キ ャンセルが選択 されたら直前の状態(…
6 - 24
ポーズ状態の時,ティーチングにより,吸着位置,搭載位置,バキューム圧が変更できます。
生産条件の実行モードの項で「ステップ」がチェックされていると,オペレーションパネルの
<START>スイッチを押して生産動作を開始した時も生産状態ダイアログは表示せず,図 6-2-2-3
のダイアログを表示します。
ステップ生産中で停止している時又は,連続生産中でポーズしている時には,キーボードのF8
キーを押す事で実行モードを連続/ステップトグルに切り替える事ができます。ダイアログにある
連続/ステップボタンを押下することによっても実行モードは切り替わります。
生産動作中にポーズした時は,ポーズ要因とポーズの位置によって次のデータがティーチングでき
ます。
吸着データ
搭載データ
マークデータ
ポーズ要因
ポーズ
位置
X,Y Z
Va
c
X,Y Z
Va
c
X,Y
備考
吸着位置 ○ ○ ○ キーによるユーザ要求
カバーオープン
フィーダバンク下降
フィーダ浮き検出
搭載位置 ○ ○
・
XYティーチングから
開始
・
有効なHODデバイス
キーは CAMERA キー,
HEAD キー
マーク認識エラー マーク位置 ○
・
CAMERA キーのみ有効
1.
吸着位置のティーチングは,入力順搭載で順次吸着の時のみ可能です。
2.
搭載位置のティーチングは基準回路搭載中のみ可能で,基準回路でバッドマークが検出され
た基板ではすることができません。
3.
吸着位置でのバキューム圧のティーチングは,次の手順に手動でHODを操作して行います。
Zを下げて部品を吸着
→
バキューム圧ティーチング
→
部品廃棄。
4.
搭載位置でのバキューム圧ティーチングはそのまま行い,バキュームのON/OFFはでき
ません。
5.
バキューム圧のティーチングは,現在ティーチングしている搭載データ又は,吸着データか
ら参照している部品データに反映されます。
6.
ティーチングで取込まれるデータは,HODの
ENTER
キーを押す直前にHODのLEDが
点灯していたティーチング項目だけでXY,Z,Vacすべてをティーチングで取得したい
場合は,別々にティーチングして取得しなければなりません。
6 - 25
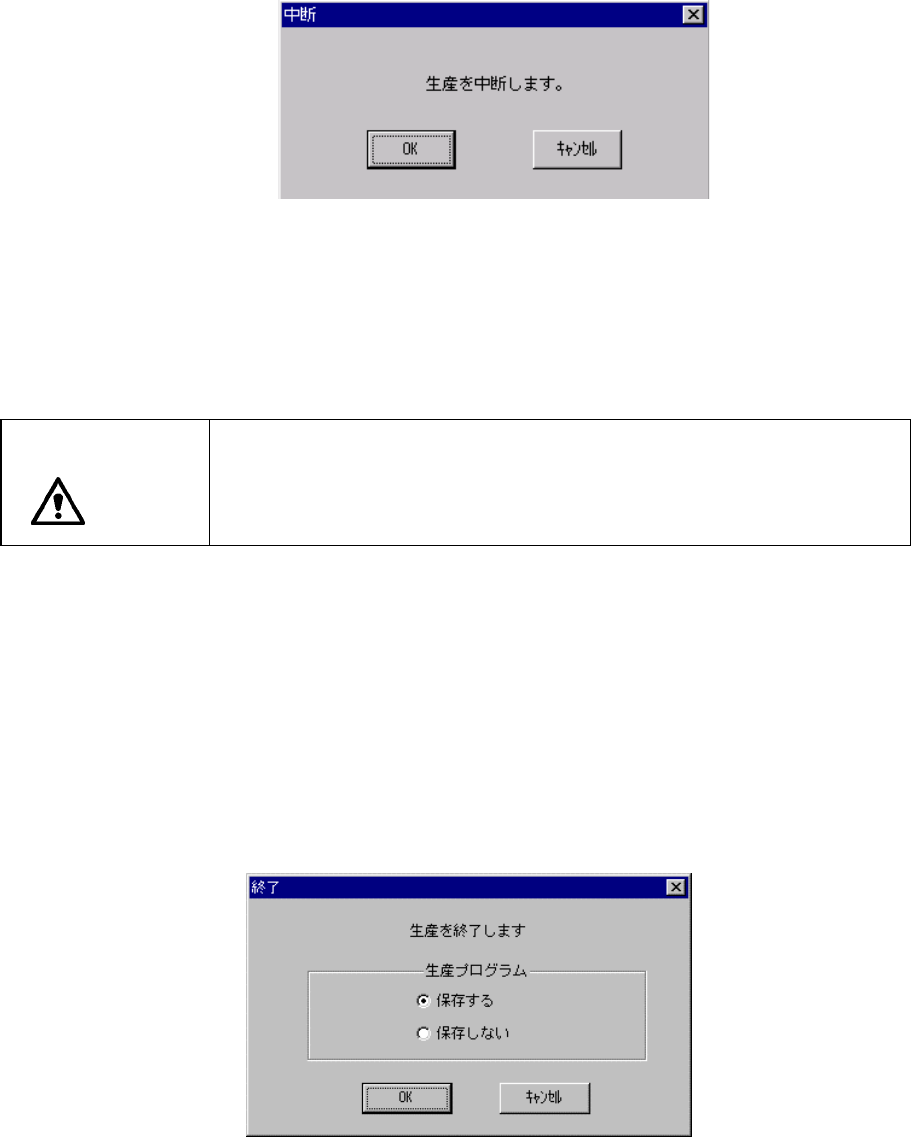
<3>
中断
予定数,基板を生産する前に生産を中断します。ポーズの時“
STOP
”スイッチを押すと
図
6-2-2-4
の中断確認ダイアログが表示されます。
図
図図
図
6-2-2-4
生産中断確認ダイアログ
生産中断確認ダイアログ生産中断確認ダイアログ
生産中断確認ダイアログ
<OK>が選択されたら基板のクランプがはずれ,生産条件画面に戻ります。キャンセルが選択
されたら直前の状態(ポーズ)に戻ります。
注意
生産を中断しても,ノズル交換動作を実行するため,XY軸,ヘッドとも動
作は継続します。
生産を中断した場合でも人身への損傷を防ぐため,動作中は装置内部に手を
入れたり,顔や頭を近づけないで下さい。
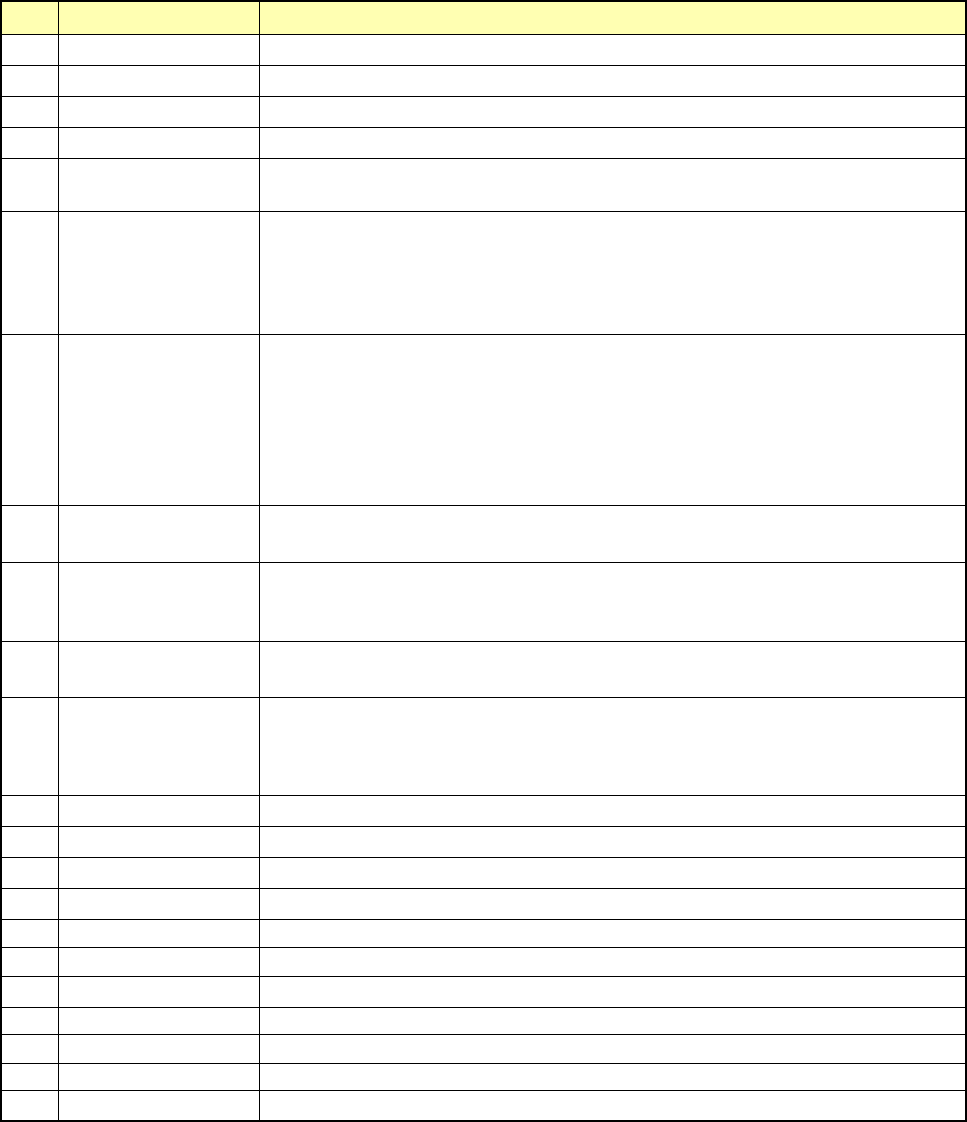
<4>
終了
予定数基板を生産すると生産条件画面に戻ります。シグナルライトは3色同時点灯に変わり,予
定枚数の生産が終了したことを示します。
生産作業を終了する場合は,メニューバーの
[
ファイル−アプリケーションの終了
]
を選択するか,
画面右隅の
□
を押下すると図
6-2-2-5
生産終了ダイアログを表示します。
終了ダイアログは,生産プログラムの保存を行うかどうかのラジオボタンがあります。
図
図図
図
6-2-2-5
生産終了ダイアログ
生産終了ダイアログ生産終了ダイアログ
生産終了ダイアログ
x
6 - 26
6-2-3.
生産管理情報
生産管理情報生産管理情報
生産管理情報
生産モードが基板生産の場合,生産管理情報が保存されます。本項では,生産で保存された生産管
理情報を見ることが出来ます。
(1) 生産管理情報収集条件
① 生産モードが基板生産でかつ全搭載点搭載の場合
② 一度収集を始めた後は,次の生産からは,前回の収集データに追加収集します。
新たに収集したい場合は,クリアを行う必要があります。
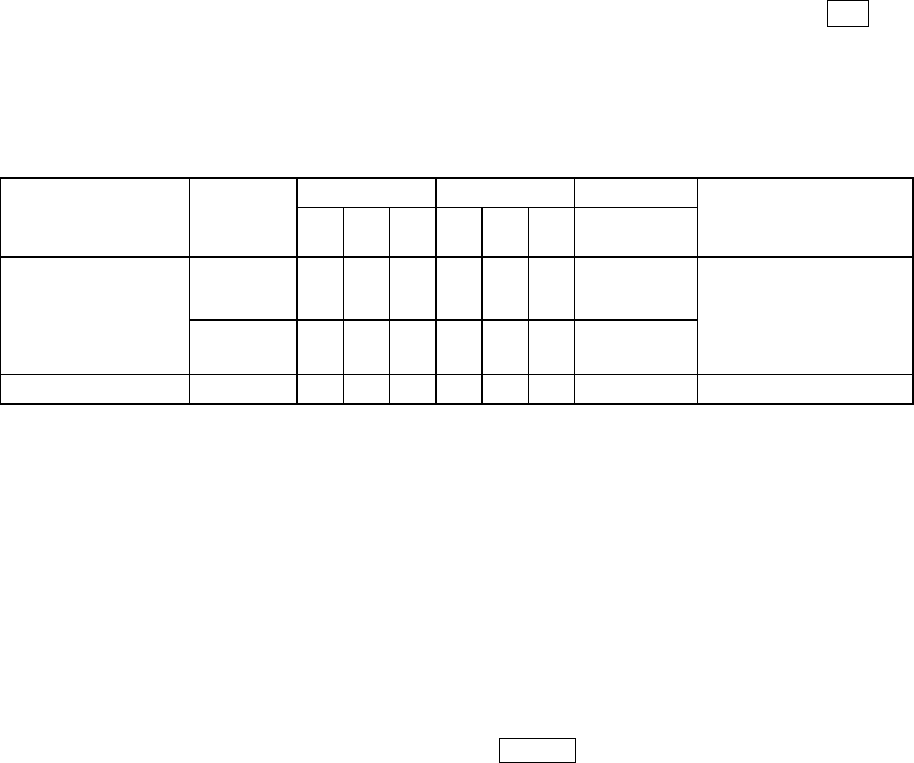
(2) 項目
① 総合管理情報
NO
項目
項目項目
項目
内容
内容内容
内容
1
生産基板枚数
最後に生産管理情報をクリア後,生産した基板枚数(完成品のみ)
2
生産枚数(回路)
生産した回路数
(実績枚数
×
回路数
−
バッドマーク検出回数)
3
生産開始時刻
最後に生産管理情報をクリア後,最初に生産を開始した日時と時刻
4
生産終了時刻
この生産プログラムで最後に生産を終了した日時と時刻
5
運転時間
生産開始から生産終了の間で,停止時間と、基板搬送待ち時間を除く時間の累計。(一
時停止の時間は含まれません)
6
基板搬入待ち時間
クランプ解除から
In
センサが
On
するまでの時間の累計。
但し、クランプ解除時、アウトバッファに基板が存在する場合は、搬出待ち時間になります。ま
た、クランプ解除時、アウトバッファに基板が無く、
In
センサもしくは、
Wait
センサが既に
On
状態の場合、搬入待ち時間に加算されません。また、搬入待ち状態中に一時停止した場合の時間
は含みません。
7
基板搬出待ち時間
クランプ解除時、
Out
センサが
On
状態(
Out
バッファに基板有)の場合で、クランプ
解除から
Out
センサが
Off
するまで(
Out
バッファに有った基板が搬出されるまで)
の時間累計。
クランプ解除時
Out
バッファに基板が無い場合は搬出待ち時間に加算されません。
(2030の場合は、次工程が搬入可能状態の場合に限ります。)
但し、最終基板の場
合は、
Out
センサの
On
/
Off
にかかわらず、クランプ解除から搬送動作終了するまでの時間が加
算されます。また、搬出待ち状態中に一時停止した場合の時間は含みません。
8
基板搬送待ち時間
基板搬送動作開始から動作完了までの時間の累計。
但し、搬送動作中に一時停止した場合の時間は含みません。
9
チョコ停時間
生産開始から生産終了の間で,一時停止,非常停止時間を含む異常が発生して生産を
実行できなかった時間の累計
【チョコ停時間】=
【トラブル停止時間】+【部品切れ停止時間】
10
メンテナンス時間
ユーザ要求(ストップキー)の一時停止でマシンが停止した時間の累計。部品保護に
よる一時停止や、サイクル停止もユーザ要求とし、メンテナンス時間に加算されます。
11
トラブル停止時間
「操作オプション
_
エラー時一時停止」がチェックされている場合の一時停止と、
生産が続行できない状態(
IC
回収ベルト満杯等)の一時停止、非同期事象(バンク下
降等)での一時停止でマシンが停止した時間の累計。
但し、一時停止要因が「部品切れ」の場合は【部品切れ停止時間】に加算されます。
12
部品切れ停止時間
部品切れ一時停止と、リトライリストでの一時停止でマシンが停止した時間の累計。
13
停止時間
メンテナンス時間,トラブル停止時間,部品切れ停止時間の総和の累計
14
吸着率
(吸着成功回数
/
(吸着成功回数
+
吸着エラー回数))
×
100
15
実装率
(搭載成功回数
/
(吸着成功回数
+
吸着エラー回数))
×
100
16
リトライ率
100
−
吸着率
17
総吸着数
吸着を成功した部品の総数
18
総搭載数
搭載に成功した部品の総数
19
バッドマーク検出回数
不良回路を検出した回数
20
BOCマーク認識エラー回数
BOCマーク認識エラー回数
21
ICマー認識エラー回数
ICマーク認識エラー回数
22
部品切れ停止回数
部品切れ停止回数