KE2030取扱説明書Ver.2.01,和文Rev.09.pdf - 第431页
6 - 109 ⑧ 吸着カメラ追尾 空打前,カメラによる追尾を行うか否かおよび追尾の種類ををラジオボタンで設定します。 ⑨ 追尾ユニット指定 追尾を実行するステーションを選択します。 ⑩ 自動送り間隔 自動送り間隔を入力します。 ⑪ 基板搬入待ち時間(搬送タイムアウト時間< Ve r . 1.12 以前>) 出口ステーションに基 板クランプ後,入口 ステーションで基板 が搬送されて IN センサで検知 されない場合搬送タイムアウ…
6 - 108
(2)
操作法
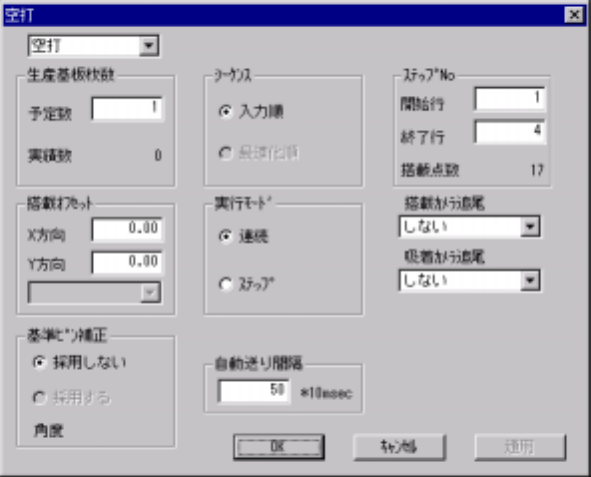
空打の起動画面(空打条件設定画面)を図
6-6-1
に示します。
図
図図
図
6-6-1
空打の起動画面
空打の起動画面空打の起動画面
空打の起動画面
①
設定項目切替
基板生産条件ダイアログ・試打ダイアログ・空打ダイアログの切替えが行えます。
②
生産基板枚数
予定数を入力します。実績数は,操作オプションの生産基板枚数の指定により表示されます。
③
シーケンス
搭載シーケンスを入力順または最適化順のどちらを選択するかをラジオボタンで設定します。
④
実行モード
連続生産か,ステップ動作かをラジオボタンで設定する。
⑤
搭載オフセット
あるロットに特有なオフセット(印刷行程,基準穴あけ行程で)がある場合,本項にXYのオ
フセットを入力すると入力分搭載位置がオフセットされます。
⑥
ステップNO
搭載範囲を限定したい場合開始行と終了行を入力する。搭載点数の項に基板の搭載点数が表示
されており,それぞれ初期値が表示される。
"
シーケンス
"
が最適化順の場合変更不可。
⑦
搭載カメラ追尾
空打後,カメラによる追尾を行うか否かおよび追尾の種類をラジオボタンで設定します。
6 - 109
⑧
吸着カメラ追尾
空打前,カメラによる追尾を行うか否かおよび追尾の種類ををラジオボタンで設定します。
⑨
追尾ユニット指定
追尾を実行するステーションを選択します。
⑩
自動送り間隔
自動送り間隔を入力します。
⑪
基板搬入待ち時間(搬送タイムアウト時間<
Ver
.
1.12
以前>)
出口ステーションに基板クランプ後,入口ステーションで基板が搬送されて
IN
センサで検知
されない場合搬送タイムアウトで生産を開始させる為のタイムアウト時間を設定できます。
⑫
生産実行ステーション
生産を行うステーションを指定します。左・右ステーションを指定した場合は,片側のみの生
産となります。片側のみの生産を行う場合でも,生産プログラムでの吸着データは両ステーシ
ョン分作成ください。
6-6-1.
空打開始
空打開始空打開始
空打開始
空打条件の設定が終了後は,オペレーションパネルの
<START>
スイッチを実行することにより
空打を開始します。
注意
<START>
スイッチを押すと直ちにヘッドが移動し,試打が開始します。
人身への損傷を防ぐ為,動作中は装置内部に手を入れたり,顔や頭を近づけない
で下さい。
<START>
スイッチを押す前に,装置内部の作業をしている人がいないことを確
認して下さい。
<START>
スイッチを押す前に,装置付近にいて,人身の障害になるような人が
いないことを確認して下さい。
<START>
スイッチを押す前に,装置内部の各動作を妨げるもの(調整工具など)
がとりつけられていたり,置かれたりしていない事を確認して下さい
この時,シグナルライトは,緑色の点灯により空打実行中であることを表します。
注意
フィーダバンク認識を一度も行っていない場合に(原点復帰から,もしくはバ
ンクが下降し上昇させた後から),吸着位置移動前にフィーダバンク認識を自動
的に行う場合があります。フィーダバンク認識実行時は,ヘッドが供給装置の
上を横切りますので手や顔を装置内に入れたり近づけないで下さい。特にティ
ーチング,吸着追尾などのメニュー以外からの認識実行時の動作に気をつけて
下さい。
6 - 110
6-6-2. 生産状態表示
生産状態表示生産状態表示
生産状態表示
<START>
スイッチが押され生産が開始すると画面には,基板生産と同じ生産状態が表示されま
す。
詳細は,基板生産の生産状態表示の項を参照。
生産管理情報は,収集されません。
実績の項は,生産基板枚数と共にインクリメントするが,生産管理情報には,入りません。
その他,試打実行中のポーズ,中断,終了は,基板生産に同じ。
6-6-3. カメラの追尾
カメラの追尾カメラの追尾
カメラの追尾
試打時のカメラ追尾に同じ。
(6-5-3.
カメラ追尾参照
)