KE2030取扱説明書Ver.2.01,和文Rev.09.pdf - 第420页
6 - 98 ■ リジューム リジューム リジューム リジューム原点復帰可能条件 原点復帰可能条件 原点復帰可能条件 原点復帰可能条件 リジューム原点復帰 画面を表示するに は一度は全軸の原点復帰が 完了していることが前提と な ります。 ◇ サーボ電源が切れる非同期事象でリジューム原点復帰が行えるかを下記に示します。 表 表 表 表 6-4- 16- 1 1 1 1 No . 非同期事象 リジューム原点復帰 1 …
6 - 97
6-4-16.
リジューム原点復帰
リジューム原点復帰リジューム原点復帰
リジューム原点復帰
通常の原点復帰
通常の原点復帰通常の原点復帰
通常の原点復帰
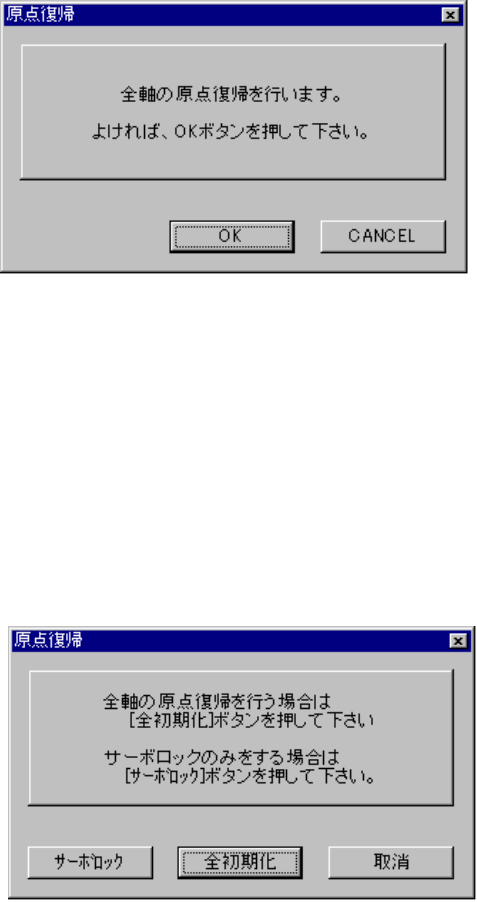
起動時、もしくはリジューム原点復帰不可能時に<ORIGIN>キーを押下すると下記の原点復帰
画面が表示されます。
図
図図
図 6-4-16-1 通常
通常通常
通常原点復帰ダイアログ
原点復帰ダイアログ原点復帰ダイアログ
原点復帰ダイアログ
<OK>ボタン :全軸の原点復帰を行います。
<CANCEL>ボタン:原点復帰画面を終了します。
リジューム原点復帰
リジューム原点復帰リジューム原点復帰
リジューム原点復帰
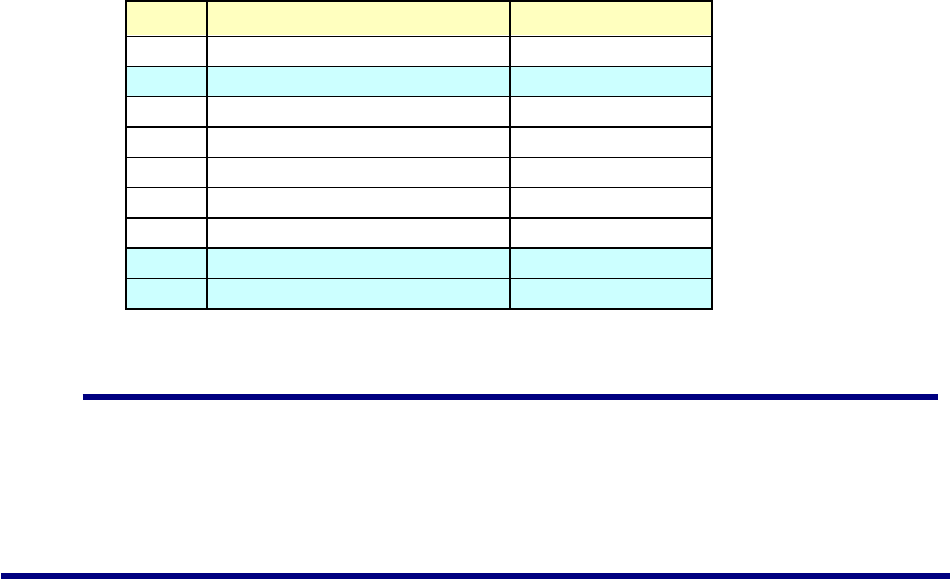
リジューム原点復帰可能状態に<ORGIN>キーを押下すると下記の原点復帰画面が表示されま
す。
図
図図
図 6-4-16-2 リジューム原点復帰ダイアログ
リジューム原点復帰ダイアログリジューム原点復帰ダイアログ
リジューム原点復帰ダイアログ
<サーボロック>ボタン :各軸のサーボロックと搬送バックアッププレートを待機位置
へ移動します。
<全初期化>ボタン:全軸の原点復帰を行います。
<取消>ボタン :原点復帰画面を終了します。
6 - 98
■
リジューム
リジュームリジューム
リジューム原点復帰可能条件
原点復帰可能条件原点復帰可能条件
原点復帰可能条件
リジューム原点復帰画面を表示するには一度は全軸の原点復帰が完了していることが前提とな
ります。
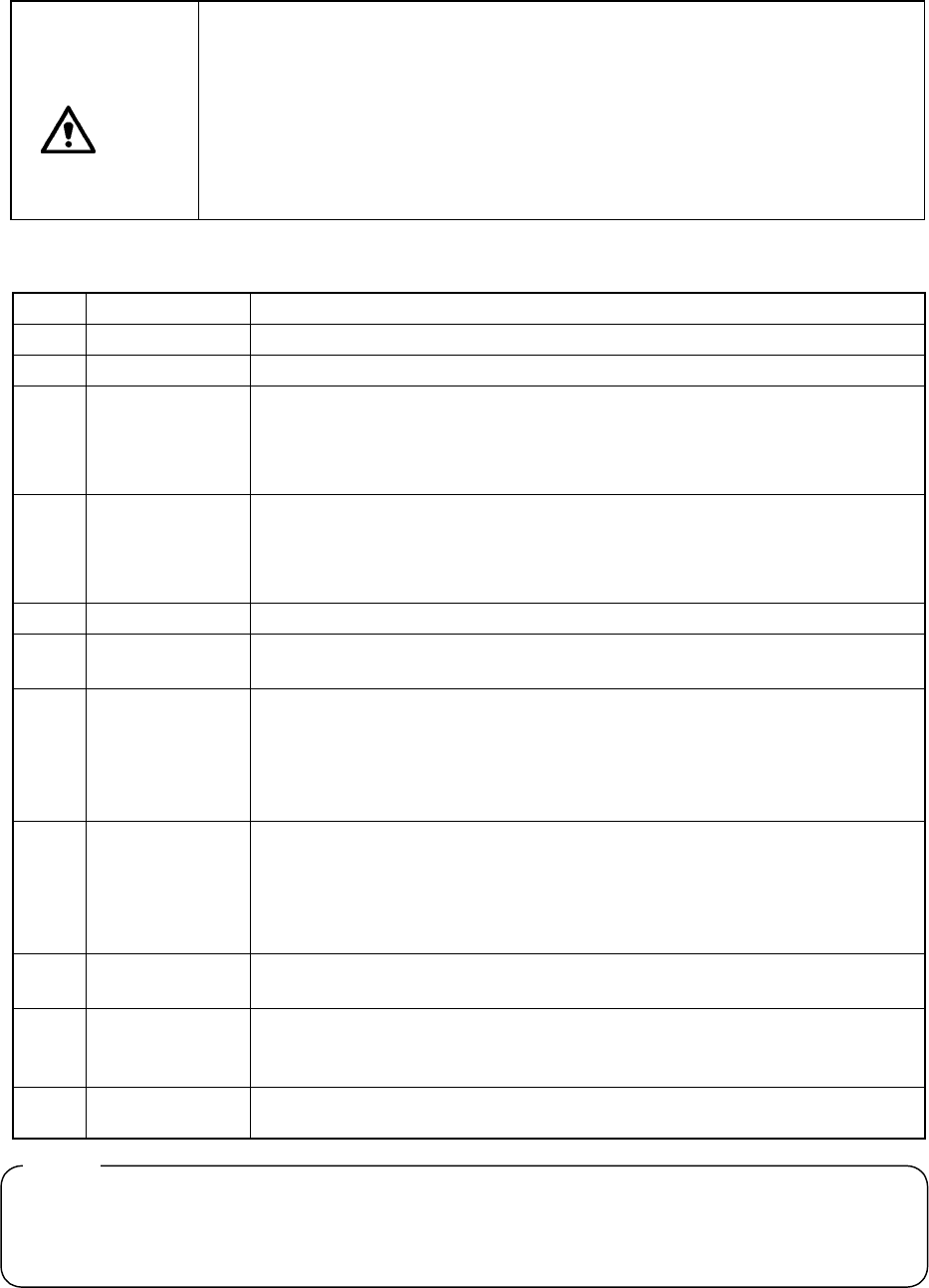
◇ サーボ電源が切れる非同期事象でリジューム原点復帰が行えるかを下記に示します。
表
表表
表 6-4-16-1
11
1
No. 非同期事象 リジューム原点復帰
1 本体非常停止 ×
2 フィーダー浮き瞬停 ○
3 各軸リミットセンサ検知 ×
4 MTC非常停止 ×
5 MTS非常停止 ×
6 各軸アラーム ×
7 ヘッド干渉防止非常停止 ×
8 エリアセンサ検知 ○
9
POWER OFF(CE機)
○
◆下記が発生した場合は、リジューム原点復帰可能状態ではなくなります。
①
全軸原点復帰を行い完了しなかった場合
②
リジューム原点復帰を行い完了しなかった場合
6 - 99
6-5.
試打
試打試打
試打
メニューバーの
[
生産条件−試打
]
を選択すると,基板生産の試打条件設定画面になります。
注意
<START>
スイッチを押すと直ちにヘッドが移動し,試打が開始します。
人身への損傷を防ぐ為,動作中は装置内部に手を入れたり,顔や頭を近づけない
で下さい。
<START>
スイッチを押す前に,装置内部の作業をしている人がいないことを確
認して下さい。
<START>
スイッチを押す前に,装置付近にいて,人身の障害になるような人が
いないことを確認して下さい。
<START>
スイッチを押す前に,装置内部の各動作を妨げるもの(調整工具など)
がとりつけられていたり,置かれたりしていない事を確認して下さい。
(1)
設定項目
NO
NONO
NO
項目
項目項目
項目
内容
内容内容
内容
1
設定項目切替
基板生産条件ダイアログ・試打ダイアログ・空打ダイアログの切替えが行えます。
2
試打基板枚数
試打を行う基板枚数を設定します。
3
試打回路
試打する回路を設定します。一面取り基板の場合は,使用しません。設定可能な範
囲は,下記のものがあります。
全回路 :全回路に対して試打範囲で設定する部品を搭載します。
基準回路 :基準回路に対して試打範囲で設定する部品を搭載します。
4
試打範囲
試打する範囲を設定します。設定可能な範囲は,下記のものがあります。
指定搭載点:搭載データの試打の項がYESの設定になっている搭載点のみ
指定部品 :部品データの試打の項がするの設定になっている部品全部
全点 :全搭載点
5
追尾ユニット
追尾するユニットを左,右,両方のいずれかに設定します。
6
搭載オフセット
全搭載位置の一括オフセットを指定する。本オフセットが搭載位置に加算され搭載
されます。(範囲±
2.0mm)
7 搭載カメラ追尾
基板を試打後に,カメラによる搭載点の追尾を行うか否か,また行う場合に自動送
りか手動送りかを設定します。
しない :追尾を行いません。
自動送り :自動で搭載点を追尾します
手動送り :搭載点で停止しオペレータの入力で次点へ移動します。
8 吸着カメラ追尾
基板を試打前に,カメラによる吸着点の追尾を行うか否か,また行う場合に自動送
りか手動送りかを設定します。
しない :追尾を行いません。
自動送り :自動で吸着点を追尾します
手動送り :吸着点で停止しオペレータの入力で次点へ移動します。
9 自動送り間隔
追尾が自動送りの場合,停止位置での停止時間を設定します。(単位は,10msec
が1となります)
10
搬送タイムアウト
時間
出口ステーションに基板クランプ後,入口ステーションで基板が搬送されてINセ
ンサで検知されない場合搬送タイムアウトで生産を開始させる為のタイムアウト
時間を設定できます。
11
生産実行ステーシ
ョン
生産を行うステーションを,左・右・両方のいずれかで指定します。
基準ピン補正の項は,操作オプションで設定した状態を表示するのみで,ここでは変更できません。
基板生産で指定した搭載オフセットは,試打にも受けつがれます。
基準ピン補正は操作オプションで設定された状態を表示するのみで,ここでは変更できません。
注意
注意注意
注意
: