JX-200_动作说明书.pdf - 第37页
Rev. 1.0 动作说明书 〔 2012R 〕时 上述元件尺寸计算的错误值是 1.25× t =0.75mm ,如果激光对准正常吸附和横跳起吸附间隙的中 央时,则为 ( t+W)/2=(0.6+1.25)/2=0.925mm 。 因此,此元件,因吸附状态发生退出的话,把检测高度变更为 0.925 的话会有效果。 但是, ( t+W)/2 的计算方法,并不能适用于所有的元件,请加以注意。 厚度 ( t ) 和宽度 (W) 尺寸相同的元件…
Rev. 1.0
动作说明书
1)如果元件高度的输入值与实际尺寸不同时,虽然能正常吸附但是也被退出。
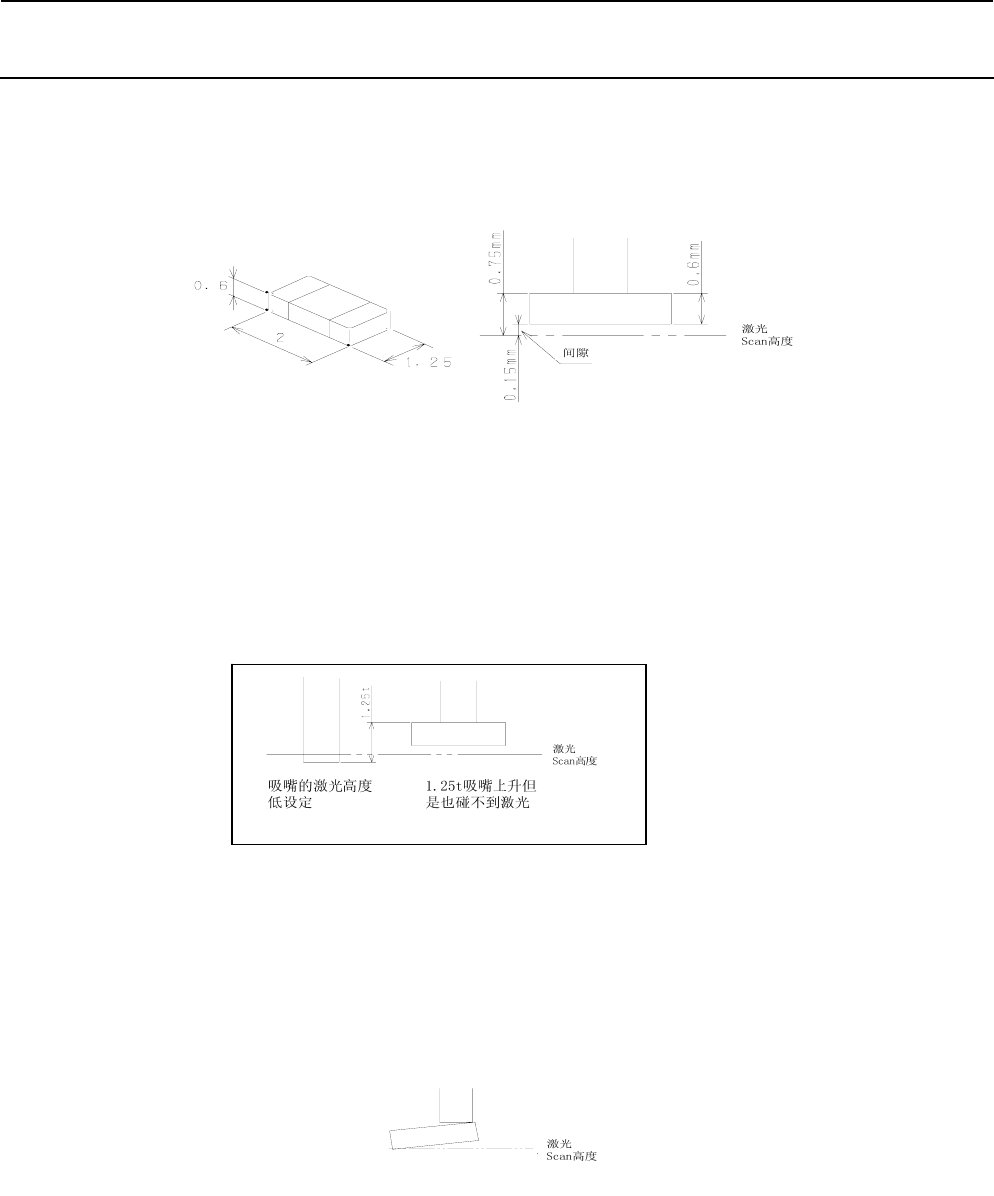
2012 R 时,t=0.6mm,芯片跳起Scan高度为0.6×1.25=0.75。
如果元件高度被错误地输入为0.4mm的话,Scan高度为0.5mm(0.4×1.25),虽然能正常虚浮,
但是也被判定为跳起,此时必须通过自动测量元件高度来输入真值。
2) 吸嘴的激光高度不同时,虽然能正常吸附,但是也判定为跳起。
把吸嘴的激光高度(Set-up 数据)设定为比正常位置低的话,此 Scan 高度就检测为能正常吸附。
此时,在各贴装头取得了维修模式的激光高度,请重新用安装数据的吸嘴分配方法取得吸嘴高度数据。
3) 有时因元件的吸附状态,被判定为跳起。例如,2012R时,元件下面和Scan高度的间隙为0.15 mm
时,检测为倾斜吸附状态,因而被退出。
此时因为固定位置有问题,需要进行纠正。
由于芯片跳起检测高度可以在各元件的元件数据中改变设定值,因而有些尺寸的元件也能够再倒向安全
侧。
3-
26
Rev. 1.0
动作说明书
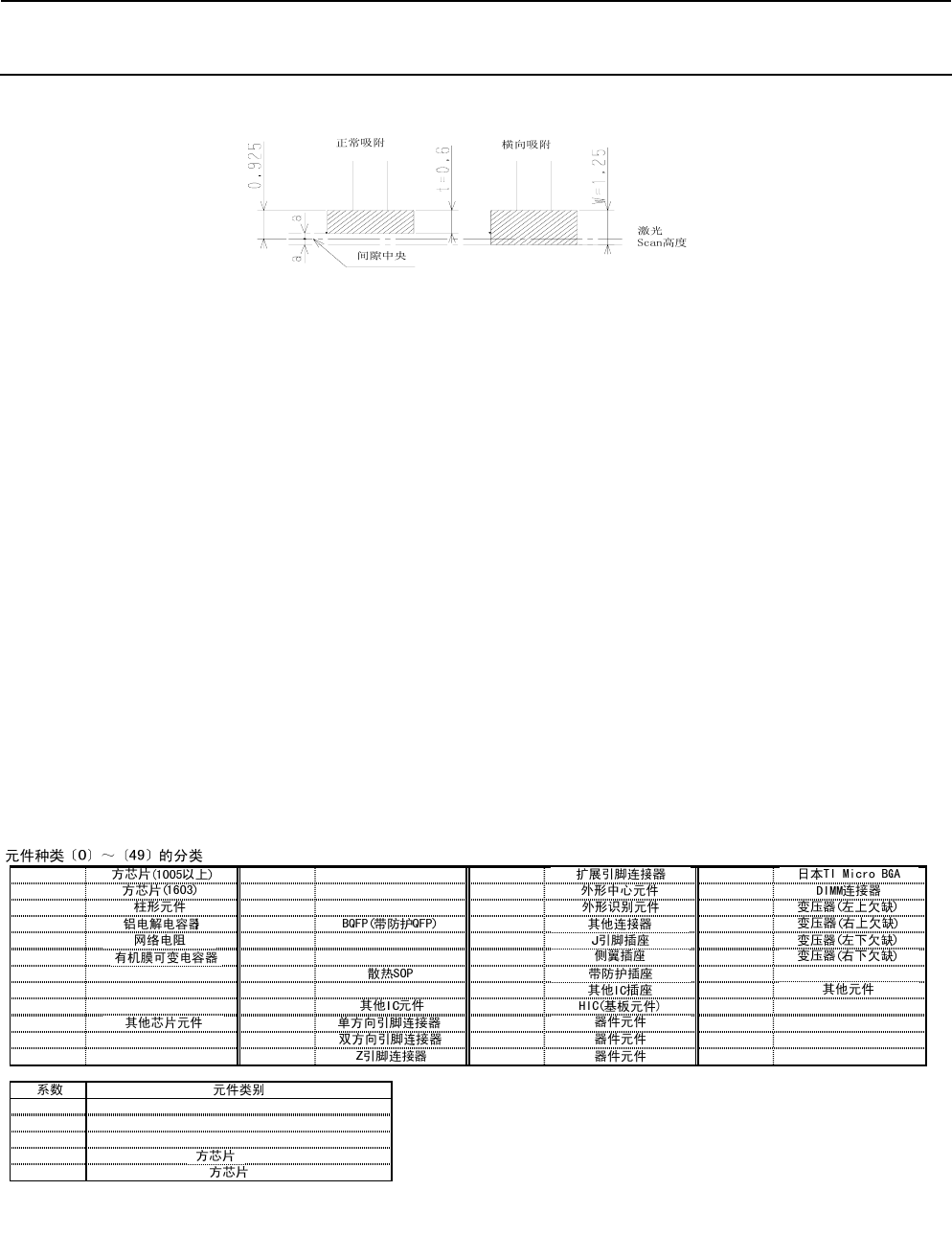
〔2012R〕时
上述元件尺寸计算的错误值是1.25× t =0.75mm,如果激光对准正常吸附和横跳起吸附间隙的中
央时,则为
( t+W)/2=(0.6+1.25)/2=0.925mm。
因此,此元件,因吸附状态发生退出的话,把检测高度变更为0.925的话会有效果。
但是,( t+W)/2的计算方法,并不能适用于所有的元件,请加以注意。
厚度( t )和宽度(W)尺寸相同的元件(1608C、1005C)时,( t+W)/2= t,因此虽然能正常吸附
但是有时也被退出。
1608C时, t=0.8mm、W=0.8mm
芯片跳起检测高度为 H=(0.8+0.8)/2=0.8mm。
注)在历来的机型中,短边 0.25mm 以上、不足 0.45mm 的元件系数是 1.1,但由于会产生芯片跳起
的过频测出错误,所以改变为 1.2。同时,0.25mm 以下的元件系数设为 1.25。
3-7 真空同步时间
3-7-1 元件类别的分类
部品種別〔0〕~〔49〕の分類
〔0〕 角チップ (1005以上) 〔11〕 PLCC(QFJ) 〔23〕 拡張リードコネクタ 〔35〕 日本TI Micro BGA
〔0〕 角チップ (0603) 〔12〕 TSOP 〔24〕 外形センタリング部品 〔36〕 DIMMコネクタ
〔1〕 メルフ 〔13〕 TSOP2 〔25〕 外形認識部品 〔37〕 トランス(左上切欠け)
〔2〕 アルミ電解コンデンサ 〔14〕 BQFP(バンパ付QFP) 〔26〕 その他コネクタ 〔38〕 トランス(右上切欠け)
〔3〕 ネットワーク抵抗 〔15〕 BGA(PBGA) 〔27〕 Jリードソケット 〔39〕 トランス(左下切欠け)
〔4〕 トリマ 〔16〕 CBGA 〔28〕 ガルウイングソケット 〔40〕 トランス(右下切欠け)
〔5〕 SOT 〔17〕 ヒートシンク付きSOP 〔29〕 バンパ付ソケット 〔41〕~〔48〕 Resarve
〔6〕 SOJ 〔18〕 FBGA(CSP) 〔30〕 その他 IC ソケット 〔49〕 その他部品
〔7〕 GaAsFET 〔19〕 その他IC部品 〔31〕 HIC(基板部品)
〔8〕 その他チップ部品 〔20〕 一方向リードコネクタ 〔32〕 エレメント部品
〔9〕 SOP 〔21〕 二方向リードコネクタ 〔33〕 エレメント部品
〔10〕 QFP 〔22〕 Zリードコネクタ 〔34〕 エレメント部品
インデックス 部品種別
0 [10][12]~[40]
1 〔9〕〔11〕
2 〔1〕~〔8〕
3 [0] 角チップ (1005以上)
4 [0] 角チップ (0603)
3-
27
Rev. 1.0
动作说明书
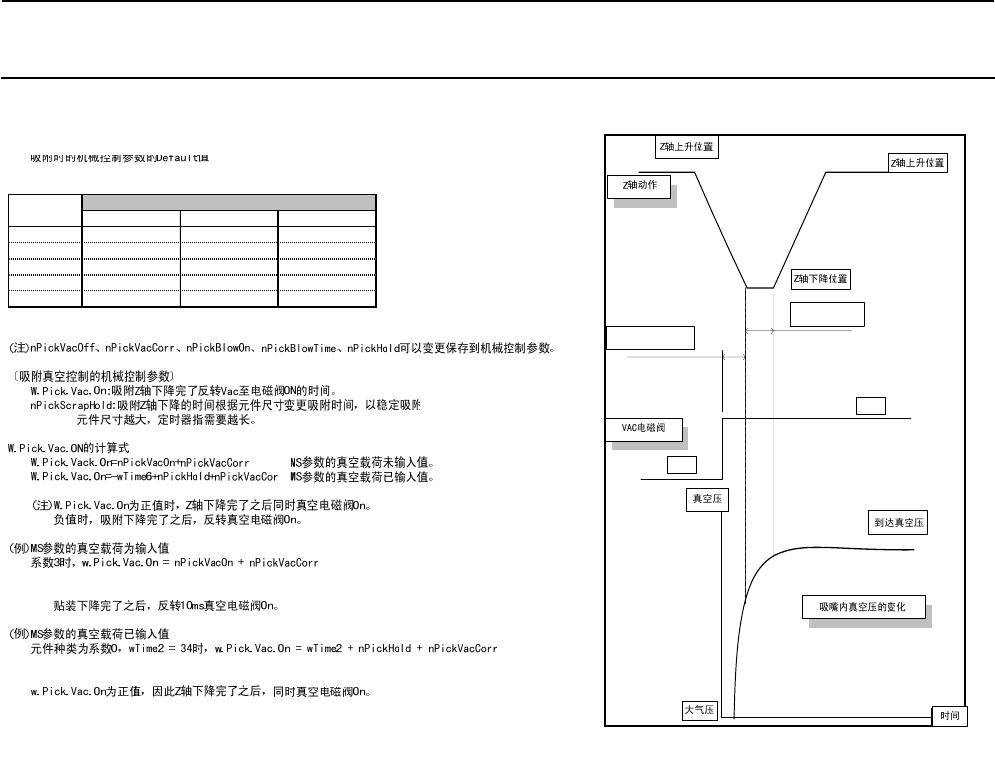
3-7-2 吸附时的真空同步时间
nPickVacOn、nPickVacCorr、nPickHoldは、Z軸下降完了を0として時間軸の+方向を正、―方向を負とする。
吸着時のメカ制御パラメータのDefault値
DEFAULT値
インデックス nPickVacOn nPickVacCorr nPickHold
00 0 50
10 0 30
2-20 5 5
3 -20 10 5
4 -20 10 5
(注) nPickVacOn、nPickVacCorr、nPickHoldは、メカ制御パラメータに保存され変更可能なこと。
〔吸着バキューム制御のメカ制御パラメータ〕
W.Pick.Vac.On:吸着Z下降完了からさかのぼって、バキューム電磁弁をONするまでの時間。
nPickHold:吸着下降中の時間で、部品サイズにより吸着時間を変えて、吸着力を安定させる。
部品サイズの大きいものほど、タイマ値は長くする必要がある。
W.Pick.Vac.ON の計算式
W.Pick.Vack.On = nPickVacOn + nPickVacCorr MSパラメータのバキュームキャリブレーションに値が未入力
W.Pick.Vack.On = - wTime2 + nPickHold + nPickVacCor
r
MSパラメータのバキュームキャリブレーションに値が入力済
(注) W.Pick.Vac.On が、正の値の時はZ軸下降完了と同時にバキューム電磁弁をONする。
負の値の時は吸着下降完了からさかのぼってバキューム電磁弁をONする。
(例) MSパラメータのバキュームキャリブレーションに値が未入力
インデックス 3 の場合は、w.Pick.Vac.On = nPickVacOn + nPickVacCorr
= -20+10
=-10
吸着下降完了から10 ms さかのぼって、バキューム電磁弁をOnする。
(例) MSパラメータのバキュームキャリブレーションに値が入力済
部品種が インデックス 0 で、wTime2 = 34 の場合は、w.Pick.Vac.On = - wTime2 + nPickHold + nPickVacCorr
= -34+50+0
=16
w.Pick.Vac.On が正の値であるため、Z軸下降完了と同時にバキューム電磁弁をOnする。
W.Pick.Vac.ON
Z軸上昇位置
Z軸上昇位置
Z軸下降位置
Z軸動作
nPickHold
VAC 電磁弁
ON
OFF
ノズル内真空圧
の変化
時間
真空圧
真空到達圧
大気圧
吸附元件时,Z 轴吸附下降完了之后,决定 VAC 电磁阀 OFF 时间。
(校正前)
20-12
8
34-50+0
-16
DEFAULT値
インデックス nPickVacOn nPickVacCorr nPickHold
00 0 50
10 0 30
220-510
3 20 -12 10
4 20 -15 15
系数
各词汇的意义如下。
nPickVacOn : 「机械控制参数」「其他」「真空」「元件种类真空同步时间」「吸附」「真空开始同步时间」
nPickVacCorr : 「机械控制参数」「其他」「真空」「元件种类真空同步时间」「吸附」「真空开始修正值」
nPickHold : 「机械控制参数」「其他」「真空」「元件种类真空同步时间」「吸附」「真空稳定待机时间」
上述,吸附时的机械控制参数的 Default 值的表上有各指标的数值。
「自我校准」「真空校准」「生产使用值」「V.CAL」
wTime2 :「真空到达时间」 具有各贴装头的数值。
3-
28