JX-200_动作说明书.pdf - 第39页
Rev. 1.0 动作说明书 3-7-3 贴装时的真空同步时间 贴装元件时,Z轴吸附下降完了之后,决定VAC电磁阀OFF时间。 贴装时的机械控制参数的 Default 值 (注) nPlaceVacOff 、 nPlaceVacCorr 、 nPlaceBlowOn 、 nPlaceBlowTime 、 nplaceH old 可以变更保存到机械控制参数。 〔贴装真空控制的机械控制参数〕 W.Place.Vac.Off :贴装 Z 轴下…
Rev. 1.0
动作说明书
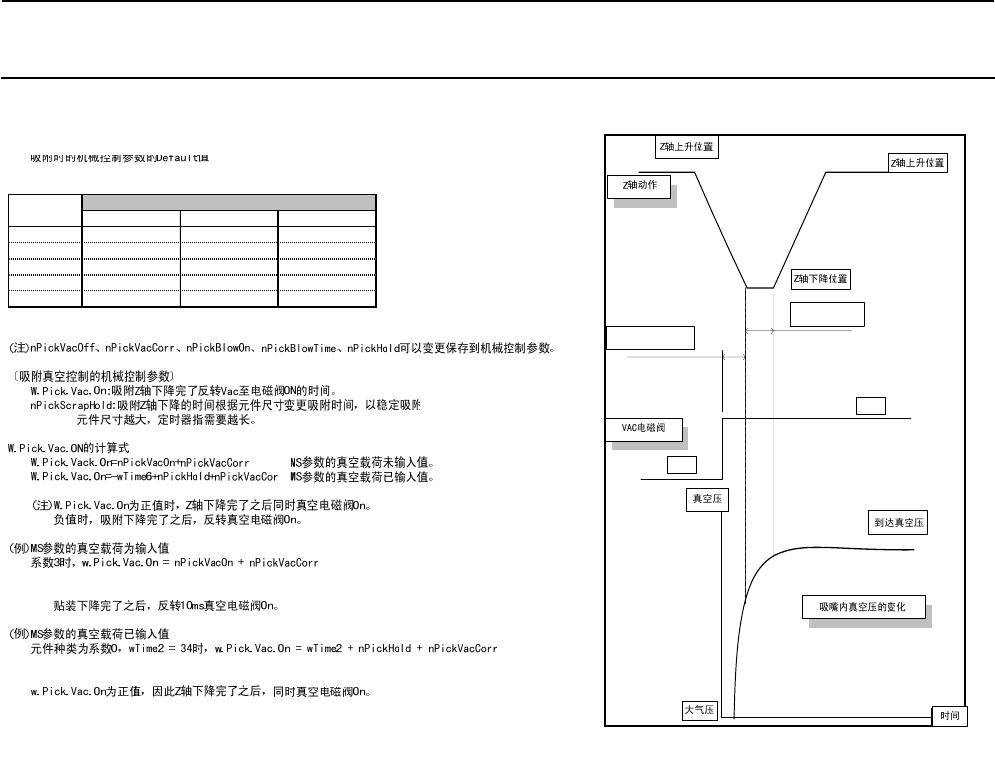
3-7-2 吸附时的真空同步时间
nPickVacOn、nPickVacCorr、nPickHoldは、Z軸下降完了を0として時間軸の+方向を正、―方向を負とする。
吸着時のメカ制御パラメータのDefault値
DEFAULT値
インデックス nPickVacOn nPickVacCorr nPickHold
00 0 50
10 0 30
2-20 5 5
3 -20 10 5
4 -20 10 5
(注) nPickVacOn、nPickVacCorr、nPickHoldは、メカ制御パラメータに保存され変更可能なこと。
〔吸着バキューム制御のメカ制御パラメータ〕
W.Pick.Vac.On:吸着Z下降完了からさかのぼって、バキューム電磁弁をONするまでの時間。
nPickHold:吸着下降中の時間で、部品サイズにより吸着時間を変えて、吸着力を安定させる。
部品サイズの大きいものほど、タイマ値は長くする必要がある。
W.Pick.Vac.ON の計算式
W.Pick.Vack.On = nPickVacOn + nPickVacCorr MSパラメータのバキュームキャリブレーションに値が未入力
W.Pick.Vack.On = - wTime2 + nPickHold + nPickVacCor
r
MSパラメータのバキュームキャリブレーションに値が入力済
(注) W.Pick.Vac.On が、正の値の時はZ軸下降完了と同時にバキューム電磁弁をONする。
負の値の時は吸着下降完了からさかのぼってバキューム電磁弁をONする。
(例) MSパラメータのバキュームキャリブレーションに値が未入力
インデックス 3 の場合は、w.Pick.Vac.On = nPickVacOn + nPickVacCorr
= -20+10
=-10
吸着下降完了から10 ms さかのぼって、バキューム電磁弁をOnする。
(例) MSパラメータのバキュームキャリブレーションに値が入力済
部品種が インデックス 0 で、wTime2 = 34 の場合は、w.Pick.Vac.On = - wTime2 + nPickHold + nPickVacCorr
= -34+50+0
=16
w.Pick.Vac.On が正の値であるため、Z軸下降完了と同時にバキューム電磁弁をOnする。
W.Pick.Vac.ON
Z軸上昇位置
Z軸上昇位置
Z軸下降位置
Z軸動作
nPickHold
VAC 電磁弁
ON
OFF
ノズル内真空圧
の変化
時間
真空圧
真空到達圧
大気圧
吸附元件时,Z 轴吸附下降完了之后,决定 VAC 电磁阀 OFF 时间。
(校正前)
20-12
8
34-50+0
-16
DEFAULT値
インデックス nPickVacOn nPickVacCorr nPickHold
00 0 50
10 0 30
220-510
3 20 -12 10
4 20 -15 15
系数
各词汇的意义如下。
nPickVacOn : 「机械控制参数」「其他」「真空」「元件种类真空同步时间」「吸附」「真空开始同步时间」
nPickVacCorr : 「机械控制参数」「其他」「真空」「元件种类真空同步时间」「吸附」「真空开始修正值」
nPickHold : 「机械控制参数」「其他」「真空」「元件种类真空同步时间」「吸附」「真空稳定待机时间」
上述,吸附时的机械控制参数的 Default 值的表上有各指标的数值。
「自我校准」「真空校准」「生产使用值」「V.CAL」
wTime2 :「真空到达时间」 具有各贴装头的数值。
3-
28
Rev. 1.0
动作说明书
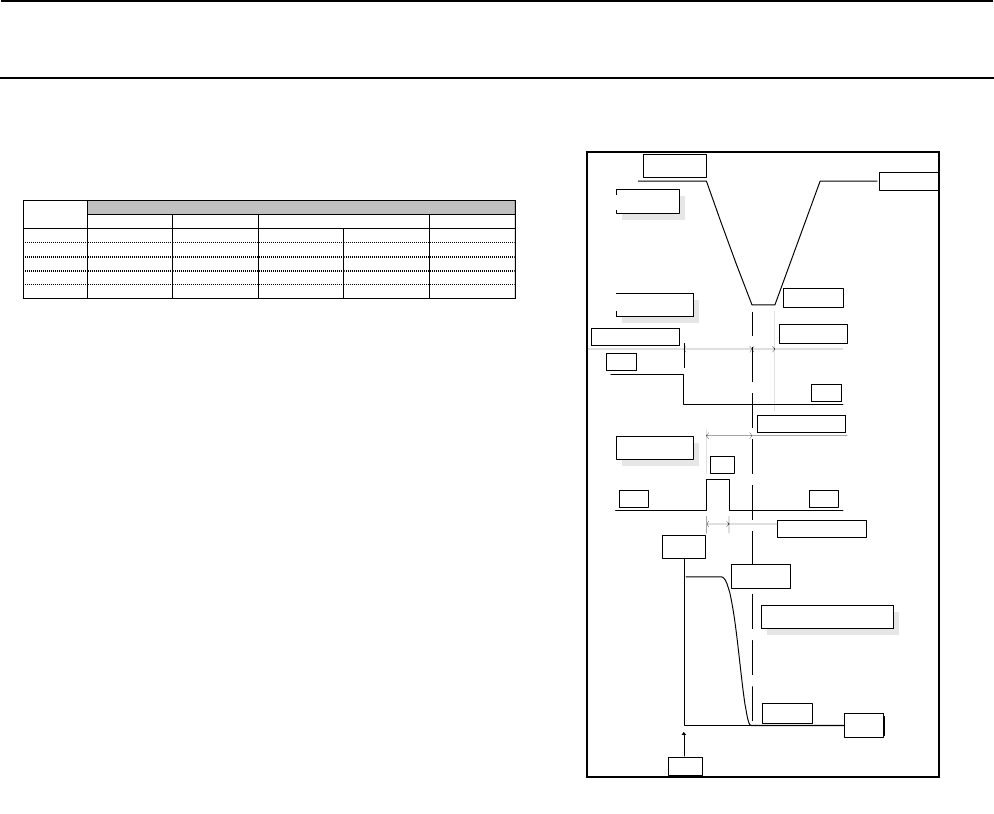
3-7-3 贴装时的真空同步时间
贴装元件时,Z轴吸附下降完了之后,决定VAC电磁阀OFF时间。
贴装时的机械控制参数的Default值
(注) nPlaceVacOff、nPlaceVacCorr、nPlaceBlowOn、nPlaceBlowTime、nplaceHold可以变更保存到机械控制参数。
〔贴装真空控制的机械控制参数〕
W.Place.Vac.Off:贴装Z轴下降完了反转Vac至电磁阀Off的时间。
nPlaceVacOff:贴装Z轴下降完了反转Vac至电磁阀Off的时间。(校正前)
nPlaceVacCorr:Vac电磁阀断开(Off)时机的校正值。
nPlaceBlowOn:贴装Z轴下降完了反转上升Blow至电磁阀On的时间。
nPlaceBlowTime:Blow电磁阀On时间。
nPlaceScrapHold:贴装Z轴下降的时间是Vac的残压切断的等待时间。
元件尺寸越大,定时器指需要越长。
W.Place.Vac.Off的计算式
W.Place.Vac.Off=nPlaceVacOff+nPlaceVacCorr MS参数的真空载荷未输入值。
W.Place.Vac.Off=-wTime6+nPlaceHold+nPlaceVac MS参数的真空载荷已输入值。
(注) W.Place.Vac.Off为负值时,Z轴下降完了之后待真空电磁阀Off。
正值时,吸附下降完了之后,反转真空电磁阀Off。
(例) MS参数的真空载荷为输入值
系数3时,w.Place.Vac.Off = nPlaceVacOff + nPlaceVacCorr
= 15+0
= 15
贴装下降完了之后,反转15ms真空电磁阀Off。
(例) MS参数的真空载荷已输入值
元件种类为系数0,wTime6 = 27时,w.Place.Vac.Off = wTime6 + nPlaceHold + nPlaceVacCorr
= 27−50+0
= −23
贴装下降结束后等待23ms,断开真空电磁阀。
各词语的意义如下。
「机械控制参数」「其他」「真空」「元件种类真空同步时间」「贴装」
力
済
nPlaceBlowOn
VAC 電磁弁
ON
ノズル内真空圧の変化
W.Place.Vac.Off
OFF
Z軸上昇位置
Z軸上昇位置
Z軸下降位置
Z軸上昇位置
nPlaceHold
Blow 電磁弁
nPlaceBlowTime
ON
OFFOFF
時間
真空圧
真空到達圧
大気圧
VavOff
Z轴上升位置
Z轴上升位置
Z轴上升位置
VAC电磁阀
Z轴下降位置
Blow电磁阀
真空压
真空到达压
吸嘴内真空压的变化
时间
大气压
DEFAULT値
インデックス nPlaceVacOff nPlaceVacCorr nPlaceBlowOn nPlaceBlowTim
e
nPlaceHold
00 0 1 0 50
1 0 15 1 0 30
2 0 15 1 0 30
315 0 21 0 5
415 0 21 0 5
系数
nPlaceVacOff :「真空停止同步时间」
nPlaceVacCorr :「真空停止修正值」
nPlaceBlowOn :「流程开始同步时间」
nPlaceBlowTime :「流程持续时间」
nPlaceHold :「真空切断待机时间」
上述,贴装时的机械控制参数的 Default 值表中,有各指标值。
「自我校准」「真空校准」「生产使用值」「V.CAL」
wTime6 :「真空到达时间」
有各贴装头的数值。
3-
29
Rev. 1.0
动作说明书
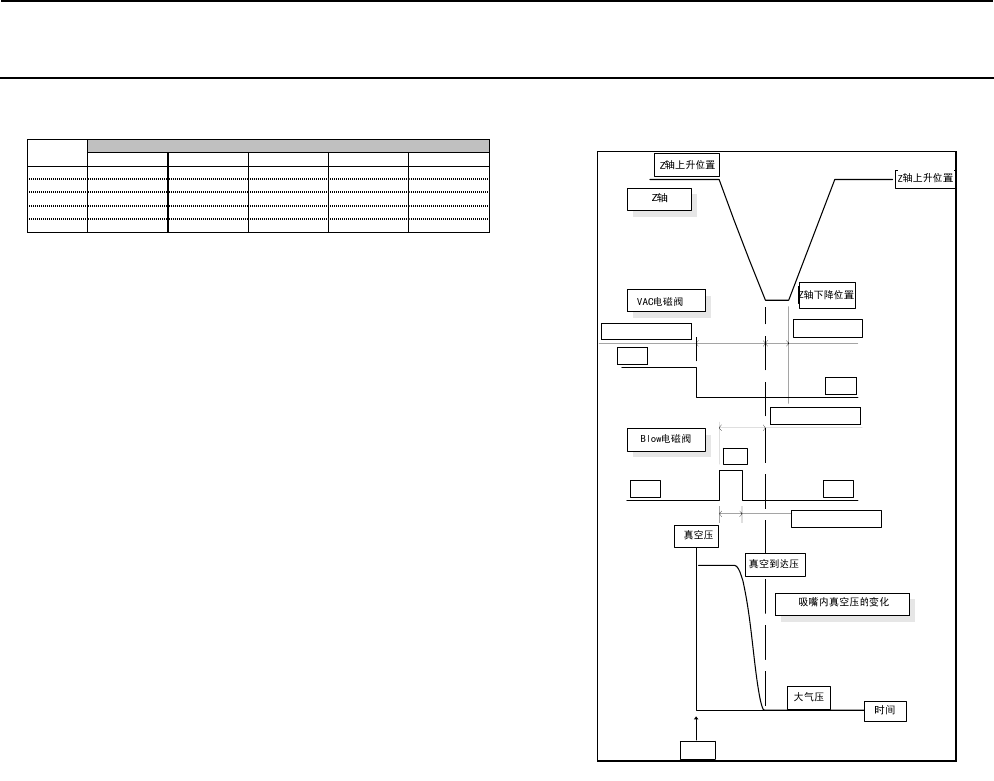
3-7-4 向废弃箱之外废弃元件时的真空同步时间
废弃元件时的Vac和Blow的同步,Blow压力高的话,有可能吹跑已经被废弃的元件。
因此,需要与贴装时的同步分别控制。
向废弃箱之外废弃时的机械控制参数的Default值
(注) nScrapVacOff、nScrapVacCorr、nScrapBlowOn、nScrapBlowTime、nScrapHold可以变更保存到机械控制参数。
〔废弃真空控制的机械控制参数〕
W.Scrap.Vac.Off:废弃Z轴下降完了反转Vac至电磁阀Off的时间。
nScrapVac.Off:废弃Z轴下降完了反转Vac至电磁阀Off的时间。(校正前)
nScrapVacCorr:Vac电磁阀断开(Off)时机的校正值。
nScrapBlowOn:废弃Z轴下降完了反转上升Blow至电磁阀On的时间。
nScrapBlowTime:Blow电磁阀On时间。
nScrapHold:废弃Z轴下降的时间是Vac的残压切断的等待时间。
元件尺寸越大,定时器指需要越长。
W.Scrap.Vac.Off的计算式
W.Scrap.Vac.Off = nScrapVacOff+nScrapVacCorr MS参数的真空载荷未输入值。
W.Scrap.Vac.Off = wTime6+nScrapHold+nScrapVac MS参数的真空载荷已输入值。
(注) W.Scrap.Vac.Off为负值时,Z轴下降完了之后同时真空电磁阀Off。
正值时,吸附下降完了之后,反转真空电磁阀Off。
(例) MS参数的真空载荷为输入值
系数3时,w.Scrap.Vac.Off = nScrapVacOff + nScrapVacCorr
= 15+0
= 15
废弃下降完了之后,反转真空电磁阀Off。
(例) MS参数的真空载荷已输入值
元件种类为系数0,wTime6 = 27时,w.Scrap.Vac.Off = wTime6 + nScrapHold + nScrapVacCorr
= 27−50+0
= −23
力
済
nScrapBlowOn
VAC 電磁弁
ON
ノズル内真空圧の変化
W.Scrap.Vac.Off
OFF
Z軸上昇位置
Z軸上昇位置
Z軸下降位置
Z軸
nScrapHold
Blow 電磁弁
nScrapBlowTime
ON
OFFOFF
時間
真空圧
真空到達圧
大気圧
VavOff
DEFAULT値
イ
ンデックス
nScrapVacOff nScrapVacCorr nScrapBlowOn nScrapBlowTime nScrapHold
0 0 0 1 10 50
1 0 0 1 10 30
2 0 0 1 10 30
3 15 0 11 15 5
4 15 0 11 15 5
系数
废弃下降结束后等待23ms,断开真空电磁阀。
各词语的意义如下。
「机械控制参数」「其他」「真空」「元件种类真空同步时间」「废弃」
nScrapVacOff :「真空停止同步时间」
nScrapVacCorr :「真空停止修正值」
nScrspBlowOn :「吹风开始时间」
nScrapBlowTime :「吹风持续时间」
nScrapHold :「真空切断等待时间」
上述在废弃时的机械控制参数 Default 值的表中有各指标值。
「自我校准」「真空校准」「生产使用值」「V.CAL」
wTime6 :「真空破坏时间」
有各贴装头的值。
3-
30