3OM-1208-011_w.pdf - 第70页
1-1 1 AIVEDT -ID 4. Outline of Management Data The following management data is provided to manage operation rate, production rate, running condition, etc., of the machine. (1) Management Data Information data of the who…
1-10
AIVEDT-ID
3. Outline of Component Library
3.1 Purpose
•
The component library is a database used to manage
"
specific information
(data) on components
"
required for operation of the component placement
machine.
•
By making use of the component library data, time for pattern program
data creation and editing can be shortened greatly.
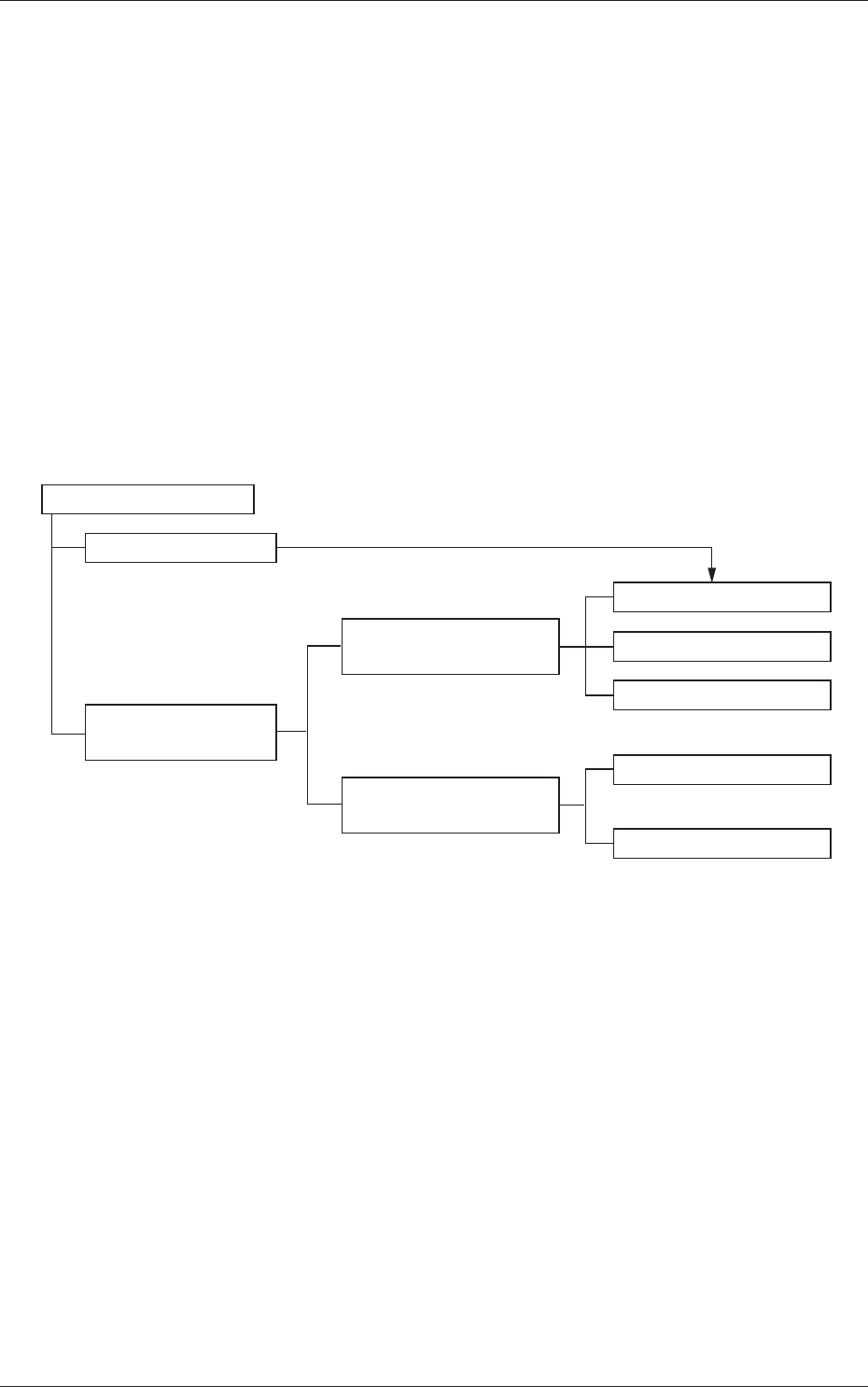
3.2 Component IDs and Component Library Data
•
The component library is composed of
"
Component IDs (data names)
"
and
"
Component Library Data (Specific Data on Components)”.
Component Library
Component ID
Identification Data
Common Component
Data
Control Data
Placeable Data
Component Library
Data
Shape Data
Individual Component
Data
Recognition Data
Fig. 3A3 Composition of Component Library
3. Outline of Component Library
0606-009

1-11
AIVEDT-ID
4. Outline of Management Data
The following management data is provided to manage operation rate,
production rate, running condition, etc., of the machine.
(1) Management Data
Information data of the whole machine performance is collected and
displayed.
A group of items related to machine maintenance are mainly summed up.
The number of finished PCBs is counted up not limited to the current pattern
program data but including all implemented pattern programs. That is, the
cumulative total of PCBs finished according to several pattern programs can
be regarded as the completed amount of PCBs.
There are two types (T
ype #1 and Type #2) of management data whose
only difference is the date and time which they are cleared (this is based on
individual needs for management data tracking).
The possibility is using one for weekly tracking and the other for monthly
tracking.
(2) Pattern Program Management Data
Management data is summed up for each pattern program data.
As this information is collected independently for each pattern program, a
pattern program is summed up and displayed only when the pattern program
is active as the current one. Thus, when a particular pattern program is used
periodically during a span of time, data is collected only during the times
which that program is active. This management data makes it possible to
track each program’s performance and machine productivity individually.
This management data gives individual information on each pattern program
data, enabling the management of the selected model production.
(3) Bypass & Rate Data
This data is displayed and used to check the pickup rate managed for each
feeder or nozzle and based on each pickup rate specifi
ed in the automatic
operation setup data.
4. Outline of Management Data
0606-009
1-12
AIVEDT-ID
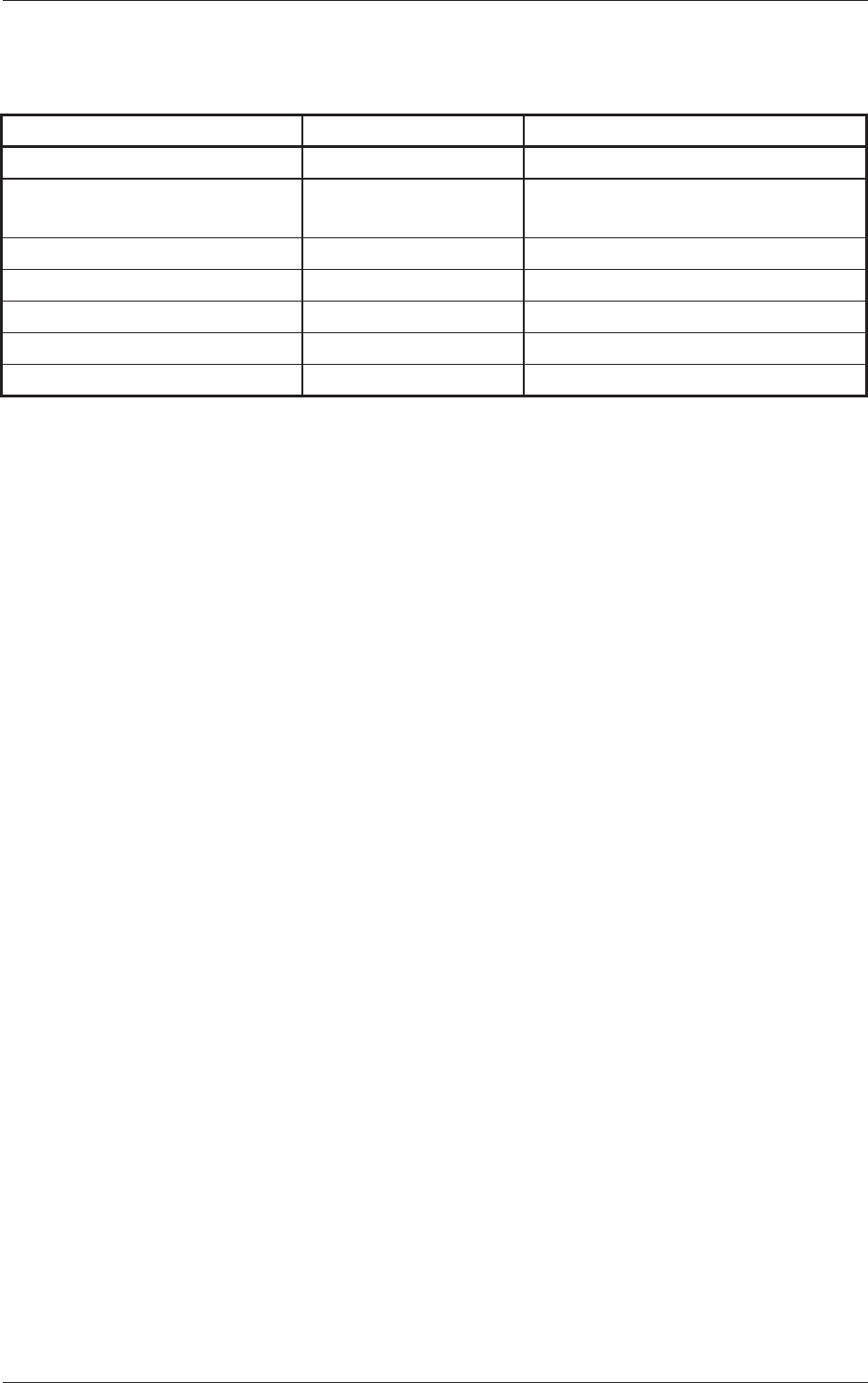
Different Points between Management Data and Pattern Program
Management Data
Table 3A10
Item Management Data Pattern Program Management Data
Pattern Program Product History ×
Machine Performance Data
(No PCB Process
Time)
(PCB Process Time)
Sub-System Error Counts
×
Handling Errors Per Feeder
Head Management Data
×
Nozzle Management Data
×
Handling/Placement Data
×
4. Outline of Management Data
0606-009