ASM_Guide To Adhesive Dot Dispensing_Stinger_en_0321_online.pdf - 第13页
2 STINGER, A GUIDE TO ADHESIVE DOT DISPENSING 2.2 INTRODUCTION GUIDE TO ADHESIVE DOT DISPENSING STINGER 03/2021 13 1 2 3 1 Wiper Target 3 Nozzle 2 Waste Container (pot) 2.2.3 Sensors and Motors 1 2 3 4 Stinger Unit Under…
2 STINGER, A GUIDE TO ADHESIVE DOT DISPENSING
2.2 INTRODUCTION
12 GUIDE TO ADHESIVE DOT DISPENSING STINGER 03/2021
1
2
3
4
5
1 Level Sensor 7 Nozzle
2 Syringe 8 Auger Motor
3 Pneumatic Connector 9 Auger
4 Electrical Connector 10 Laser
5 ‘C’ Clamp 11 Auger Motor Pulley
6 Z Axis Motor 12 Auger Clamp Screw
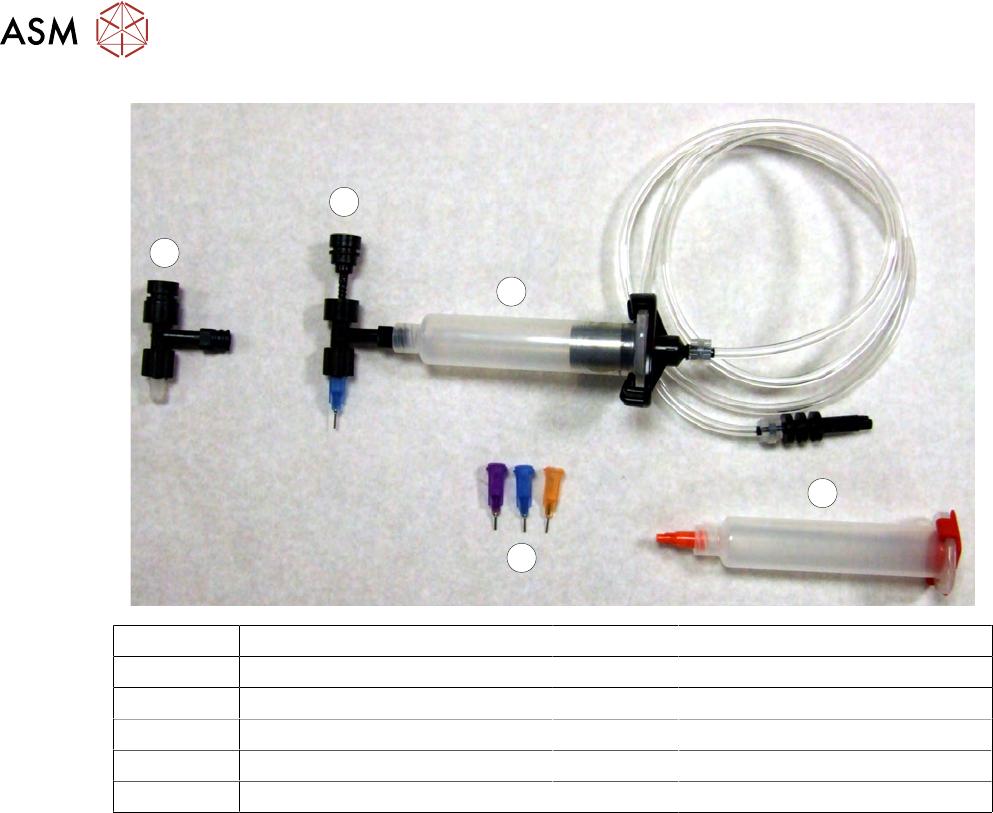
2.2.1.5 Nozzles
At the bottom of the auger valve a nozzle is fitted. Nozzles come in different sizes to suit the pro-
cess. They are identified by body colour: Purple tip i.d.= 0.51mm (inside diameter at the tip), Blue =
0.41mm tip i.d, Orange = 0.33mm tip i.d. and Red = 0.25 tip i.d.
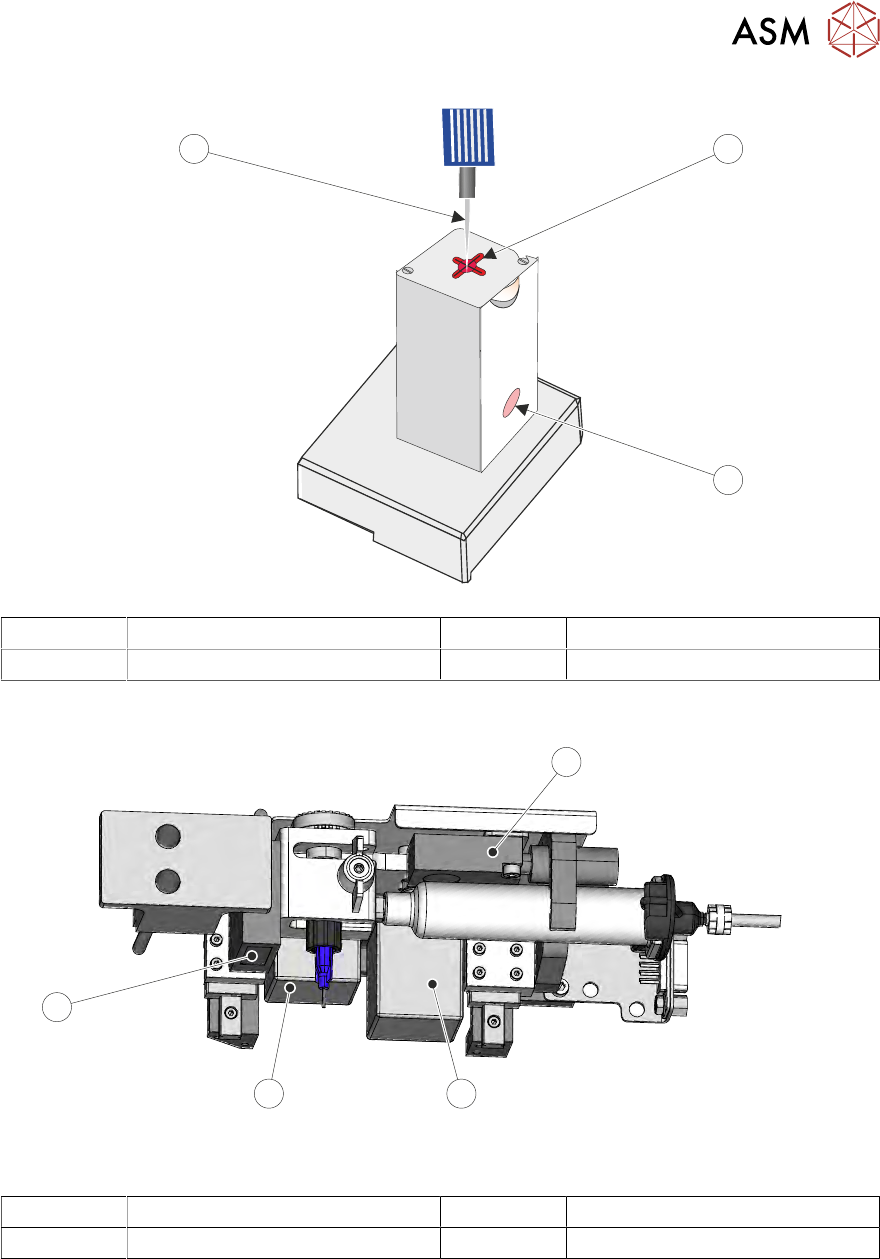
2.2.2 Purge Station
The purge station houses a waste container, which collects the waste purged adhesive. On the lid
of the station is a wiper target; this target allows the syringe nozzle to be wiped after a purge opera-
tion. The purge operation is carried out during product set up/product changeover or, if a nozzle or
a syringe have been replaced during a batch print. A purge operation is used to ensure that the ad-
hesive is free running prior to it being applied to the product. If a nozzle, or the syringe have been
changed, the tubing, nozzle and syringe may contain air and the initial flow of adhesive may have
air pockets. The adhesive must be purged into the purge station.
NOTE
If a purge station isn’t used, the adhesive can be programmed to purge on an area of the board.
2 STINGER, A GUIDE TO ADHESIVE DOT DISPENSING
2.2 INTRODUCTION
GUIDE TO ADHESIVE DOT DISPENSING STINGER 03/2021 13
1
2
3
1 Wiper Target 3 Nozzle
2 Waste Container (pot)
2.2.3 Sensors and Motors
1
2
3
4
Stinger Unit Underneath Front View
1 Capacitive Level Sensor 3 Auger Drive Motor
2 Z-Axis Motor 4 Laser Surface Height Detector
2.2.4 Capacitive Level Sensor
The capacitive level sensor detects the change in capacitance of the surrounding near field area.
When a full cartridge is fitted, the capacitive field remains constant. As the adhesive in the syringe
is depleted, there is no change in capacitance until it reaches the point where the sensor is located.
The capacitive field changes and this change is indicated on the printer’s display interface. The
cartridge is changed and the level sensor is recalibrated to show a full condition.

2 STINGER, A GUIDE TO ADHESIVE DOT DISPENSING
2.2 INTRODUCTION
14 GUIDE TO ADHESIVE DOT DISPENSING STINGER 03/2021
2.2.5 Laser Surface Height Detector
The laser is used to detect the point where the upper surface of the product is; this data is used to
calibrate the relative dispense height of the nozzle. The unit is automatically adjusted in software
and carries out its own calibration cycle as part of the set up routine. The LED’s on the front of the
unit can be ignored and the yellow button must not be adjusted.
2.2.6 Auger Motor
The auger motor drives the screw in the auger valve; the number of turns is set by a feed para-
meter in the software. The screw provides control over the amount of adhesive to be deposited and
‘works’ the adhesive to pre-condition it. This ensures that at the correct height, the nozzle deposits
a precise amount of adhesive to the product surface and flow is maintained throughout the deposit
cycle.
2.2.7 Z Axis Motor
The z axis motor drives the unit to this calibrated location. An end stop dowel provides a stall point
for the motor upper limit (see graphic). Refer to the Calibration section of this manual for details on
setting the calibrated heights for deposit and idle heights.
1
2
1 Yellow Button and LEDs 2 End Stop