YG100R_Ope_C.pdf - 第39页
1-1 1 1 4 . 1 . 2 送 料 器 一 次 性 换 料 车 预 先 将 接 下 来 要 生 产 基 板 中 使 用 的 送 料 器 安 装 在 换 料 车 上 , 以 换 料 车 单 位 更 换 的 装 置 。 ■ 一 次 性 换 料 车 一次性换料车主体 1 2 5 4 6 3 25 1 1 8- M 1 -0 0 1 . 把手 手 持 把 手 移 动 一 次 性 换 料 车 。 2 . 送料 器 架 可 …
1-10
1
4.元件供给部
元件供给方法分为,从送料器架上的带式送料器供给元件及从外部供给装置的托盘供给元件两种。送料器安装部
中配备着安装带式送料器的送料器架,驱动选项机器的电源和气源插口。
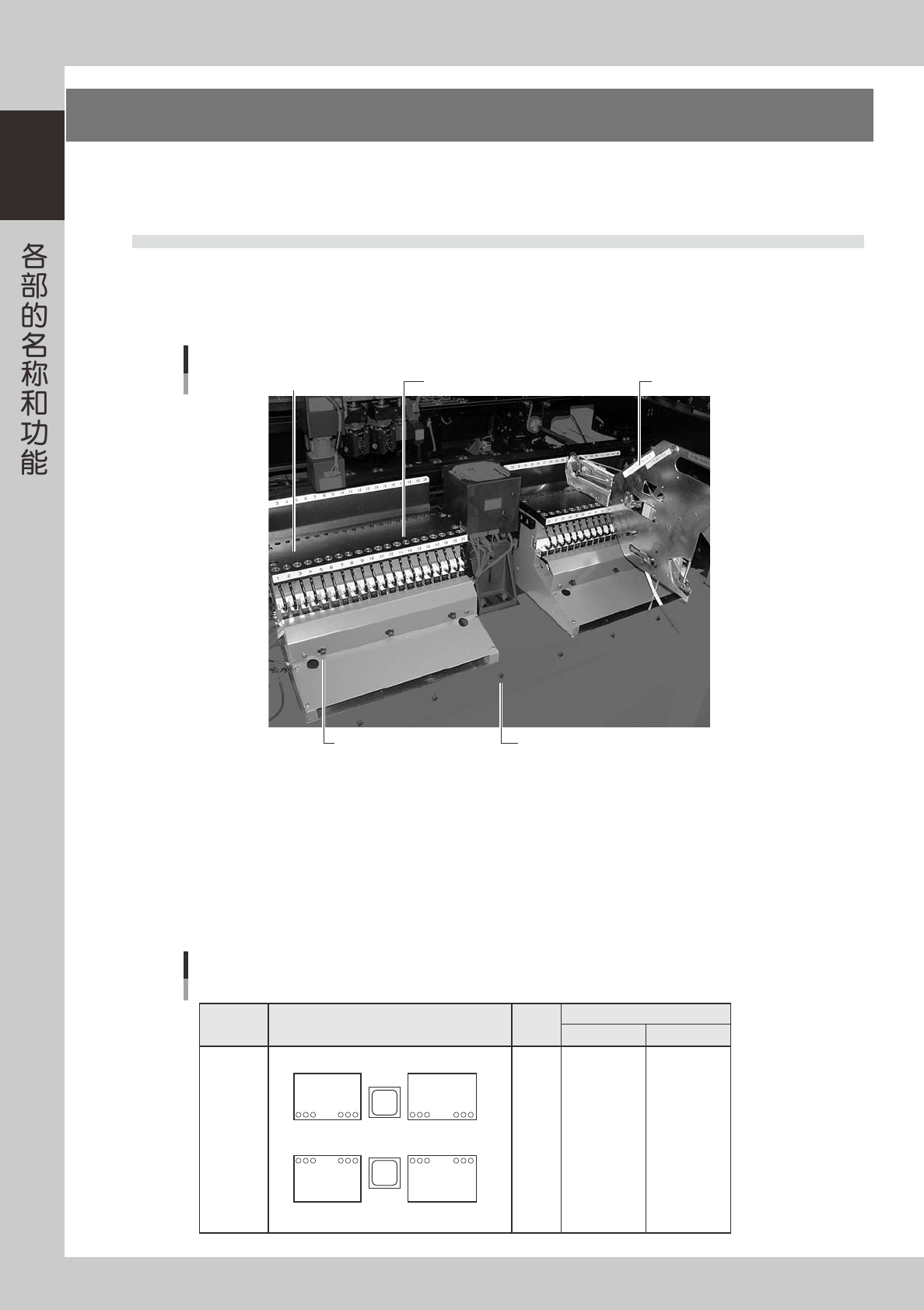
4.1 从送料器架供给元件
4.1.1 固定送料器架
在送料器架上安装带式送料器、散装送料器、杆式送料器,由贴片机供给的气压驱动。
驱动送料器用供气口 带式送料器(另行销售)送料器架
电源插口
气源插口
送料器部
25112-M1-00
电源插口
杆式送料器等选项装置使用的电源插口。
气源插口
杆式送料器、气枪等选项装置使用的气源插口。连接外径 Φ4 的输气管,由主机向选项装置供给压缩空气。
贴片机规格不同,送料器架的配置、安装号码也相应不同。具有代表性的配置如下图所示。
由于贴装头部的形状和 X 轴可动范围的关系,各贴装头都有不能使用的送料器。贴片机各贴装头可以使用的送料器安装号码
如下图所示。
安装号码
构 成 贴装头类型
前侧 后侧
两侧高速
一次性交换
送料器架的构成
1
2
3
4
5
6
7
8
8
~
48
7
~
47
6
~
46
5
~
45
4
~
44
3
~
43
2
~
42
1
~
41
101
~
141
102
~
142
103
~
143
104
~
144
105
~
145
106
~
146
107
~
137
108
~
148
1
24
25
48
148
125
124
101
25113-M1-00
1-11
1
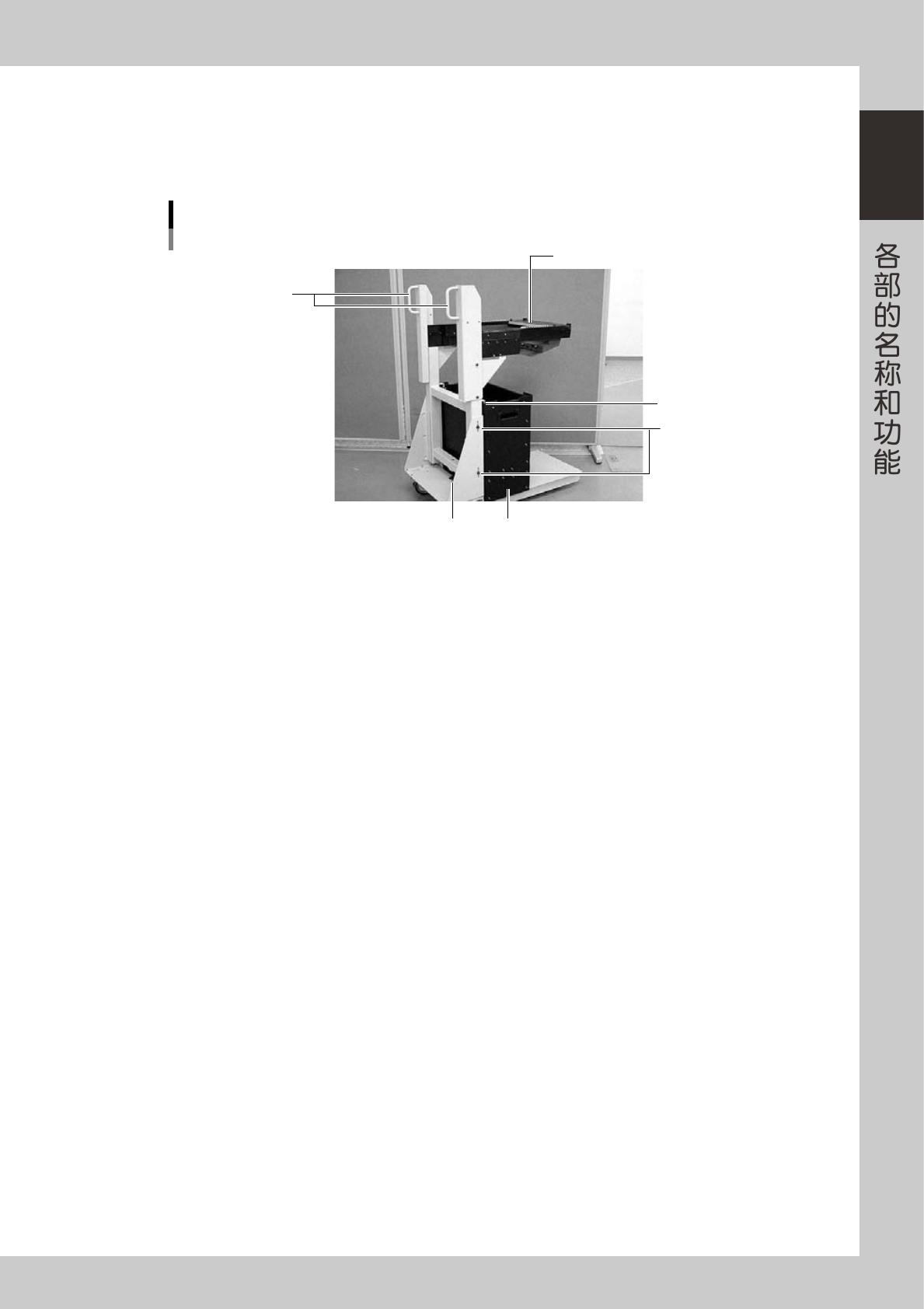
4.1.2 送料器一次性换料车
预先将接下来要生产基板中使用的送料器安装在换料车上,以换料车单位更换的装置。
■一次性换料车
一次性换料车主体
1
2
5
4
6
3
25118-M1-00
1. 把手
手持把手移动一次性换料车。
2. 送料器架
可以同时安装 20 或 24 个 8mm 的带式送料器。
3. 高度调整螺钉
为了与贴片机的高度相对应,有时必须调整送料器部的高度,可以更改螺钉的固定位置进行调整。
4. 空料带箱 ( 选件 )
用于放置元件用完后废弃的空料带。
5. 空料带箱固定零件
用于防止空料带箱颠倒的金属零件。
6. 高度调整螺栓
拧松固定螺栓后,旋转螺栓调整高度。

1-12
1
■贴片机
机器侧开关·传感器
3
1
2
4
25119-M1-00
1. 夹固装置 ON/OFF 开关
将一次性换料车推进贴片机后将开关向左转,送料器架部会上升,一次性换料车自动被夹固。解除夹固装置时则向右转。
2. 前进端传感器
当一次性换料车被推进贴片机时,传感器的 LED 呈绿色亮灯状态。
3. 不停机区域传感器 ( 选件 )
不停机规格的机器为了安全,安装有区域传感器。一次性换料车被推进贴片机时,换料车入口传感器受到感应,区域传感器
功能呈 OFF 状态。
4. 不停机换料车入口传感器 ( 选件 )
不停机规格的机器安装有换料车入口传感器。当一次性换料车装入贴片机时,传感器受到感应,区域传感器功能呈 OFF 状态。