KD-2077_SPE_EN.pdf - 第21页
17 6 Contr ol Sys tem 6.1 St o r age method The product ion program c an be stored in a SSD or fl oppy d isk . The product ion control in formation can be st ored in SSD. * The SSD is a drive unit (solid state drive) usi…

16
5.2.9 JaNets : Production support system
As with our software IS, This software consolidates and optimizes information on JUKI
mounters allocated on the several lines (production site) to improve productivity and
production quality and to reduce production cost of each line.
Applicable models : RS-1, RX-7, RX-6 series, KE-3000 series, FX-3 series,
KE-2070/80 series, KE-2050/60 series, KD-2077
* For line configuration that the RS-1 is located, JaNets is required.
17
6 Control System
6.1 Storage method
The production program can be stored in a SSD or floppy disk.
The production control information can be stored in SSD.
* The SSD is a drive unit (solid state drive) using a flash memory as a storage medium on
behalf of HDD.
6.2 Production program capacity
Maximum number of steps per circuit: 3,000 steps
Maximum number of circuits per PWB: Number of matrix circuits 1200 and Number of
non-matrix circuits 200
Maximum number of steps per PWB: 10,000 steps
Maximum number of component data: 240
Maximum number of dispensing data: 240
Maximum number of registered marks: 1 set of BOC marks (2 or 3 pieces)
6.3 Pointing device
Mouse
Touch panel (option)
6.4 Input/output data format
The input/output of text format (XML format) is supported.
18
7 Interface
7.1 Mechanical Interface
7.1.1 PWB conveyor height
900 ± 20 mm
950 ± 20 mm (option)
7.2 Electrical Interface
7.2.1 Types and meanings of electric signals
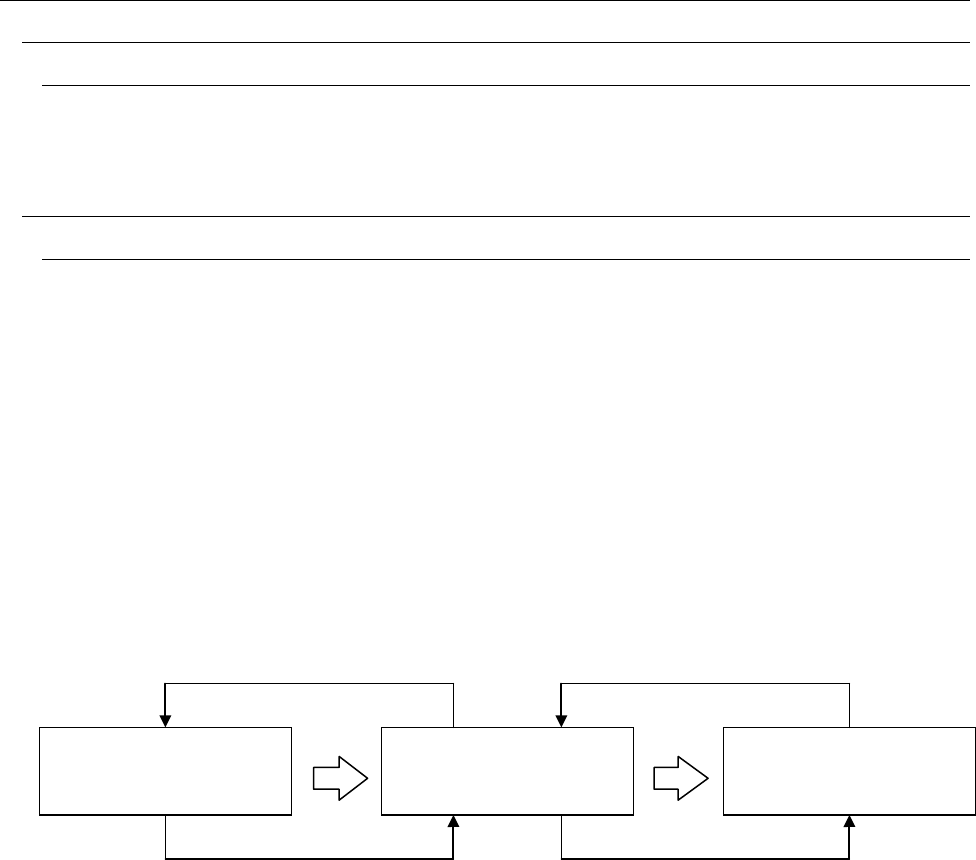
The concept of electric signal connections between this system and the opposite machine is
shown in “Figure 12 Conceptual diagram of electric signal connections.” In Figure 12, the electric
signals of ① and ② between this system and the upper-side equipment and the electric signals of
③ and ④ between this system and the lower-side equipment are shown below.
a) The electric signal ① is called carry-out request input signal (or board available IN)and
receives a PWB carry-out request from the upper equipment.
b) The electric signal ② is called carry-out enable output signal (or ready OUT) and causes the
upper-side equipment to carry out a PWB.
c) The electric signal ③ is called carry-out request output signal (or board available OUT) and
asks the lower-side equipment to carry out a PWB.
d) The electric signal ④ is called carry-out enable input signal (or ready IN) and receives PWB
carry-out permission from the lower-side equipment.
② ④
① ③
Figure 12 Conceptual diagrams of electric signal connections
Upper-side equipment
Lower-side equipment
This system