MSR 规格说明书.pdf - 第25页
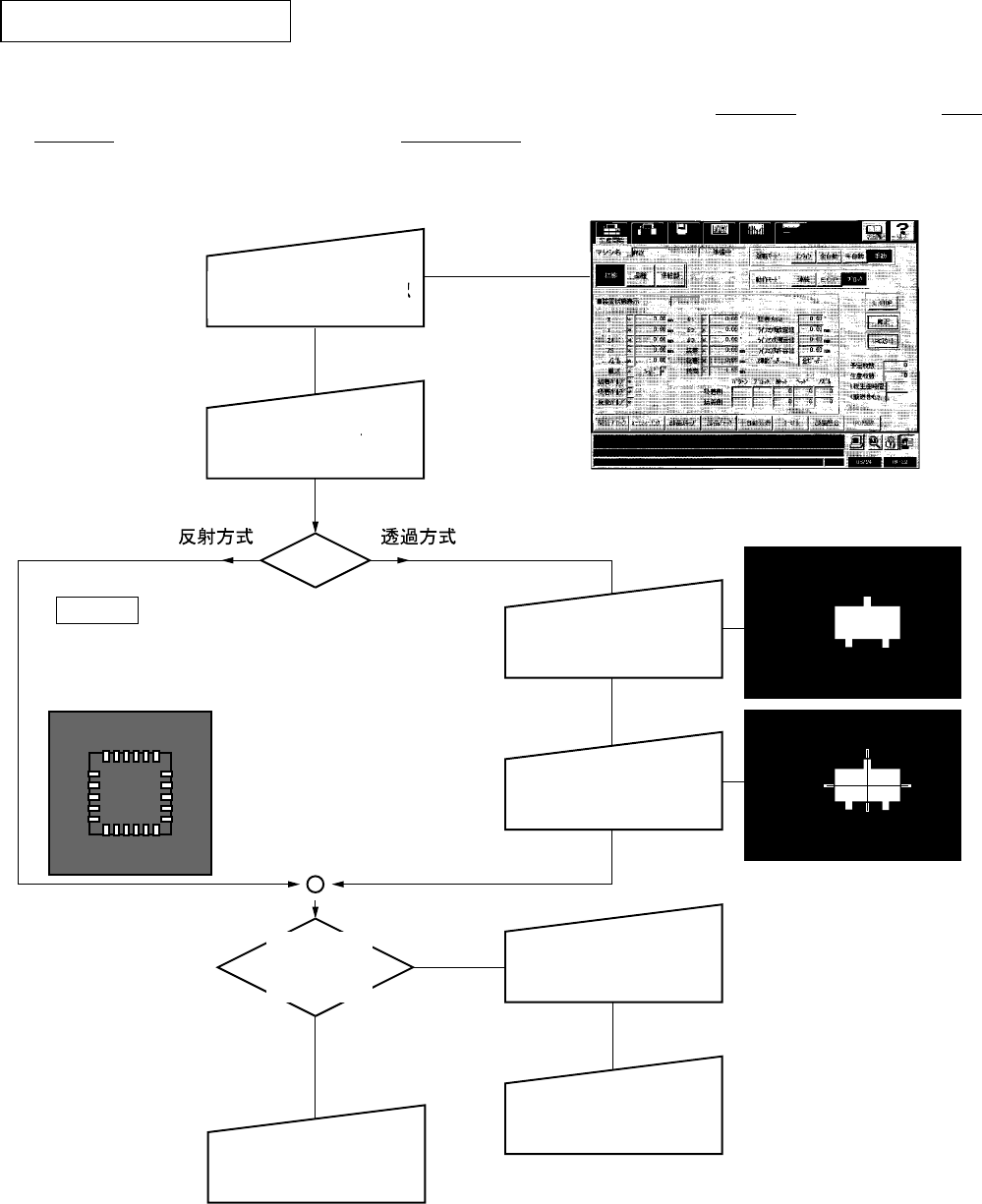
- 19 - MSR 2001.4.1 7. 视觉识别的顺序 视觉识别的顺序 视觉识别的顺序 视觉识别的顺序 MSR 为了实现高精度贴装 , 通过视觉识别进行位置矫正。 有矫正元件贴装位置的元件识别 , 矫正基板位置的基板 标志识别 , 和为了发现没有贴装必要基板的不良标志识别 。下面围绕元件识别的顺序进行说明。 2 2 2 2 OK NO YES 元件数据库的确认 元件数据库的确认 元件数据库的确认 元件数据库的确认 触击示教 触击示…
- 18 -
MSR 2001.4.1
(2)
基板标志
(
基板标志
,
个别标志
)
因为基板识别摄相机的视野范围是
□
7.2mm,
所以基板标志必须在其范围内。
(
标志尺寸的确认允许值在
±20%
以内
)
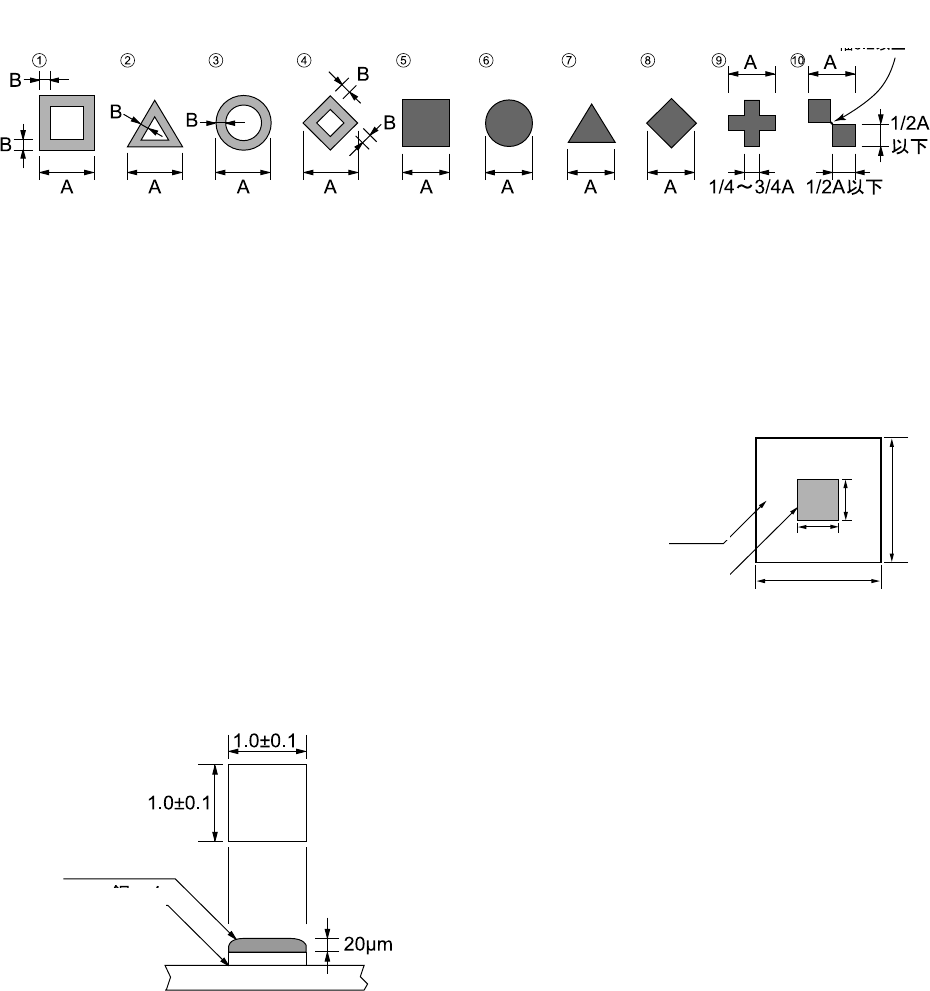
1)
形状:
正方形
,
圆形
,
正三角形
,
菱形
,
十字形
,
方格形
.
A
尺寸
(0.8
∼
2mm)
、
B
尺寸
(0.2mm
以上
)
2)
处理
:
a.
镀铜
(
中间不抽空也可
)
b.
覆盖焊膏
(
由于焊膏的形状
,
有时不易识别
)
3)
注意
:
a.
在标志数据库设定的范围内
,
不要设计防焊膜和图形。
b.
陶瓷基板
,
请另行商谈。
推荐的标志和范围尺寸
3
1
3
1
4)
推荐标志
边为
1.0mm
的正方形
(
中间不抽空
)
(
注
) 1.
推荐标志是边长
1.0mm
的正方形
,
公差为
±0.1mm
。
2.
施行焊膏覆盖时
,
焊膏的涂抹厚度要均匀
,
表面
要平坦。
3.
焊膏涂抹厚度要在
20µm
以下。
4.
标志角的
R
≦
0.2mm
。
5.
标志表面不要像镜面那样光滑。
※
因为还有其它可能的情况,请商谈。
范围
范围范围
范围
标志
标志标志
标志
焊膏覆盖
焊膏覆盖焊膏覆盖
焊膏覆盖
镀铜
镀铜镀铜
镀铜
连接的情况
连接的情况连接的情况
连接的情况
- 19 -
MSR 2001.4.1
7. 视觉识别的顺序
视觉识别的顺序视觉识别的顺序
视觉识别的顺序
MSR
为了实现高精度贴装
,
通过视觉识别进行位置矫正。有矫正元件贴装位置的元件识别
,
矫正基板位置的基板
标志识别
,
和为了发现没有贴装必要基板的不良标志识别
。下面围绕元件识别的顺序进行说明。
2
2
2
2
OK
NO
YES
元件数据库的确认
元件数据库的确认元件数据库的确认
元件数据库的确认
触击示教
触击示教触击示教
触击示教
根据元件进行转换
根据元件进行转换根据元件进行转换
根据元件进行转换
2值化水平的确认
值化水平的确认值化水平的确认
值化水平的确认,调整
调整调整
调整
识别的表示方法的确认
识别的表示方法的确认识别的表示方法的确认
识别的表示方法的确认
2值画像的表示
值画像的表示值画像的表示
值画像的表示
决定
决定决定
决定2值化水平
值化水平值化水平
值化水平
2值化水平设定终了
值化水平设定终了值化水平设定终了
值化水平设定终了
识别方式
识别方式识别方式
识别方式
识别方式
识别方式识别方式
识别方式
OK?
触击设定终了
触击设定终了触击设定终了
触击设定终了
触击数据变更
触击数据变更触击数据变更
触击数据变更
触击示教功能
触击示教功能触击示教功能
触击示教功能
- 20 -
MSR 2001.4.1
8. 共同规格
共同规格共同规格
共同规格
8.1 编程功能
编程功能编程功能
编程功能
(1) 自动恢复功能
发生吸着错误时,在设定次数内恢复吸着功能。
<插入恢复功能>
实行NC数据过程中,实行插入恢复功能。
<EOP恢复功能>
实行NC数据一个周期终了后,只恢复断档元件的部分。
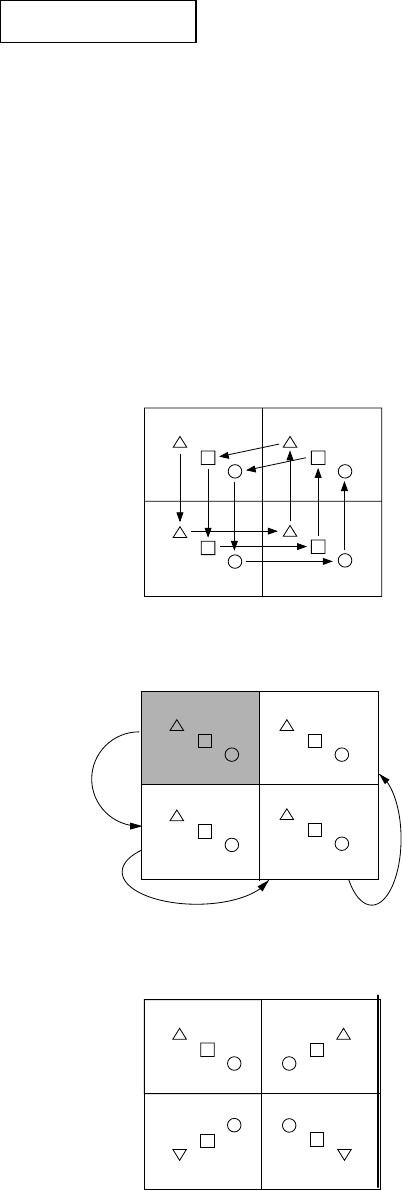
(2) 逐点复制程序
拼版基板的情况下,顺序贴装同一位置元件的程序。
(3) 图形复制程序
拼版基板的情况下,一个图形设定后,其它位置也以同样图形进行贴装的程序。
(4) 极坐标变换程序
拼版基板的情况下,一个图形设定后, 其它位置将图形回转90°、180°、270°后进行贴装的程序。