CN_Nordson_EFD_E_Series_Operating_Manual.pdf - 第37页
E系列自动点胶系统 37 www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信 EFD 在全球范围内销售专业点胶系统并提供技术支持服务 设置系统参数(续) 设置系统参数(续) 点对点弧跳 点对点弧跳 点到点弧跳即针头在点胶点之间的移动。默认值是向上、横向及向下。运动轨迹可为弧形,这样可减少程序循环时间。 基于Z轴净空,针头上下移动的距离。 # # 按键 按键 步…
E系列自动点胶系统
36
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
设置系统参数(续)设置系统参数(续)
移动加速移动加速
移动加速即按下“加速”按钮后,平台的加速方式(适用于教导模式下的程序创建)。
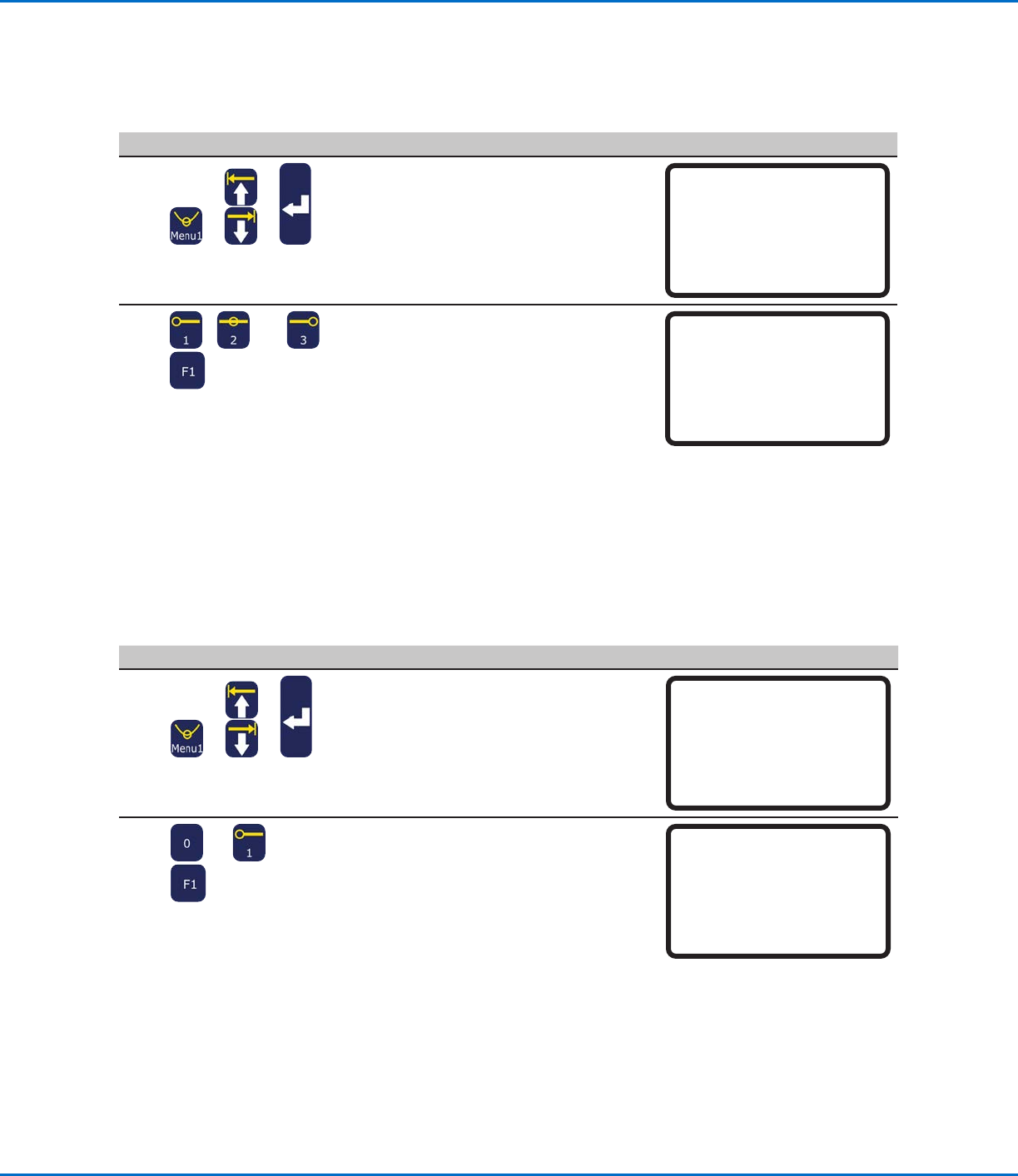
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
1
> > > >
· 按下MENU 1。
· 上下移动光标到JOG ACCELERATION。
· 按ENTER。
[MENU 1] 1/2
01 Group Edit
02 Ex. Step & Repeat
03 Program Name
04 Axis Limit
05 Initialize Output
06*Jog Acceleration
07 Teach Move Z Clearance
2
, , , 或 , 或 > >
· 按下1 HIGH,2 MEDIUM,或3 LOW。
· 按下F1保存并退出。
Jog Acceleration
------------------------------
1 High
2 Medium
3 Low
Select: _
[F1] OK
Z轴向移动教导的空隙(教导模式下针头的抬起高度)Z轴向移动教导的空隙(教导模式下针头的抬起高度)
测试程序时,限制针头在点胶点之间移动过程中的抬起高度,以节省时间。可通过设定教导模式移动中的Z轴净空来实
现。此设置只有在系统处于教导模式下时才生效。
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
1
> > > >
· 按下MENU 1。
· 上下移动光标到TEACH MOVE
Z CLEARANCE。
· 按ENTER。
[MENU 1] 1/2
01 Group Edit
02 Ex. Step & Repeat
03 Program Name
04 Axis Limit
05 Initialize Output
06 Jog Acceleration
07*Teach Move Z Clearance
2
或 或 > xx > > xx >
· 按下0(关闭)或1(开启)键,以打开
或关闭教导模式移动的Z轴净空功能。
· 按下数字键,输入最大Z轴抬起高度。
· 按下F1(确认)以执行保存或退出功
能。
当开启教导模式移动的Z轴净空功能
时,针头的抬起高度不可超过教导模
式平台在点胶点之间移动时的Z轴抬起
高度。
当关闭教导模式移动的Z轴净空功能
时,系统会忽略Z轴抬起高度的设定。
范围:0到Z轴的行程限制
Teach Move Z Clearance
------------------------------
Off(0)/On(1): 1
Z Lift Height: 23 mm
[F1] OK
E系列自动点胶系统
37
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
设置系统参数(续)设置系统参数(续)
点对点弧跳点对点弧跳
点到点弧跳即针头在点胶点之间的移动。默认值是向上、横向及向下。运动轨迹可为弧形,这样可减少程序循环时间。
基于Z轴净空,针头上下移动的距离。
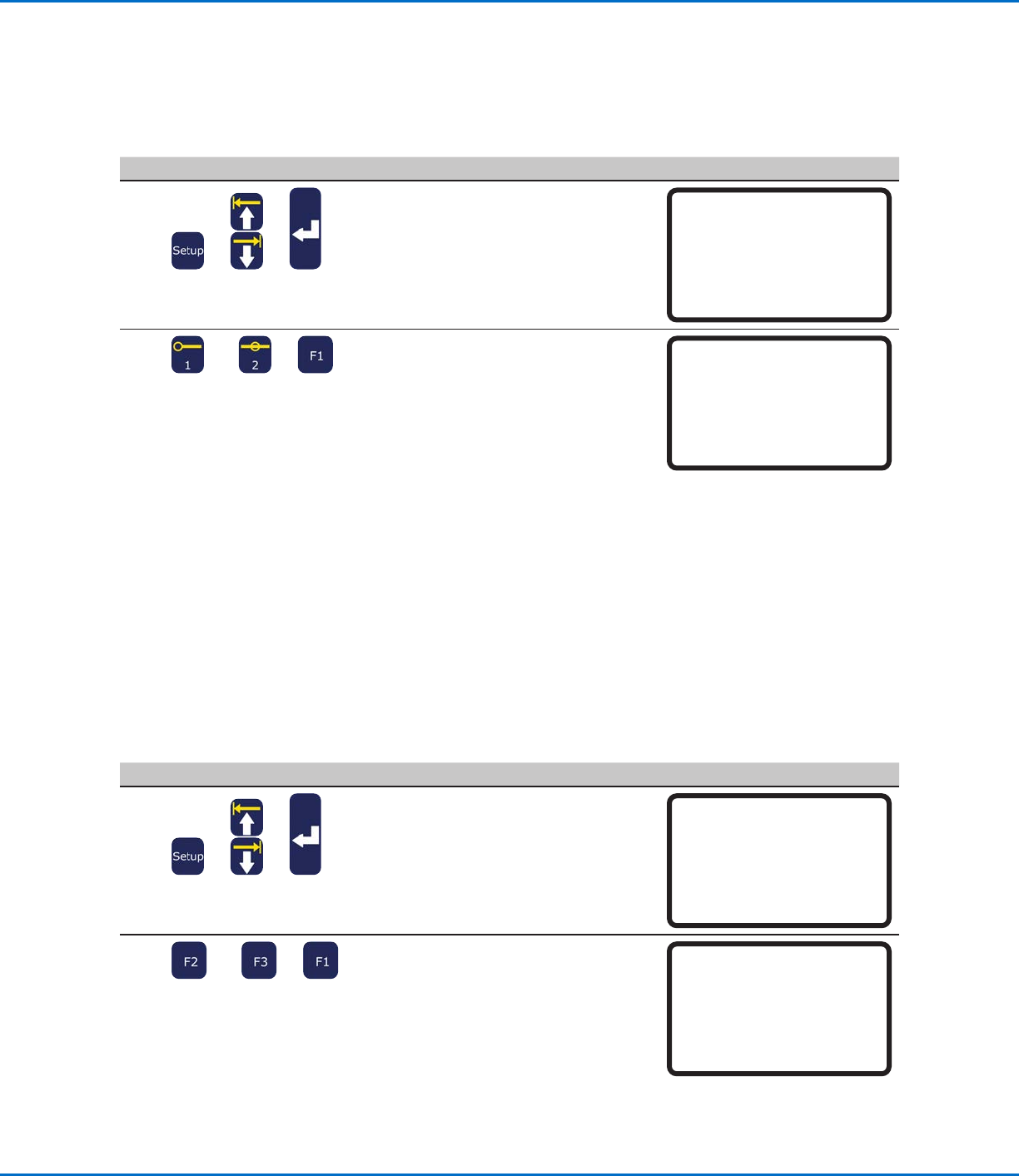
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
1
> >
· 按下SETUP。
· 上下移动光标至POINT TO POINT ARC
JUMP。
· 按ENTER。
[SETUP] 1/3
01 XY Move Speed
02 Z Move Speed
03*Point to Point Arc Jump
04 Park Position
05 Calibration Point
06 Mark Points
07 Program Output Status
2
或 >
· 按下1 ENABLE使针头进入弧线运动。
· 按下2 DISABLE使针头上下或横向运动。
· 按下F1保存并退出。
Point to Point Arc Jump
Disable
------------------------------
1 Enable
2 Disable
Select: _
[F1] OK
停驻位置停驻位置
停驻位置即下列情况时针头将移至的位置的XYZ坐标:
· 程序包含停驻位置指令。
· 程序暂停(已按下“Start”按钮,暂停状态设定为停驻位置)。
· 点胶循环的末尾。
注:注:当按下EMERGENCY STOP按钮,平台自动回到初始位置(0,0,0)。
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
1
> >
· 按下SETUP。
· 上下移动光标至PARK POSITION停驻位
置。
· 按ENTER。
[SETUP] 1/3
01 XY Move Speed
02 Z Move Speed
03 Point to Point Arc Jump
04*Park Position
05 Calibration Point
06 Mark Points
07 Program Output Status
2
或 >
· 如需把针头移动到目前的停驻位置,按
F2键。
· 如需改变停驻位置,按F3键,把针头移
动到所需要的停驻位置,再按F1键。
· 按下F1保存并退出。
Park Position
------------------------------
X: 000.00 mm
Y: 000.00 mm
Z: 000.00 mm
[F1] OK [F2] Move [F3] Jog
E系列自动点胶系统
38
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
设置系统参数(续)设置系统参数(续)
暂停状态(针头暂停位置)暂停状态(针头暂停位置)
按下平台前端的“启动”按钮时,系统将停止点胶作业,针头将停在当前位置,或按照暂停状态的设定进行移动。
注:注:若点胶器运行时系统暂停,可能会损坏点胶图样的完整性。
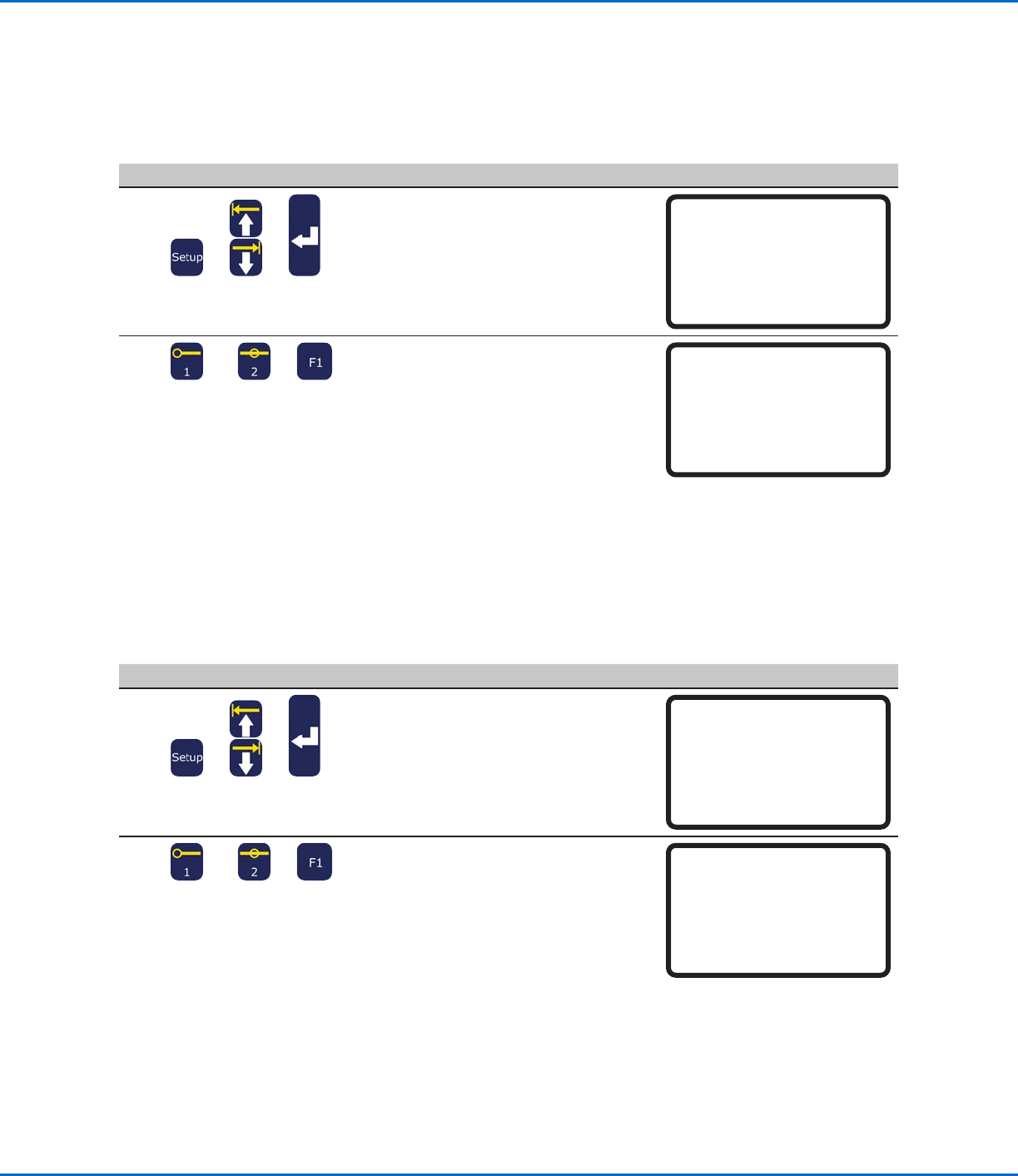
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
1
> >
· 按下SETUP。
· 上下移动光标到PAUSE STATUS。
· 按ENTER。
[SETUP] 2/3
08*Pause Status
09 Auto Purge
10 Pre-cycle Initialize
11 Pre-dispense Wait Time
12 Default Dispense Port
13 Needle Detect Setup
14 Run Limit
2
或 >
· 按下1 PARK POSITION来指示针头移动到
停驻位置。
· 按下2 STAND来指示针头停止在下一个设
定好的位置。
· 按下F1保存并退出。
Pause Status
Park Position
------------------------------
1 Park Position
2 Stand
Select: _
[F1] OK
循环前的初始化(自动初始化)循环前的初始化(自动初始化)
若循环前,需要进行初始化操作,相邻的两次点胶循环作业之间,系统会将针头移至初始位置,来实现初始化操作。
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
1
> >
· 按下SETUP。
· 上下移动光标至PRE-CYCLE
INITIALIZE。
· 按ENTER。
[SETUP] 2/3
08 Pause Status
09 Auto Purge
10*Pre-cycle Initialize
11 Pre-dispense Wait Time
12 Default Dispense Port
13 Needle Detect Setup
14 Run Limit
2
或 >
· 按下1 ENABLE来启动点胶循环。
· 按下2 DISABLE无需初始化操作相邻的两
次点胶循环作业。
· 按下F1保存并退出。
Pre-cycle Initialize
Disable
------------------------------
1 Enable
2 Disable
Select: _
[F1] OK