CN_Nordson_EFD_E_Series_Operating_Manual.pdf - 第90页
E系列自动点胶系统 90 www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信 EFD 在全球范围内销售专业点胶系统并提供技术支持服务 输入/输出连接举例 输入/输出连接举例 用户可以使用平台背面的输入/输出端口和外接控制端口,连接各种输入和输出。系统会随附一个备用连接器。下面的 示意图为平台输入/输出连接的典型示例。 输入 输入 针脚25 PLC输出(+24V…
E系列自动点胶系统
89
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
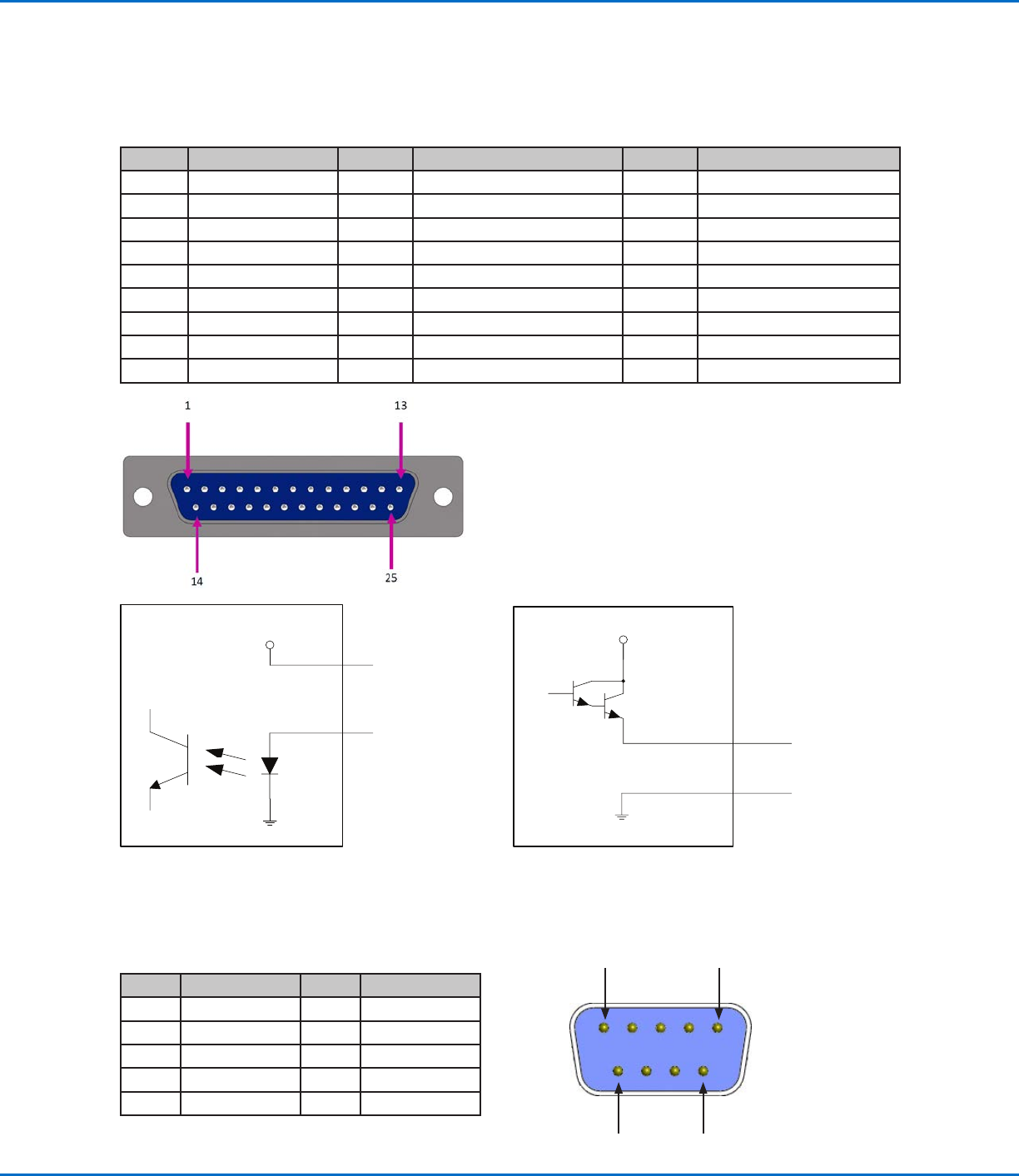
I / O端口I / O端口
注意:注意:
· 输出电源为125mA。
· 免费的+24 VDC输出为3.0 Amp。
针脚针脚 描述描述 针脚针脚 描述描述 针脚针脚 描述描述
1 输入1 10 未连接 19 输出6
2 输入2 11 接地 20 输出7
3 输入3 12 接地 21 输出8
4 输入4 13 接地 22 未连接
5 输入5 14 输出1 23 未连接
6 输入6 15 输出2 24 +24VDC
7 输入7 16 输出3 25 +24VDC
8 输入8 17 输出4
9 未连接 18 输出5
1 5
6 9
RS-232端口(远距离通信)RS-232端口(远距离通信)
注:注:参考第115页上的“附录B,RS-232通讯协议”建立远程通信。
针脚针脚 描述描述 针脚针脚 描述描述
1 N/C 6 N/C
2 RX 7 N/C
3 TX 8 N/C
4 N/C 9 N/C
5 接地
输入原理图 输出原理图
针脚25
输入X
+24V
输出X
针脚13
+24V
E系列自动点胶系统
90
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
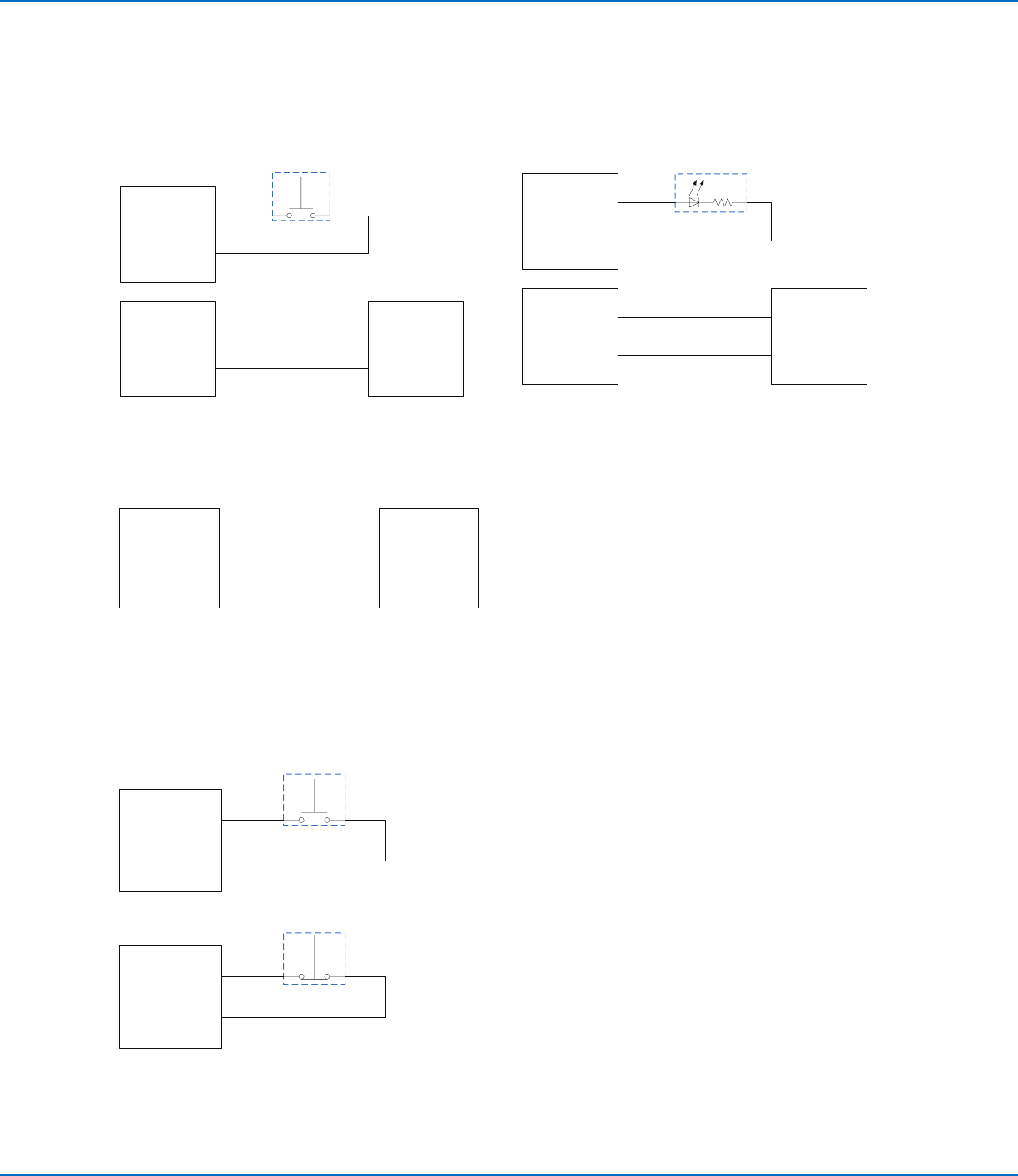
输入/输出连接举例输入/输出连接举例
用户可以使用平台背面的输入/输出端口和外接控制端口,连接各种输入和输出。系统会随附一个备用连接器。下面的
示意图为平台输入/输出连接的典型示例。
输入输入
针脚25
PLC输出(+24V)
可编程逻
辑控制器
(PLC)
SW1
平台I/O 端
+24VDC
平台I/O 端
针脚2
针脚2
针脚11
接地
针脚1
针脚1
PLC接地
由平台驱动的外部设备由平台驱动的外部设备
针脚24
设备
平台I/O 端
+24VDC
针脚11
接地
免费的+24 VDC输出为3.0 Amp。
启动和紧急停止连接至外接控制启动和紧急停止连接至外接控制
针脚2
急停
启动信号
外接控制端口
针脚7
紧急停止
针脚1
接地
外接控制端口
SW1
针脚6
紧急停止
输出输出
针脚14
+24V 输
设备
LED 1
平台I/O 端
输出1
平台I/O 端
针脚15
输出2
针脚11
接地
针脚11
接地
接地
输出电源为125mA。
E系列自动点胶系统
91
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
附录A,类型菜单参考附录A,类型菜单参考
本附录包含类型菜单下的所有设置及点胶指令的详细信息。指令的数字排列顺序与其在类型菜单下的相同。
下列规则适用于所有的指令:
· 指令在被另一个指令代替前将一直有效。
· 指令设置优先于系统设置。
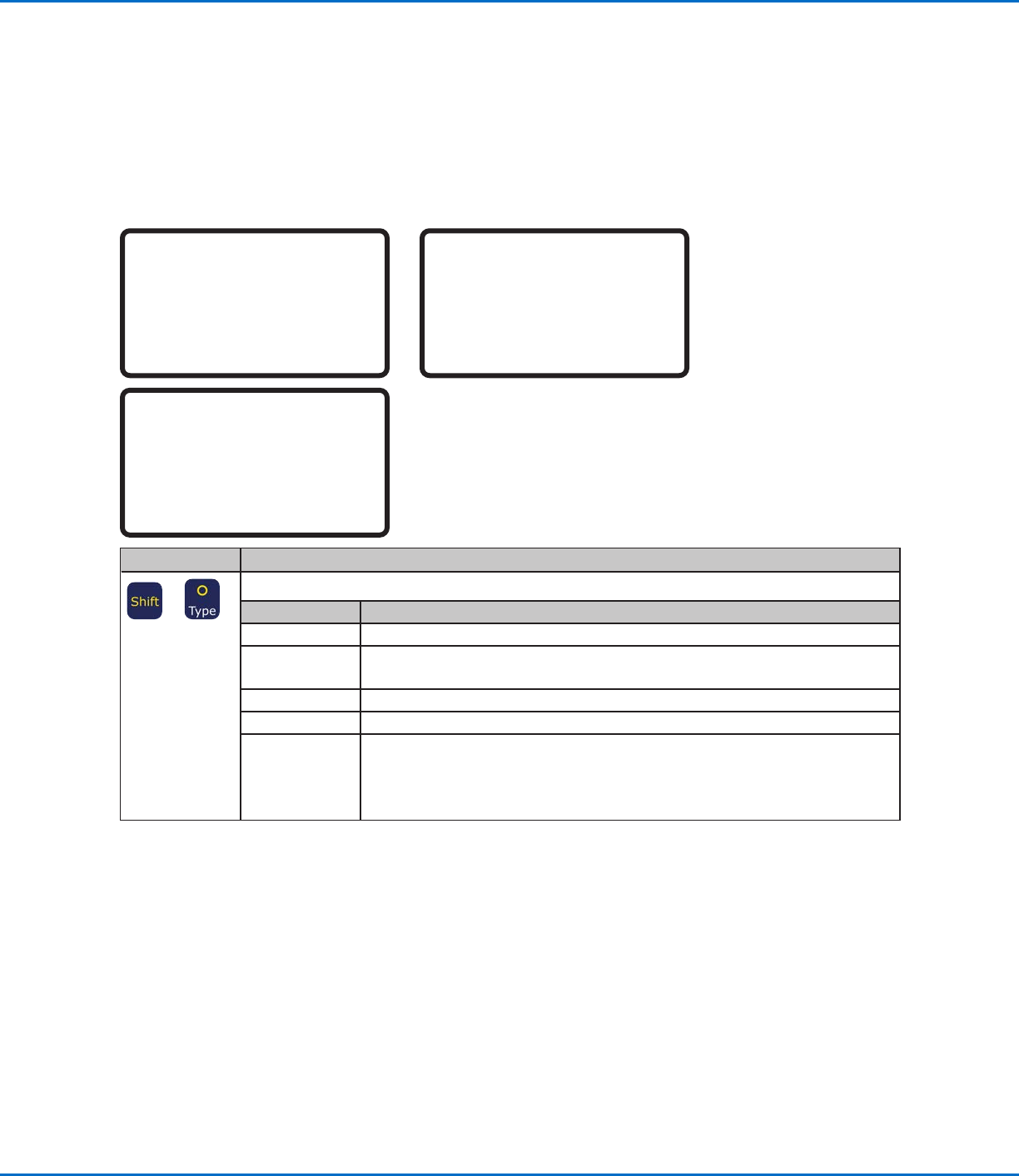
01 点胶点01 点胶点
Dispense Dot 1/3
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
[F1] OK [F2] Next [F3] Current
Dispense Dot 2/3
------------------------------
Dispense Time: 0.100 s
Dwell Time: 0.00 s
[F1] OK [F2] Next
Dispense Dot 3/3
------------------------------
Retract Distance: 100.00 mm
Retract Low: 10.0 mm/s
Retract High: 10.0 mm/s
[F1] OK [F2] Next
按键按键 功能功能
>
将当前XYZ位置记录为一个点胶点。
参数 描述
点胶时间 点胶机信号已启动ON的时间段。范围:0.001–1000.0(s)
停留时间 点胶结束时,在针头移至下一点之前,为均衡压力而产生的延时。
范围:0.01–1000.0(s)
缩进距离 点胶之后,针头提升的距离。
缩进距离低 点胶之后,针头的提升速度。范围: 0–200(mm/s)
缩进距离高 针头以“缩进距离低”中设定的速度提升了“缩进距离”中设定的缩进距离量之后,针头
按照此项设置中的速度(mm / 秒)继续抬升至Z轴净空高度。设置Z轴净空高度是为了提升
针头至足够高度,避免在移至下一点的途中遇到任何障碍物。查阅第103页上的“13 Z轴
净空高度”。
范围: 30–200(mm/s)