CN_Nordson_EFD_E_Series_Operating_Manual.pdf - 第93页
E系列自动点胶系统 93 www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信 EFD 在全球范围内销售专业点胶系统并提供技术支持服务 04 圆弧点 04 圆弧点 Arc Point ------------------------------ X: 130.93 mm Y: 37.39 mm Z: 45.54 mm [F1] OK [F3] Current 按…
E系列自动点胶系统
92
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
02 线起始点02 线起始点
Line Start 1/2
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
[F1] OK [F2] Next [F3] Current
Line Start 2/2
------------------------------
Line Speed: 10.0 mm/s
Pre-move Delay: 0.00 s
Settling Distance: 0.00 mm
Dispenser Off(0)/On(1): 1
[F1] OK [F2] Next
按键按键 功能功能
>
将当前的XYZ位置记录为一个用于划线点胶的线起始点点。
参数 描述
队列速度 程序中指令插入位置的点胶针头的行进速度,优先于系统默认的队列速度设置。
范围: 0–500(mm/s)
移动前延迟 移动前点胶机在一条线起始点点处保持打开的时长。此延时可防止针头在流体流动之前沿
队列发生移动。
范围: 0–100(s)
设置距离 点胶机开启前,平台离开线起始点点的移动距离。此距离为平台提供足够的提速时间,主
要为了防止在线起始点处堆积过量的流体。
范围: 0–100(mm)
点胶机关闭(0)
/ 开启(1)
在当前地址关闭(0)或打开(1)胶阀。
03 线经过点03 线经过点
Line Passing 1/2
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
[F1] OK [F2] Next [F3] Current
Line Passing 2/2
------------------------------
Line Speed: 10.0 mm/s
Node Time: 0.001 s
Dispenser Off(0)/On(1): 1
[F1] OK [F2] Next
按键按键 功能功能
>
将当前XYZ位置记录为一个队列经过点。它指的是队列中点胶针头方向改变的位置,如矩形转角。
注:注:“圆弧中点”指令的前 / 后,还需使用“线经过点点”指令。
参数 描述
队列速度 程序中指令插入位置的点胶针头的行进速度优先于系统默认的队列速度设置。
范围: 0–500(mm/s)
节点时间 只在“线经过点”指令执行时产生的延时。点胶针头经过队列经过点并在队列经过点处等
待一定时间(在点胶机被激活的情况下)。
范围: 0–100(s)
点胶机关闭(0)
/ 开启(1)
在当前地址关闭(0)或打开(1)胶阀。
附录A,类型菜单参考(续)附录A,类型菜单参考(续)
E系列自动点胶系统
93
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
04 圆弧点04 圆弧点
Arc Point
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
[F1] OK [F3] Current
按键按键 功能功能
>
将当前XYZ位置记录为一个圆弧中点。沿弧线或划圆路径进行圆弧中点点胶。
附录A,类型菜单参考(续)附录A,类型菜单参考(续)
05 线结束点05 线结束点
Line End 1/4
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
[F1] OK [F2] Next [F3] Current
Line End 2/4
------------------------------
Shutoff Distance: 0.00 mm
Shutoff Delay: 0.00 s
Dwell Time: 0.00 s
[F1] OK [F2] Next
Line End 3/4
------------------------------
Backtrack Length: 0.00 mm
Backtrack Gap: 0.00 mm
Backtrack Speed: 10.0 mm/s
Type 0| 1\ 2] 3/ 4[: 0
[F1] OK [F2] Next
按键按键 功能功能
>
将当前XYZ位置记录为一个线结束点点。
参数 描述
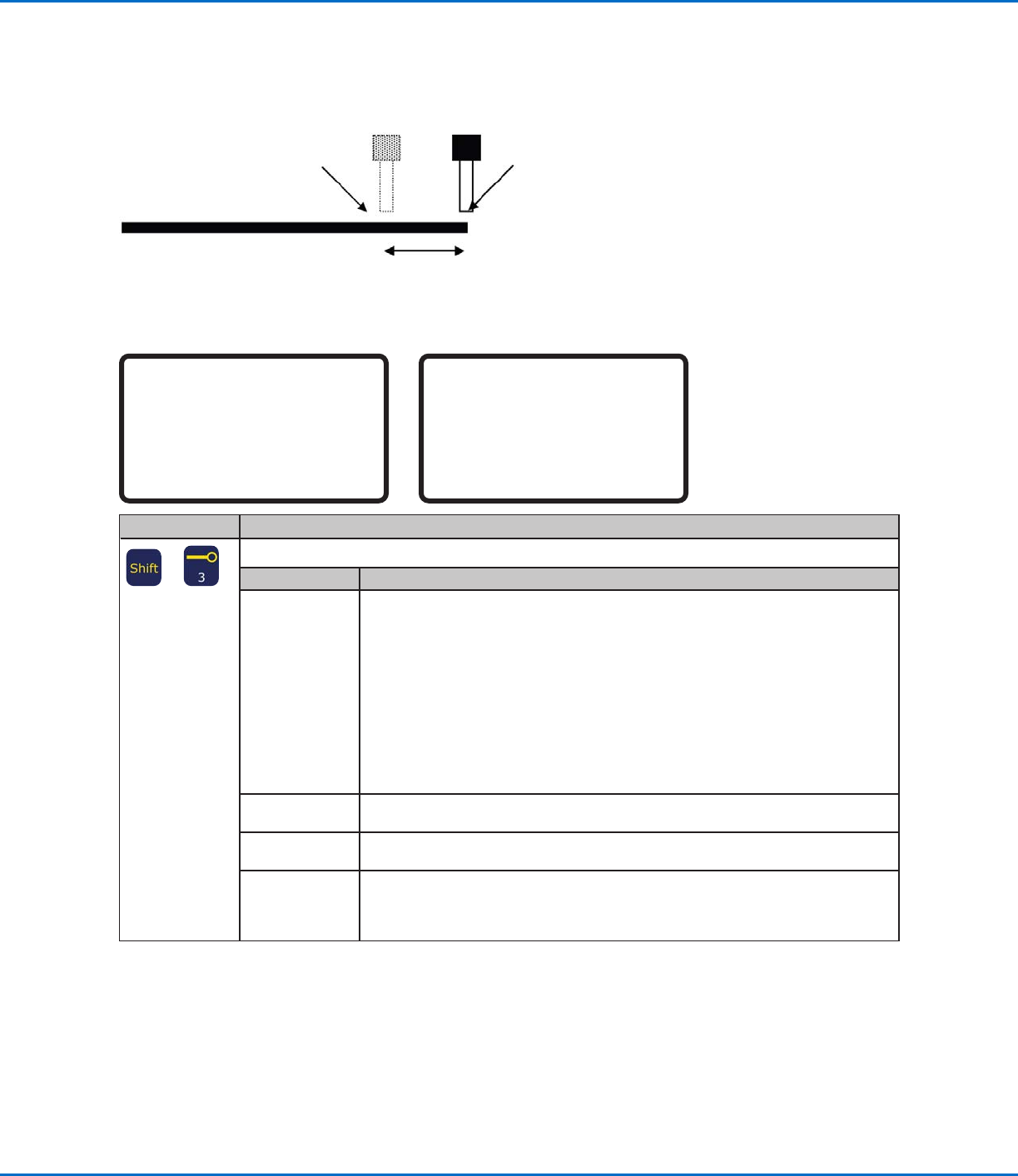
关机距离 为防止队列结束点处堆积过量流体,点胶机关机点距线结束点点的距离(如下图所示)。
范围: 0–100(s)
关机延迟 点胶机在队列结束点处停止后保持打开的时长。
范围: 0–100(s)
停留时间 点胶机关机后,线结束点点的延迟时间。这一延时可在针头移至下一节点之前均衡压力。
范围: 0–1000(s)
返回长度 点胶针头朝远离线结束点点方向移动的距离。
范围: 0–100(mm)
返回高度 点胶针头离开线结束点点时抬升的距离。此值必须小于该点的Z轴净空高度。
范围: 0–100(mm)
返回速度 点胶针头的缩进速度。
范围: 0.1–200(mm/s)
转下页
E系列自动点胶系统
94
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
05 线结束点(续)05 线结束点(续)
关机距离
针头继续移动至线结束点处点胶机在此处关闭
关机距离参数说明
Line End 3/4
------------------------------
Backtrack Length: 0.00 mm
Backtrack Gap: 0.00 mm
Backtrack Speed: 10.0 mm/s
Type 0| 1\ 2] 3/ 4[: 0
[F1] OK [F2] Next
Line End 4/4
------------------------------
Retract Distance: 0.00 mm
Retract Low: 20.0 mm/s
Retract High: 80.0 mm/s
[F1] OK [F2] Next
按键按键 功能功能
>
查阅前页。
参数参数 描述描述
类型 参考第95页上的“缩进设置参数的示例”。
0(正常) 点胶针头垂直向上移动至缩进空隙的高度。
1(向后) 点胶针头以一定角度向后移动,移动距离及高度依照“缩进长度”
及“缩进空隙”中设定的值。
2(曲折式向后) 点胶针头向上移动,再向后移动,移动距离及高度依照“缩进长度”
及“缩进空隙”中设定的值。
3(向前) 点胶针头以一定角度向前移动,移动距离及高度依照“缩进长度”
及“缩进空隙”中设定的值。
4(曲折式向前) 点胶针头向上移动,再向前移动,移动距离及高度依照“缩进长度”
及“缩进空隙”中设定的值。
缩进距离 点胶之后,针头提升的距离。
范围: 0–50(mm)
缩进距离低 点胶之后,针头的提升速度。
范围: 0–200(mm/s)
缩进距离高 针头以“缩进距离低”中设定的速度抬升“缩进距离”中设定的缩进距离量之后,针头按
照此项设置中的速度继续抬升至Z轴净空高度。设置Z轴净空高度是为了提升针头至足够高
度,避免在移至下一点的途中遇到任何障碍物。查阅第103页上的“13 Z轴净空高度”。
范围: 30–200(mm/s)
附录A,类型菜单参考(续)附录A,类型菜单参考(续)