NXT II 規格說明書.pdf - 第12页
- 9 - 項 目 OF ※ 21 GL ※ 20 吸嘴數 / 點膠針數 吸嘴 or 機械爪 1 1 <標準相機> ※ 19 1608 ~ □ 74(32 × 180) 零件尺寸 <側光相機> ※ 19 1608 ~ □ 35(35 × 150) 零件高度 25.4mm( 含引腳 ) 引腳長度 6.0mm 先行置件高度 ( 上面 ) ※ 23 25.4mm 0mm (Z:4mm) 0mm(Z:6mm) 3mm(Z:8mm) 7m…
- 8 -
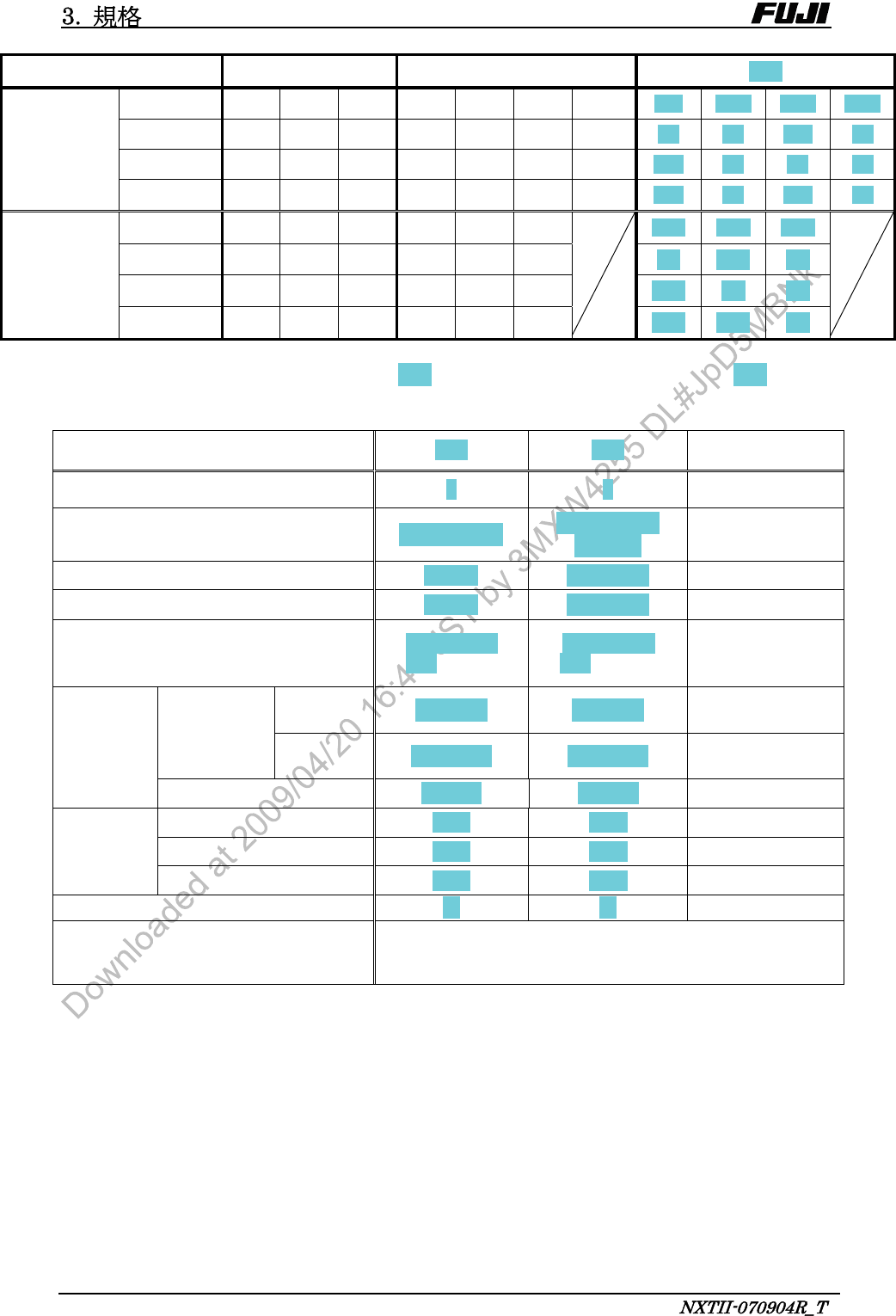
項 目
H12HS[H12S] H08 H04
零件尺寸
~
□
1.9 ~
□
2.8 ~
□
5 ~
□
2.4 ~
□
3.6 ~
□
6.5 ~
□
7.5 ~
□
9 ~
□
14 ~
□
26 ~
□
32
最小間距
0.4 0.5 0.65 0.4 0.5 0.65 0.9 0.4 0.5 0.65 0.9
最小寬度
0.17 0.2 0.3 0.17 0.2 0.3 0.4 0.17 0.2 0.3 0.4
引腳零件
※
7
※零件尺寸中
包括引腳
最小間隔
0.23 0.3 0.35 0.23 0.3 0.35 0.5 0.23 0.3 0.35 0.5
零件尺寸
~
□
2.7
~
□
3.8
~
□
5
~
□
3.4 ~
□
4.8
~
□
7.5
~
□
13
~
□
19
~
□
32
最小間距
0.5 0.65 1.0 0.5 0.65 1.0 0.5 0.65 1.0
最小寬度
0.25 0.3 0.5 0.25 0.3 0.5 0.25 0.3 0.5
錫球零件
※
7
最小間隔
0.25 0.35 0.5 0.25 0.35 0.5
0.25 0.35 0.5
單位:mm
※7 錫球零件規格(H12HS[H12S]/H08/H04)、引腳零件規格(H12HS[H12S]/H08/H04)會根據
零件尺寸發生變化。(條件是根據 PAM 的手動修正。)
項 目
G04 H02 H01
吸嘴數
4 2 1
零件尺寸
0402~
□
15
※
13
1608~
□
74
※
10
(32×180)
1608~
□
74
(32×180)
零件高度
6.5mm
25.4mm
※
11
25.4mm
先行置件高度(上面)
6.5mm
25.4mm
※
11
25.4mm
零件包裝
料帶、料盤、
管裝
料帶、料盤、
管裝
料帶,料盤,
管裝
Cpk≧1.00
±0.030
※
14
±0.030
※
14
±0.030
※
14
±0.050
※
12
M3 II,M6 II
※
8
Cpk≧1.33
±0.040
※
14
±0.040
※
14
±0.040
※
14
±0.066
※
12
置件精度
(帶引腳零件)
M6 IISP
※
15
(3σ)
±0.010 ±0.010 ±0.010
M3 II 6800 5600 4200
M6 II 6800 5600 4200
產能
※
9
CPH
(chip/hour)
M6 IISP 6200 4700 3500
吸嘴更換 ○ ○ ○
引腳零件
錫球零件
根據零件相機規格。
請參照 4.5 相機單元(識別零件)。
※8 置件精度是在本公司條件下的測定結果。
※9 產能的數值是在本公司條件下的測定結果。
※10 在 2 吸嘴運用中能夠吸取的零件尺寸是 1608~□28(或者,零件對角長度 40mm 以下)。
※11 對於使用吸嘴吸取的零件,當零件高度 17.4mm<h≦25.4mm 時,需要短吸嘴。
對於使用機械夾頭處理的零件,當零件高度 21.5mm<h≦25.4mm 時,需要短機械夾頭。
此外,當零件高度 15.5mm<h≦21.5mm 時,根據情況需要短機械夾頭,請事先與本公司確認。
※12 使用側光相機時的規格。但是,在根據置件精度測定結果手動輸入修正量數值時,吸嘴的置件精
度為±0.030mm(Cpk≧1.00)
※13 進行 4 個零件的成批影像取入時,到□13 為止。
※14 使用高分辨率相機或 P03 零件相機時,在手動模式輸入修正量數值時的置件精度。
※15 是在本公司規定精度測定條件下的置件精度。
- 9 -
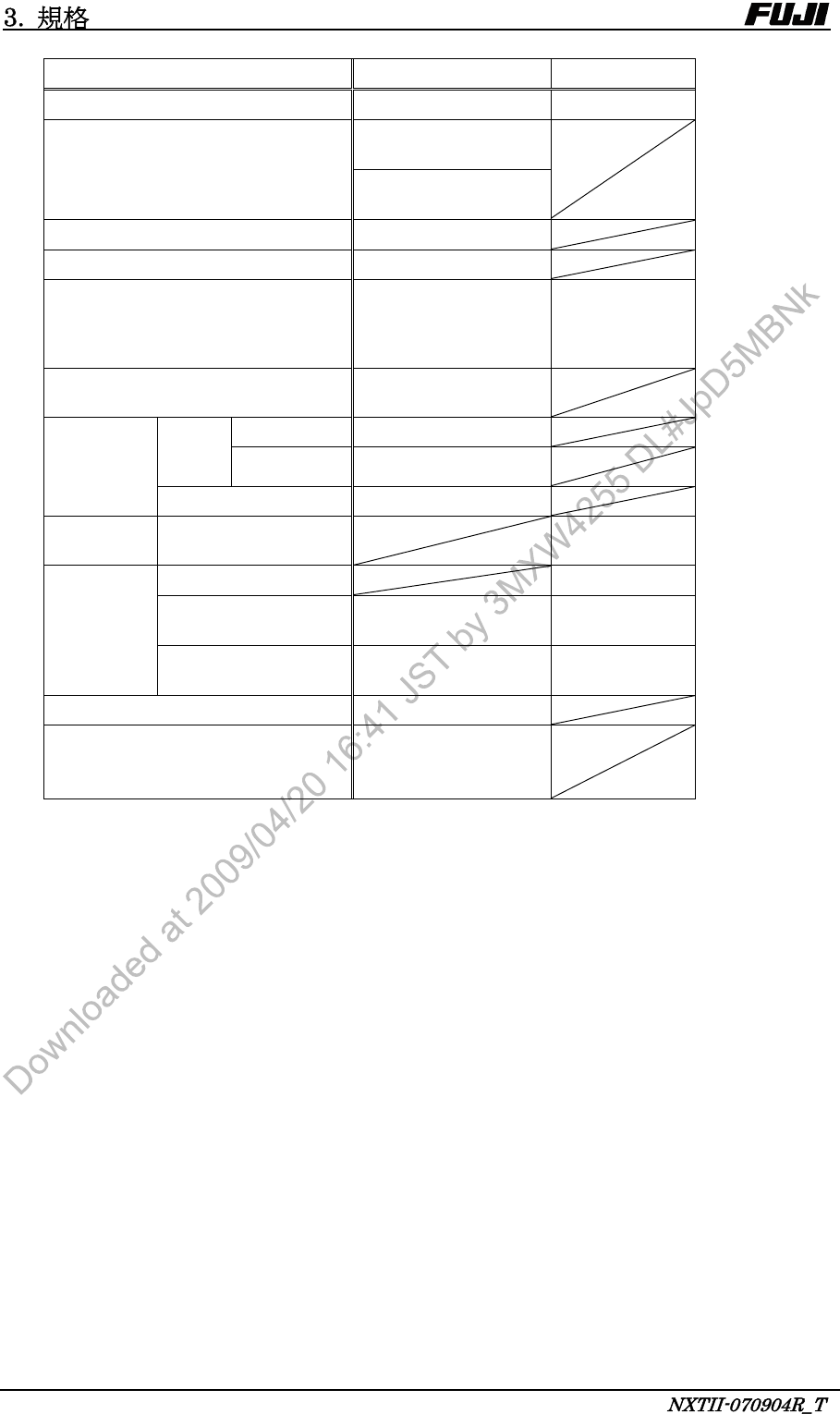
項 目
OF
※
21
GL
※
20
吸嘴數/點膠針數 吸嘴 or 機械爪 1
1
<標準相機>
※
19
1608~
□
74(32×180)
零件尺寸
<側光相機>
※
19
1608~
□
35(35×150)
零件高度
25.4mm(含引腳)
引腳長度
6.0mm
先行置件高度(上面)
※
23
25.4mm
0mm (Z:4mm)
0mm(Z:6mm)
3mm(Z:8mm)
7mm(Z:12mm)
零件包裝
料帶、料盤、
管裝
Cpk≧1.00 ±0.050
※
22
M3 II
M6 II
※
16
Cpk≧1.33 ±0.066
置件精度
(帶引腳零件)
M6 IISP
※
24
(3σ) ±0.010
塗敷位置精
度
※
17
Cpk≧1.00
±0.100
M3 II 0.22sec/dot
M6 II
3000(前光/吸嘴)
2500(前光/機械爪)
↑
產能
※
18
CPH
(chip/hour)
M6 IISP
2800(前光/吸嘴)
2300(前光/機械爪)
↑
吸嘴更換 ○
引腳零件
錫球零件
根據零件相機規格。
請參照 4.5 相機單元
(識別零件)
。
※16 置件精度是在本公司條件下的測定結果。
※17 GL 工作頭的塗敷精度是在本公司條件下的測定結果。
※18 產能的數值是在本公司條件下的測定結果。
※19 使用機械爪時,零件尺寸的短邊在 31mm 以下。
※20 GL 工作頭搭載了膠著劑溫度控制功能、塗敷量補正功能。
安裝 GL 工作頭時還另外需要以下部件。
·吸嘴更換器蓋罩(選擇 M3 II 用 or M6 II,M6 IISP 用)
·零件相機蓋罩
·GCU(點膠檢查單元)
※21 OF 工作頭只能安裝在 M6 II/M6 IISP 模組上。
※22 在根據置件精度測定結果,手動輸入修正量數值時,吸嘴的置件精度為±0.030mm(Cpk≧1.00)。
置件精度和※15 一樣是在本公司條件下的測定結果。
※23 GL 工作頭的先行置件高度根據表格中括弧內 Z 軸行程而不同。
※24 是在本公司規定精度測定條件下的置件精度。
- 10 -
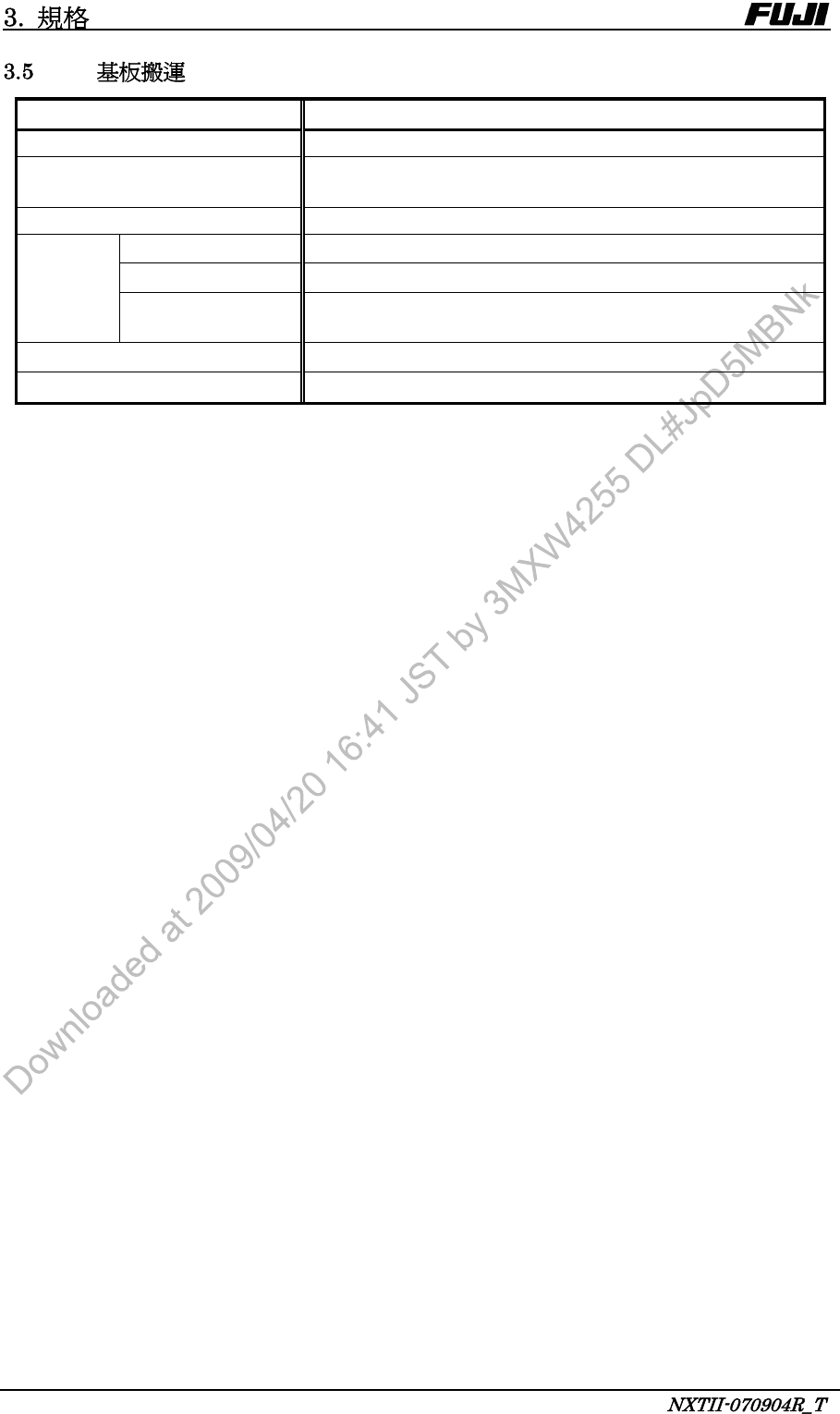
項 目 規 格
基板搬運方向 左→右,右→左
搬運高度
900
(+15,-5)
mm(950
(+15,-5)
mm)
搬運高度的規格可以在訂購機器時選擇。
搬運方式 傳送帶搬運
雙搬運軌道
連續稼動時 0 sec
※
1
M3 II 單搬運軌道 2.5sec(M3 II 各模組間搬運)
※
2
搬運時間
M6 II,M6 IISP
單搬運軌道
3.4sec(M6 II,M6 IISP 各模組間搬運)
※
2
最大搬運能力
MAX 1.5 kg(至 MAX 3kg 為止,可用滾輪搬運對應)
變更搬運軌道寬度 以面前一側為基準,使用馬達移動從屬側來變更軌道寬度。
※1 在使用基板停止位置補正功能時不是 0sec。
※2 是在本公司條件下的搬運時間。