NXT II 規格說明書.pdf - 第39页
- 36 - 通過與機器本體控制相獨立的軟體 形式提供。 通過該軟體對機器進行各種設定 。 並且強力支援機器的維 修保養 / 點檢等工程 作業。 NXT 輔助軟體主要具備以下功能: 資料管理功能 資料編輯功能 維修保養支援功能 ※ 需另外準備安裝 NXT 輔助軟體的 PC 。 ※ 安裝了此軟體的 PC 被稱為管理電腦 (Engineering Panel ) 。 FujiFlexa 是創建生產 Job 、進行…
- 35 -
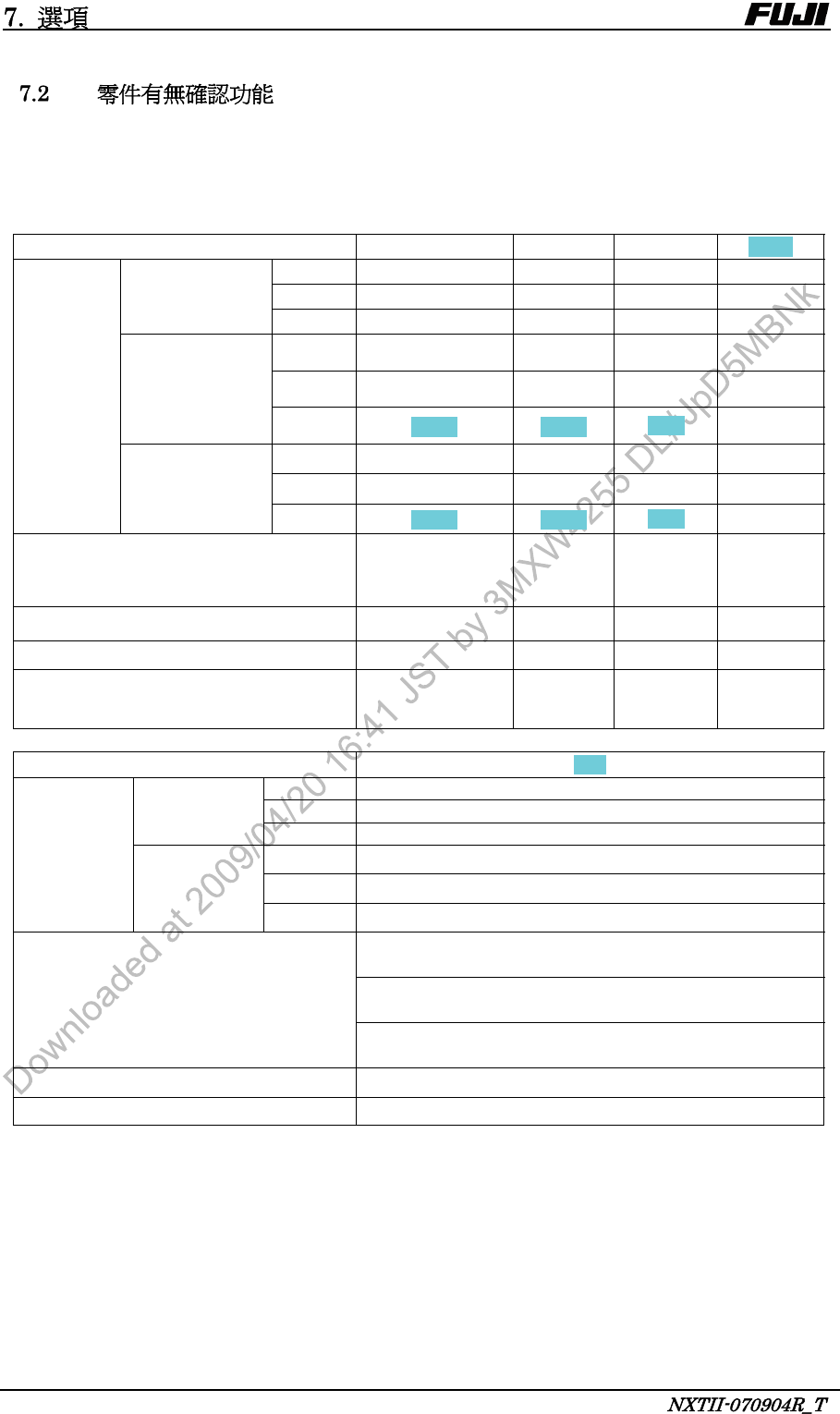
該功能可以在置件動作的前後進行零件有無確認,也可以在吸取後進行零件豎立確認。
因為只在機器組裝時對應,所以不能在出廠後通過現場改造或通過購買單元來對應。
制約條件及規格如下表所示。
項目
H12HSQ H12SQ H08Q G04Q
M3 II 22500 18000
10500
6800
M6 II 22500 18000
10500
6800
零件有無確認
功能
OFF
M6 IISP 18500 17000
10000
6200
M3 II 22500 15000
9500
6800
M6 II 22500 15000
9500
6800
零件有無確認
功能
(置件前後確認)
M6 IISP 18500 14000
9000
6200
M3 II 22500 16500
10000
6800
M6 II 22500 16500
10000
6800
產能
※
1,2
CPH
(chip/hour)
零件豎立確認
功能
M6 IISP 18500 15500
9500
6200
對象零件尺寸
與標準工作頭
相同
(3.4 工作頭規格)
← ← ←
零件有無確認功能的對象零件高度
0.12 以上
← ← ←
零件豎立確認功能的對象零件高度
※
4
0.12~1.2
← ←
0.12~1.5
對象吸嘴
不能使用帶橡膠
墊的吸嘴
← ←
所有的標準
吸嘴
項目
H04
M3 II
6500
M6 II
6500
零件有無確認
功能
OFF
M6 IISP
6000
M3 II
6260
M6 II
6260
產能
※
1
CPH
(chip/hour)
零件有無確認
功能
ON
M6 IISP
5760
使用 4 吸嘴、使用 2+2 吸嘴時
與標準工作頭相同(3.4 工作頭規格)
使用 2 吸嘴時
~□15 或者對角線尺寸為 21.5 以下且 Y 方向尺寸為 15 以下
對象零件尺寸
※
3
使用 1 吸嘴時 ~□24
※使用 1 吸嘴時,不能使用零件有無確認功能
零件有無確認功能的對象零件高度
0.45mm 以上
對象吸嘴 不能使用帶橡膠墊的吸嘴
※1 產能的數值是在本公司條件下的測得結果。
※2 同時使用零件有無確認功能(置件前後確認)和零件豎立確認功能時的產能與只使用零件有無確
認功能(置件前後確認)時相同。
※3 帶零件有無確認功能的工作頭所對應的對象零件的尺寸。
※4 零件厚度尺寸 t 和厚度公差值⊿t 的合計數值,和零件主體尺寸 XorY 的關係為 t-⊿t ≦ XorY
≦ t+⊿t 時,不能進行豎立吸取狀態的檢測。
- 36 -
通過與機器本體控制相獨立的軟體形式提供。
通過該軟體對機器進行各種設定。並且強力支援機器的維修保養/點檢等工程
作業。
NXT輔助軟體主要具備以下功能:
資料管理功能
資料編輯功能
維修保養支援功能
※需另外準備安裝 NXT 輔助軟體的 PC。
※安裝了此軟體的 PC 被稱為管理電腦(Engineering Panel)。
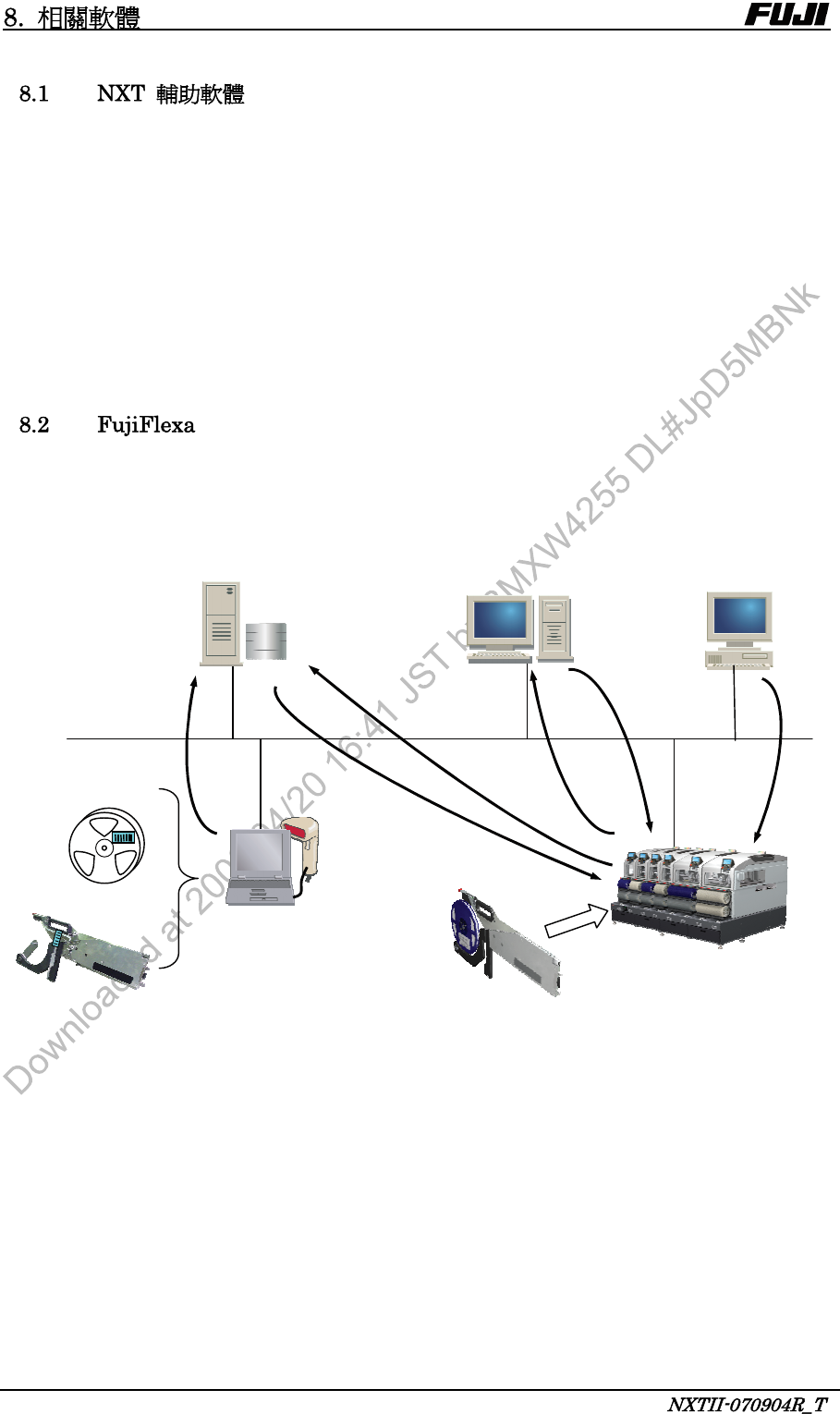
FujiFlexa是創建生產Job、進行機器控制和生產資訊統計的軟體。
NXT的Job資料管理在FujiFlexa上進行。
<NXT 和相關軟體的系統圖>
組合登錄
機器設定
Job
生產資訊
供料器資訊
零件信息
Fujitrax DB
Fuji Flexa
Engineering Panel
Fujitrax
Kitting Station
- 37 -
這是一個對SMT生產線上黏著機的置件實行高度管理的系統。使用它管理零
件餘數、料卷零件的個體資訊、供料器資訊以及生產程式的料站料槽資訊。
通過與NXT用供料器(FUJI智慧供料器)的組合,可以實現防止錯置零件/零件
料盡預告/供料器的管理等功能,從而防止產生不良基板並提高機器的運轉
率。
此外,可以取得每一塊基板的跟蹤資料,並防止不良情況的產生。
Fujitrax 的軟體/硬體需要另外購買。
Fujitrax:實裝工程管理系統(Traceable Realtime Administration)
<關於動態次料站>
導入 Fujitrax 系統後,因為次料站可以設置在料站托架上的任意一個空料站位置,所以不需要
象以前那樣準備很多次料站用的空料站
,
也不需要在程式內進行次料站位置的設定。此外
,
由
於不進行料帶拼接作業而實現了無停止運轉
,
還可以防止發生由於料帶拼接所引起的不同零件
種類的誤連接。
<料盤零件的不間斷供應(料盤單元-L)>
導入 Fujitrax 系統後,如果根據料盡預告將補充的零件安裝在料盤單元-L 下部的拉出部分,料
盡後自動補充料盤零件,在不停止機器下能夠進行料盤零件的供應。
此外,使用帶位置檢查的料盤驗證(Option)時,通過在料盤單元-L 上追加條碼讀取器可以自動
讀取料盤托架的條碼。如果事先將料盤托架的條碼和料盤零件的組合註冊在 Fujitrax 系統上,
則可以防止料盤零件的錯置。
<上料盤箱優先模式的生產(料盤單元-LT)>
上料盤箱優先模式的生產就是從上料盤箱進行零件供應。根據 Fujitrax 的零件料盡預告,將準
備的零件放置在下料盤箱內。放置後,通過設置在料盤單元-LT 內的 ID 讀取器,自動讀取料盤
托架的 ID。通過事先將料盤托架的 ID 和料盤零件的組合註冊在 Fujitrax 系統中,可以進行料
盤零件的種類識別,所以可以在下料盤箱的任意料槽上進行料盤零件的補充。
為了收存料盡零件料盤,需要在上料盤箱中,預備有空料槽(3 個料槽)。
<關於供料器自由配置功能>
導入 Fujitrax 系統後,在模組上使用的零件配置即使和在生產程式上設定的配置不同時也可以
開始生產。
因此,只要此模組準備好了必要的零件,可以將這些零件自由的安裝在任意位置上。
但是,不能配置其他模組使用的零件。
此外,也不能和上述的動態次料站功能共用。
<通過導入 Fujitrax 系統後能夠使用的主要功能>
·防止零件錯置功能
·料盡預告功能
·取得基板的跟蹤資料
·使用 NXT 基準定位相機讀取基板 ID(2D 碼)功能
※有關 Fujitrax 的詳細規格,請參照[Fujitrax 規格說明書]。