雅马哈送料器装置检查装置说明书(电动飞达)ch.pdf - 第15页
3 . S S 吸 附 位 置 调 整 仪 调 整 内 容 概 要 1 3 . 1 X Y 位 置 精 度 的 调 整 将 标 准 料 带 装 入 送 料 器 , 边 驱 动 送 料 器 边 用 吸 附 位 置 调 整 仪 的 识 别 相 机 识 别 标 准 料 带 的 圆 孔 , 测 量 X Y 的 位 置 。 根 据 测 量 结 果 调 整 X Y 的 位 置 。 ■ 安 装 标 准 料 带 时 的 注 意 点 吸 ‧ 标 准 料 …
3. [Feeder Info. ( 送料器信息 )] 按钮
显示保存在送料器机体中的下列信息。
‧Feeder ID ( 送料器 ID)
1
‧Assy No. ( 组件编号 )
‧Drive Number ( 驱动次数 )
‧Total Stroke ( 总行程 )
‧Detach Num. ( 装卸次数 )
‧Manufactured Date ( 制造时间 )
‧Adjust Motor ( 电机调整日 )
‧Adjust ABS ( ABS 调整日 )
‧Adjust Correct ( 校正值调整日 )
‧Adjust INit Pos. ( 初始位置调整日 )
‧Current InitPos. ( 当前参数值 )
‧Origin InitPos. ( 出厂时的参数值 )
吸
附
位
置
调
整
仪
软
件
4. [Exit ( 退出 )] 按钮
退出 SS 吸附位置调整仪软件。
1-4
yamaha smt technology qq group no.71334041
3. SS 吸附位置调整仪调整内容概要
1
3.1 XY 位置精度的调整
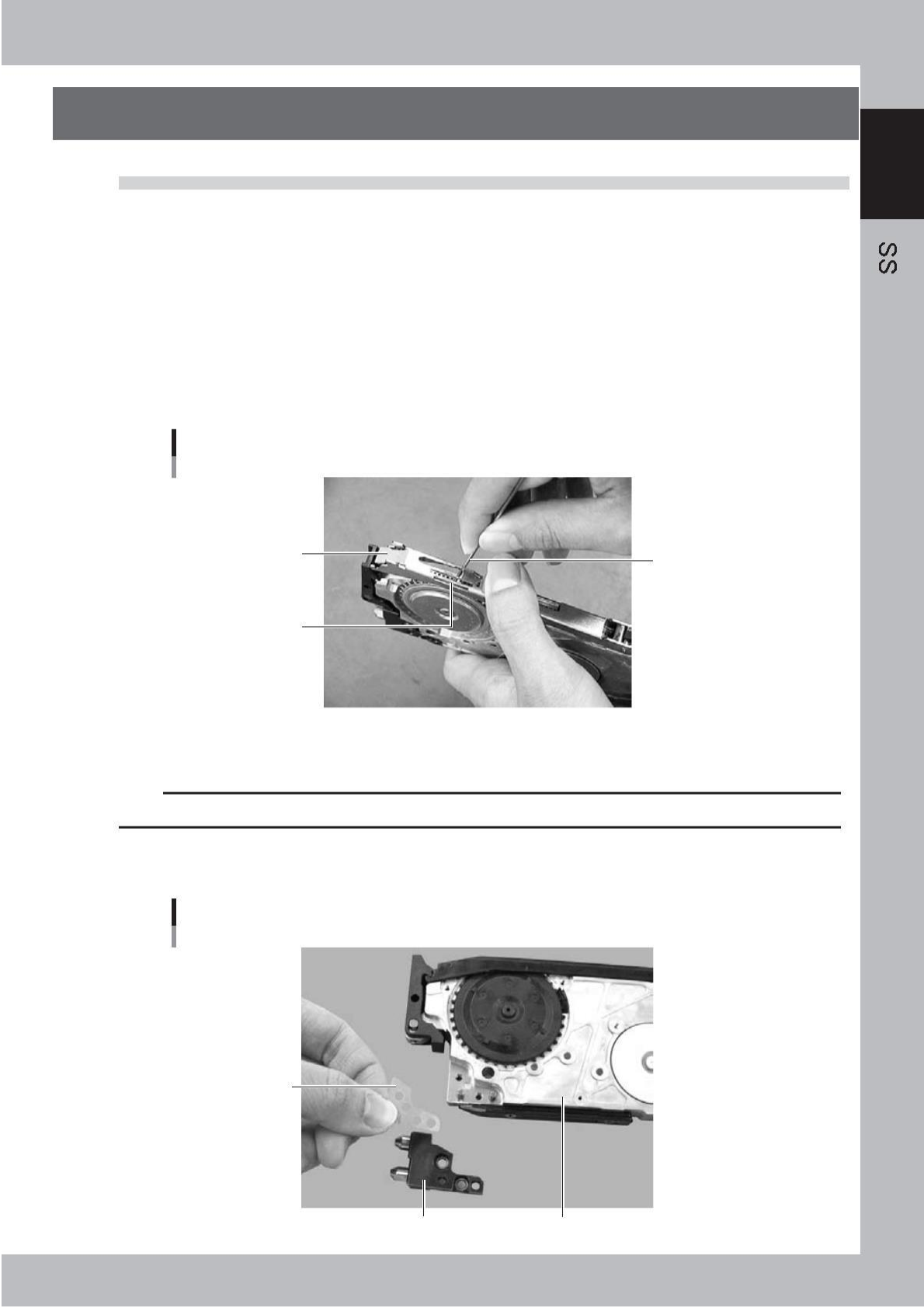
将标准料带装入送料器,边驱动送料器边用吸附位置调整仪的识别相机识别标准料带的圆孔,测量 XY 的位置。
根据测量结果调整 XY 的位置。
■ 安装标准料带时的注意点
吸
‧标准料带的插入方向必须始终相同 ( 为便于辨别,建议在插入方向上作上标记 )。
‧按下压料盖之前,务必确认链齿轮的齿确实已与标准料带的走带孔咬合。
‧安装标准料带之后,必须按 [FEED] 按钮使标准料带走带 10 次左右。
附
位
置
调
整
仪
软
件
■ Y 方向位置精度
送料器由电机控制走带方向。因此,可以通过软件的参数调整校正 Y 方向因长期使用造成的精度偏差,保持出厂时的精度。
安装标准料带
以8mm标准料带为例
压料盖
用六角扳手等轻微按入
标准料带与
链齿轮的齿
65100-R9-00
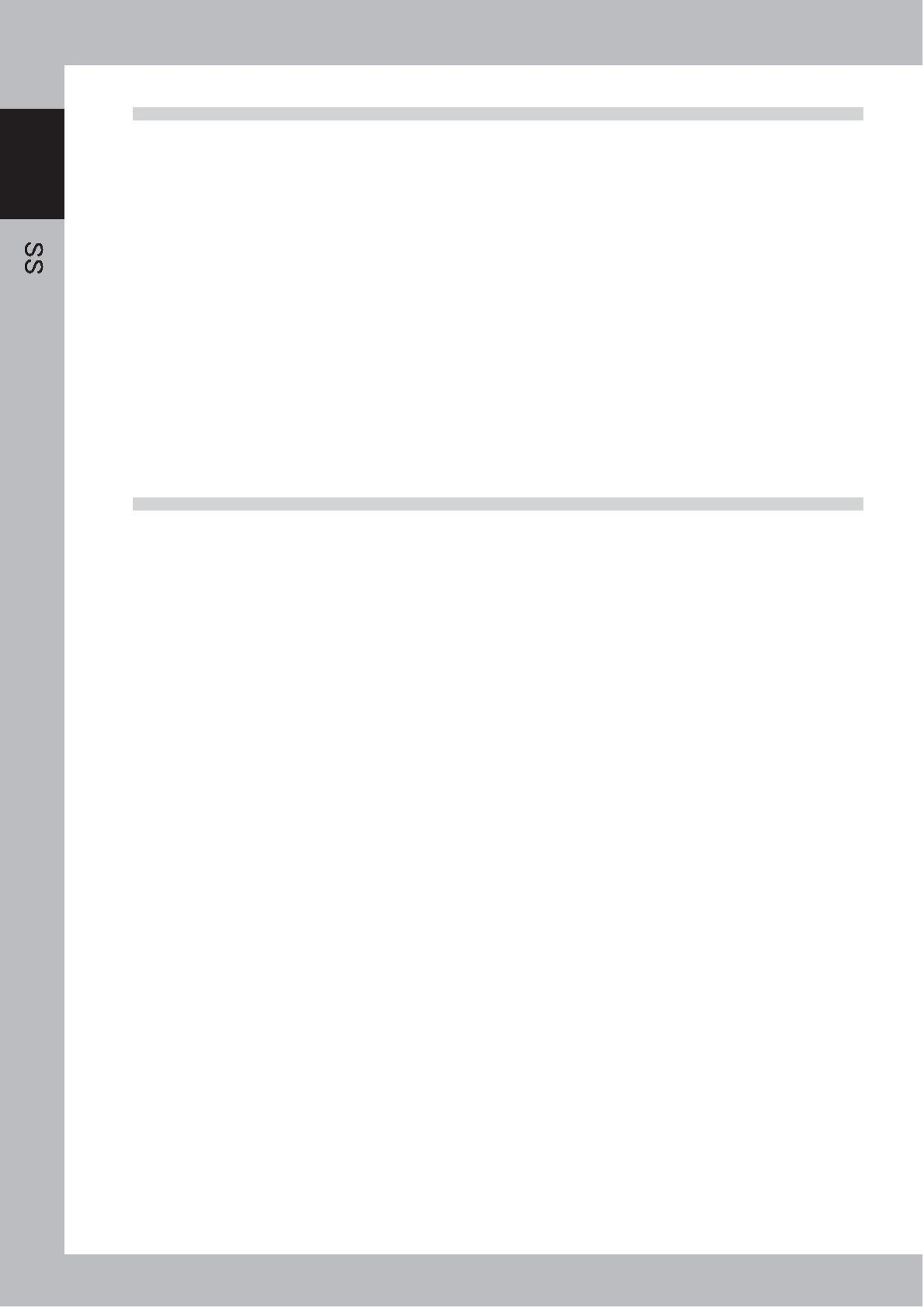
■ X 方向位置精度
c 注意
X 方向位置精度的调整,必须由操作人员在软件测量结果的基础上进行。
送料器 X 方向的送料位置精度,是通过增减夹在前侧固定块与送料器机体之间的垫片进行调整的 ( 参照“第 2 章 2.1.2 垫片
的调整方法”)。
X方向的送料位置精度
以SS送料器为例
垫片
前侧固定块 SS送料器
65101-R9-10
1-5
yamaha smt technology qq group no.71334041
3.2 除 XY 位置精度以外的送料器诊断
1
SS 吸附位置调整仪,除了校正 XY 位置精度外还具有对影响生产的参数进行测量、判定的功能。
■ 测量走带速度
测量传送 1 次元件所需的驱动时间。如果不在规格范围内,可能是进给电机不良。
■ 测量进给电机的扭矩
吸
测量进给电机传送 1 次元件的电流有效值。如果不在规格范围内,可能是组装不良或进给电机不良。
附
位
置
调
整
仪
软
件
■ 测量卷带电机的扭矩
测量卷带电机传送 1 次元件的转速。如果不在规格范围内,可能是组装不良或卷带电机不良。
■ 测量送料器的反复装卸
多次装卸送料器,测量 XY 位置精度的偏移范围。如果不在规格范围内,可能是前侧固定块不良。
3.3 其它功能
■ 送料器软件下载
将送料器用软件复制到电脑或 USB 存储器等外部媒体之后,可以将该软件下载到送料器。
■ 测量履历的显示与保存
可以以列表的形式显示过去在 SS 吸附位置调整仪测量、调整过的送料器的 ID 和调整时间等。还可以以文本格式
进行保存。
■ 送料器信息显示
显示所安装的送料器的驱动次数、装卸次数、调整时间等。还可以显示各个送料器所带有的各项参数。
1-6
yamaha smt technology qq group no.71334041