雅马哈送料器装置检查装置说明书(电动飞达)ch.pdf - 第21页
1 . 2 . 2 M e a s u r e I t e m ( 测 量 项 目 ) ■ X Y M e a s u r e R o u n d ( X Y 测 量 圈 数 ) 设 置 在 “ M e a s u r e X Y P o s . ( 测 量 X Y 位 置 ) ” 时 想 要 使 链 齿 轮 转 动 的 圈 数 。 1 圈 是 指 链 齿 轮 的 1 周 。 测 量 X Y 位 置 时 想 要 使 链 齿 轮 转 动 …
1.2.1 Contents ( 诊断内容 )
■ [Normal Diag. ( 通常诊断 )] 按钮
按该按钮,会自动勾选测量、调整 XY 位置精度时所需要的内容,即 Measure XYPos. ( 测量 XY 位置 )、Feedback ( 反馈 )、
Measure Again ( 确认测量结果 )。
■ [All Diag. ( 全诊断 )] 按钮
按该按钮,除了勾选测量 XY 位置、反馈、确认测量结果的选择框外,还会勾选测量扭矩、测量送料器装卸的选择框。
2
■ 各项目的说明
‧Measure Torque ( 测量扭矩 )
进行测量、调整时,对进给电机以 4mm 走带间距传送 1 次元件时的电流有效值与卷带电机的转速进行测量。
诊
断
、
校
正
内
容
与
校
正
步
骤
‧Measure XYPos. ( 测量 XY 位置 )
使用标准料带测量 XY 的送料位置。测量开始时,为消除间隙会自动走带 2 次。
各尺寸送料器的走带间距,如下表所示 ( 由软件自动设置 )。
SS、ZS 送料器的尺寸 走带间距
2mm
8mm
12mm 以上 4mm
‧Feedback ( 反馈 )
通过勾选“Measure XYPos. ( 测量 XY 位置 )”的选择框,可以选择是否进行反馈。以测量 XY 位置时获取的数据为基础,
创建 Y 方向的初始位置和校正值,反馈给送料器。参数和校正方法,如下所示 ( 由软件自动设置 )。
‧初始位置 :
从当前的初始位置减去取得的全部数据的平均值作为初始位置。
‧校正值 :
将链齿轮旋转 1 周所取得的各个传送位置 ( 链齿轮的齿号码 ) 的偏差值的平均值进行正负反转后的值作为校正值。
校正值,并不是所有送料器都有,是否有校正值由送料器的尺寸决定。对没有校正值的,不会创建校正值。
SS 送料器的尺寸 校正值
有
ZS 送料器的尺寸 校正值
有
8mm
12/16mm 以上
8mm
12/16mm 以上
无 有
各种尺寸送料器的链齿轮 1 周的齿号码数,如下表所示。
SS 送料器的尺寸 齿号码数 ZS 送料器的尺寸 齿号码数
8mm 72 (2mm 间距 )
36 (4mm 间距 )
36 (4mm 间距 )
40 (4mm 间距 )
8mm 72 (2mm 间距 )
36 (4mm 间距 )
36 (4mm 间距 )
40 (4mm 间距 )
12/16mm
24mm
12/16mm
24mm
32mm 以上 32mm 以上
‧Measure Again ( 确认测量结果 )
通过勾选“Feedback ( 反馈 )”的选择框,可以选择是否确认测量的结果。如果勾选,则对执行反馈后的 XY 位置精度进行确认。
‧Feeder Detaching ( 测量送料器的装卸 )
确认因装卸所造成的 XY 位置精度的偏差是否在精度所保证的范围内。使用标准料带测量 XY 的位置。测完 1 次后用手将送
料器拔出再重新安装并测量,反复装卸并测量直至完成所设置的次数,由此判定因装卸造成的 XY 方向的偏差。安装后,为
消除间隙会自动走带 2 次。
2-2
yamaha smt technology qq group no.71334041
1.2.2 Measure Item ( 测量项目 )
■ XY Measure Round (XY 测量圈数 )
设置在“Measure XYPos. ( 测量 XY 位置 )”时想要使链齿轮转动的圈数。1 圈是指链齿轮的 1 周。测量 XY 位置时想要使链
齿轮转动的圈数,如下表所示。
SS/ZS 送料器的尺寸
8mm
12/16mm 以上
转动圈数
按照 XY 测量圈数中所设置的圈数转动
无论设置如何都只转动 1 圈
2
■ Measure Again Round ( 确认测量圈数 )
设置在“Measure Again ( 确认测量结果 )”时想要使链齿轮转动的圈数。确认测量圈数与 XY 测量圈数相同。
诊
断
、
校
正
内
容
与
校
正
步
骤
■ Torque Measure Round ( 扭矩测量圈数 )
勾选“Contents”分组框中的“Measure Torque ( 测量扭矩 )”的选择框,可以设置该项目。该项目是设置执行“Measure
Torque ( 测量扭矩 )”时的圈数。
■ Detach Num. ( 装卸次数 )
勾选“Contents”分组框中的“Feeder Detaching ( 测量送料器的装卸 )”的选择框,可以设置该项目。该项目是设置执行“Feeder
Detaching ( 测量送料器的装卸 )”时的圈数。
■ Check XY Position ( 检查 XY 位置 )
如果勾选该选择框,测量 XY 位置与确认测量结果后,会显示确认是否需要根据测量结果调整 XY 方向的对话框。不勾选,
则不显示该确认对话框。
■ Measure Feed Speed ( 测量走带速度 )
执行“Measure Torque ( 测量扭矩 )”、“Measure XYPos. ( 测量 XY 位置 )”、“Measure Again ( 确认测量结果 )”时,同时测量
走带速度。不勾选,则不测量走带速度。
1.2.3 Common Setting ( 共享设置 )
■ Feed Speed ( 走带速度 )
设置送料器驱动料带的速度,一般为 100(%)。
■ Conti. Feed Timer ( 连续走带时间 )
设置送料器连续驱动料带时的等待时间,一般为 20 ( 毫秒 )。
■ Rec. Timer ( 识别时间 )
设置识别前的识别时间,一般为 0 ( 毫秒 )。
■ Big Rec. Offset X ( 大型送料器用识别偏移量 X)
8mm 送料器的链齿轮的齿位置,即料带的走带孔正对料腔的中心,但送料器尺寸大于 8mm 的送料器,其链齿轮的齿位置,
即料带的走带孔至料腔的中心存在偏移量。识别相机与送料器安装位置的相对位置关系,是按照 8mm 送料器设计的,所以
在此必须设置偏移量。一般为 1.000 (mm)。
2-3
yamaha smt technology qq group no.71334041
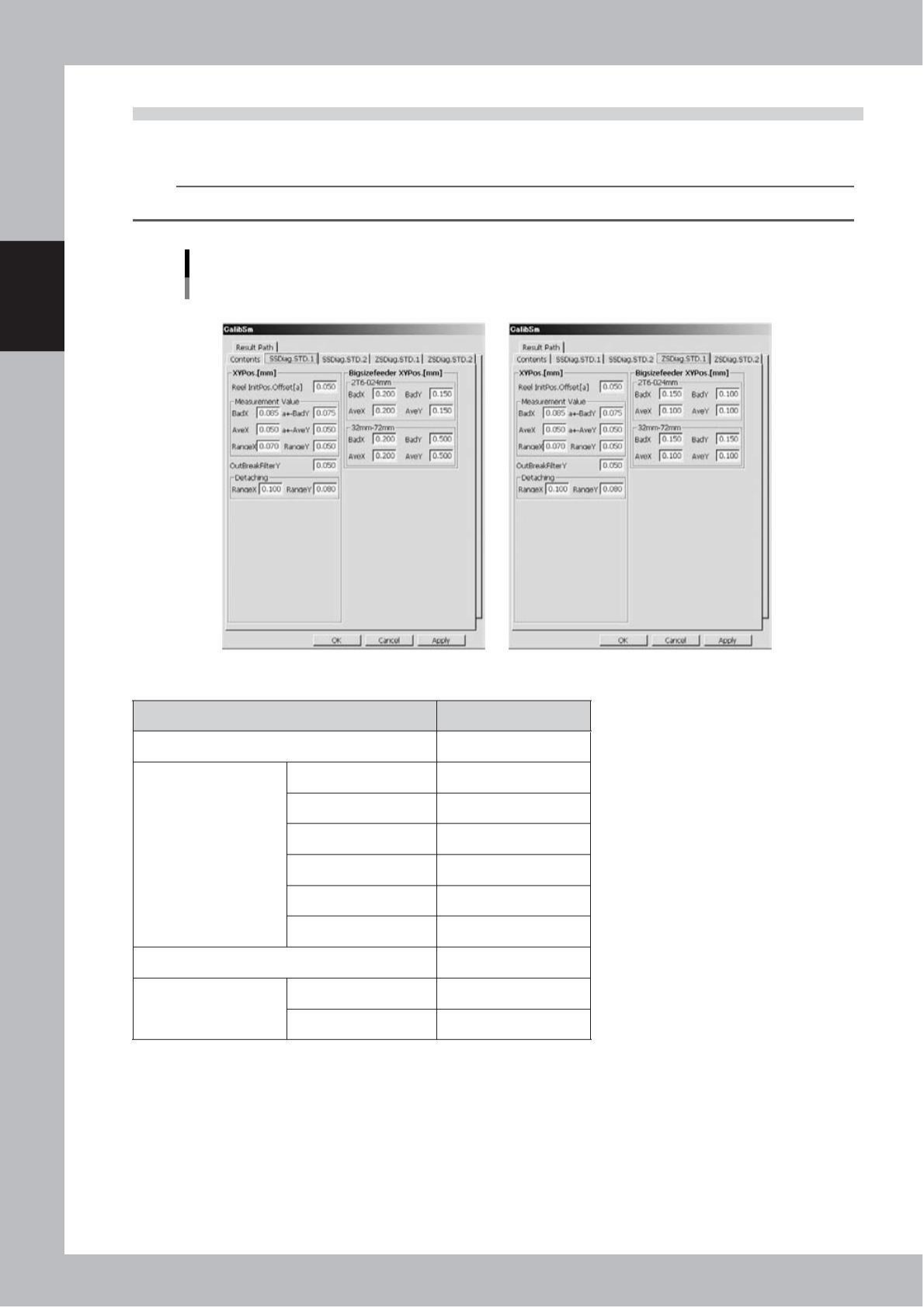
1.3 诊断规格的设置
选择菜单栏的“Setting ( 设置 )”-“Detail Setting ( 详细设置 )”命令,打开详细设置画面,点击“Diag. STD.1 ( 诊
断规格 1)”和“Diag.STD.2 ( 诊断规格 2)”选项卡。
参考
设置测量时的判定标准。一般可以直接使用默认值。
2
详细设置画面
诊断规格1
SS送料器 ZS送料器
诊
断
、
校
正
内
容
与
校
正
步
骤
66201-R9-20
■ XYPos.[mm] (SS、ZS 送料器的 XY 参数 )
项目 默认值 [mm]
0.050
0.085
0.075
0.050
0.050
0.070
0.050
0.050
0.100
0.080
Reel InitPos. Offset ( 料带初始位置偏移量 )
Bad X
Bad Y
Ave X ( X 平均值 )
Measurement ( 测量规格 )
Ave Y ( Y 平均值 )
Range X ( X 偏差范围 )
Range Y ( Y 偏差范围 )
Out Break Filter Y (Y 方向突发性偏离 )
Range X ( X 偏差范围 )
Detaching ( 装卸 )
Range Y ( Y 偏差范围 )
2-4
yamaha smt technology qq group no.71334041