雅马哈送料器装置检查装置说明书(电动飞达)ch.pdf - 第42页
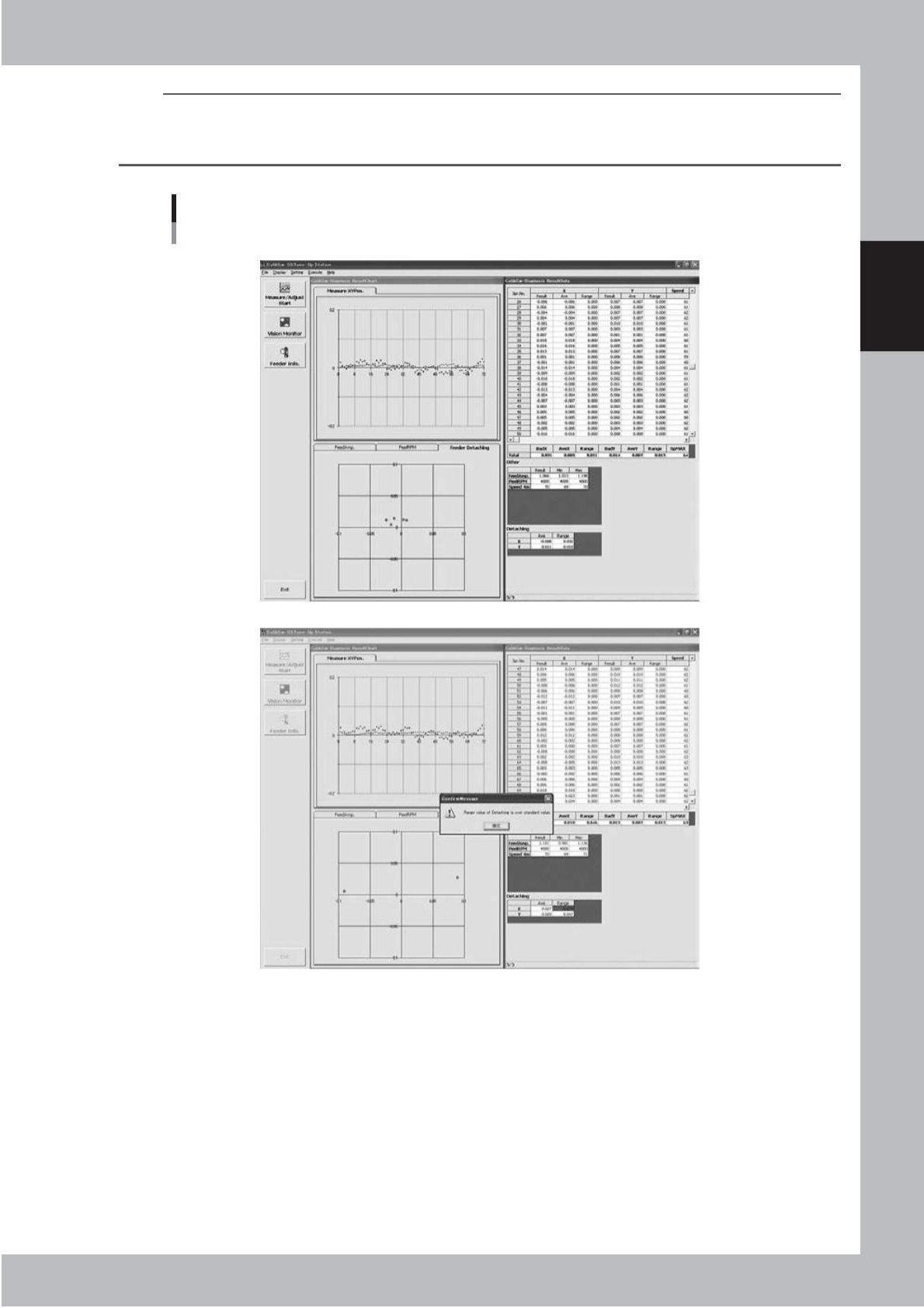
送 料 器 的 装 卸 测 量 结 果 , 如 果 在 规 格 值 范 围 内 , 则 确 认 X 方向的测量结果;如果 X 方向 超 过 了 规 格 范 围 时 , 需 调 整 垫 片 。 如 果 送 料 器 的 装 卸 测 量 结 果 超 过 了 规 格 值 , 需 检 查 前 侧 固 定 块 的 状 态 。 X Y Po s . [ m m] ( 8 m m 送 料 器 XY 的 参 数 ) D e t a c h i n g R…
参考
送料器的装卸测量次数,是在“Contents ( 诊断内容 )”选项卡中设置的次数。
装卸设置的次数之后,不再显示确认对话框,而是显示“Diagnosis ResultChart ( 诊断结果图 )”与“Diagnosis ResultDate ( 诊断
结果数据 )”。但,如果装卸测量的结果超过了规格值时,会显示确认对话框。
结果
○ 装卸OK
2
诊
断
、
校
正
内
容
与
校
正
步
骤
○ 装卸NG
66226-R9-00
2-23
yamaha smt technology qq group no.71334041
送料器的装卸测量结果,如果在规格值范围内,则确认 X 方向的测量结果;如果 X 方向超过了规格范围时,
需调整垫片。
如果送料器的装卸测量结果超过了规格值,需检查前侧固定块的状态。
XYPos.[mm] (8mm 送料器 XY 的参数 )
Detaching Range X (X 方向装卸偏差范围 )
Detaching Range Y (Y 方向装卸偏差范围 )
默认值 [mm]
0.100
0.080
调整垫片之后,点击 [Measure / Adjust Start ( 开始测量、调整 )] 按钮,重新进行全诊断。
※ XY 位置的判断与通常诊断时相同。
2
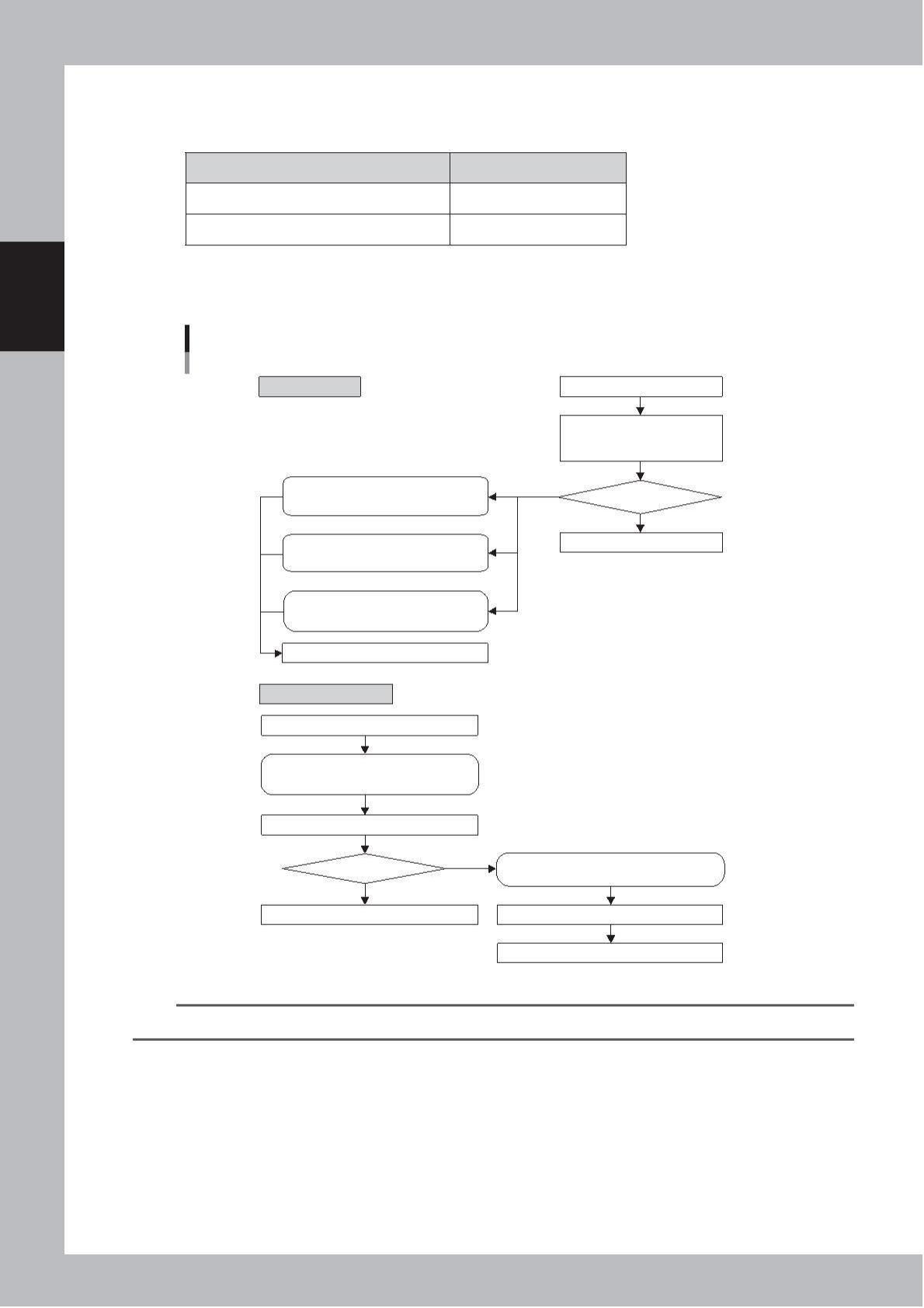
测量流程图
诊
全诊断
断
、
校
正
内
容
与
校
正
步
骤
扭矩测量流程 开始测量、调整
以4mm间距传送料带,测量进给
电机的电流值、卷带电机的转速
和走带速度。
卷带电机的转速在规格值范围外。
需检查卷带部的组装状态。
NO
在规格范围内吗?
YES
开始测量XY的位置
进给电机的电流有效值超过了规格值。
需检查送料部的组装状态。
走带速度超过了规格值。
需更换进给电机。
更换零部件或邮寄给YAMAHA
送料器的装卸测量流程图
确认测量结果结束
开始测量送料器的装卸。
插拔送料器并按[确定]按钮。
进行送料器的装卸测量
NO
在规格范围内吗?
装卸的偏差超过了规格值范围。
YES
结束
更换前侧固定块
开始测量、调整
65203-R9-00
参考
全诊断结束之后,想要返回通常诊断模式时,按详细设置画面的 [Normal Diag. ( 通常诊断 )] - [OK] 按钮,切换调整模式。
2-24
yamaha smt technology qq group no.71334041
2.2 调整步骤 ( 大型送料器 )
将送料器安装在 SS 吸附位置调整仪后,软件通过送料器 ID 自动辨别送料器的尺寸。送料器尺寸在 12mm 以上时,
即使设置了诊断、调整项目,也会出现不进行测量、调整或测量、调整动作不正常。大型送料器与 8mm 送料器在
调整上的不同点,如下所示。
‧ 测量 XY 位置
‧ 确认测量结果
:无论设置如何,测量时链齿轮都只转动 1 圈。
:不进行确认。
‧ 测量送料器的装卸 :不进行测量。
‧ 反馈
2
SS 送料器
ZS 送料器
:因没有链齿轮各齿号码的校正值,所以只按测量结果中 Total 栏的平均值修改初始位置。
:进行反馈。
诊
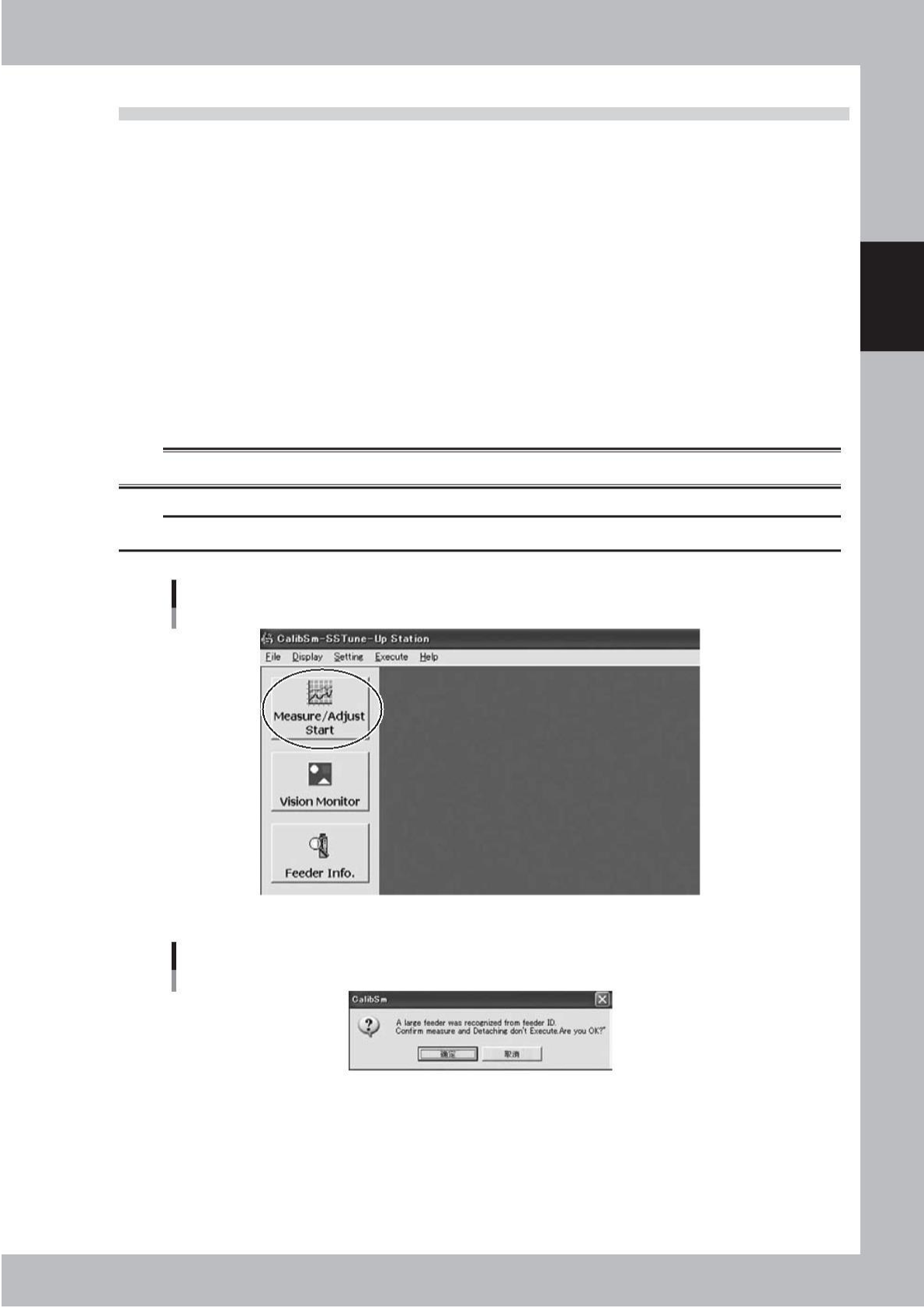
1 启动测量、调整画面。
断
、
校
正
内
容
与
校
正
步
骤
将送料器安装在 SS 吸附位置调整仪上。
点击 [Measure / Adjust Start ( 开始测量、调整 )] 按钮。
w 警告
测量、调整过程中,切勿将送料器从 SS 吸附位置调整仪中拔出。
c 注意
一开始就发生识别错误时,可能是间距偏离了 2mm。按送料器机体的 [FEED] 按钮,使走带 1 次之后重新开始测量。
菜单
66227-R9-00
大型送料器确认对话框
66228-R9-00
2-25
yamaha smt technology qq group no.71334041