雅马哈送料器装置检查装置说明书(电动飞达)ch.pdf - 第34页
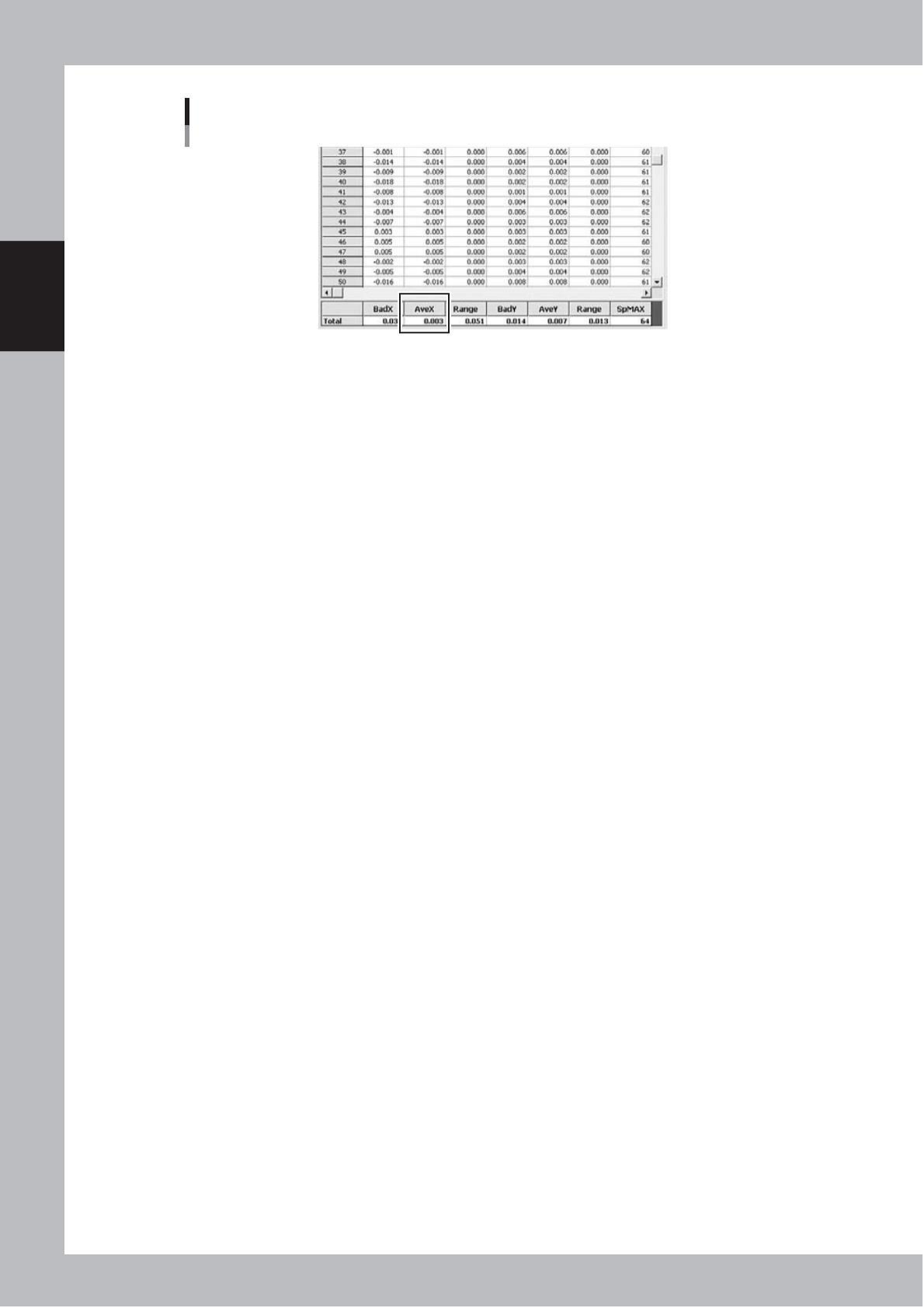
AveX 值的确认 2 诊 66 2 14 - R 9- 0 0 断 、 校 正 内 容 与 校 正 步 骤 3 安 装 前 侧 固 定 块 。 用 六 角 扳 手 ( 2 . 5 m m ) 拧 紧 前 侧 固 定 块 的 2 颗 螺 钉 。 拧 紧 扭 矩 为 : 2N/m 2-16 yamaha smt technology qq group no.71334041
2.1.2 垫片的调整方法
■ 需准备的工具 :六角扳手 (2.5mm)、扭矩扳手 (2N/m)、各种厚度的垫片
垫片厚度 [mm]
型号
0.01
0.02
0.03
0.05
0.1
KHJ-MC107-0XX
KHJ-MC10V-0XX
KHJ-MC10U-0XX
KHJ-MC108-0XX
KHJ-MC10G-0XX
2
诊
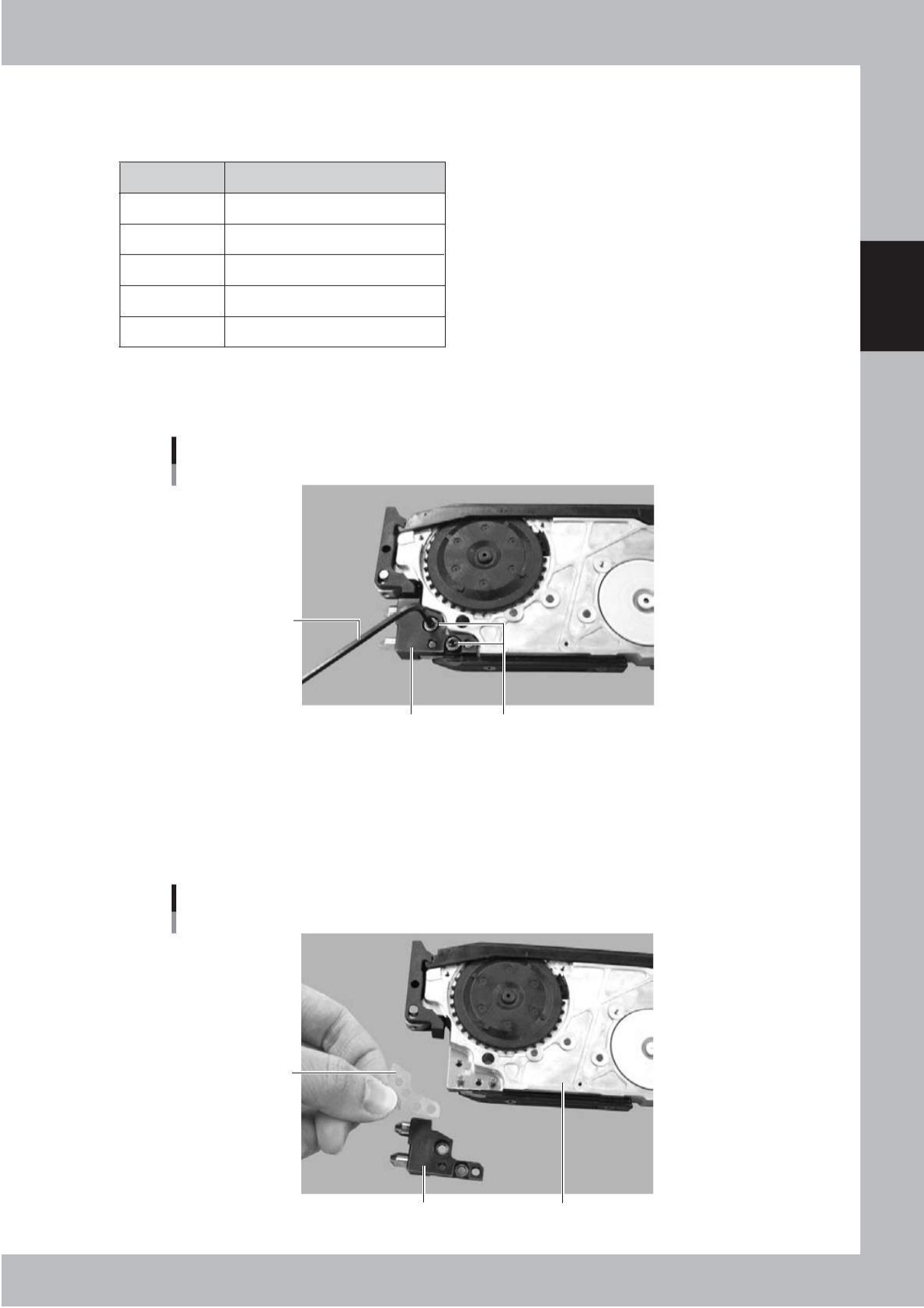
1 拆卸前侧固定块。
断
、
校
正
内
容
与
校
正
步
骤
用六角扳手 (2.5mm) 拆下前侧固定块的 2 颗螺钉。
拆卸前侧固定块
以SS送料器为例
六角扳手(2.5mm)
前侧固定块 螺钉
65201-R9-10
2 选择适当的垫片进行调整。
确认诊断结果图表画面的 Total 栏 Ave X 的值。为正值时,将与该值相同厚度的垫片从送料器中取出 ;
为负值时,在送料器中加入与该值相同厚度的垫片。
※ 在结构上,垫片的增减量不一定与 X 位置的变化量一致。
垫片的调整
以SS送料器为例
垫片
前侧固定块
SS送料器
65202-R9-10
2-15
yamaha smt technology qq group no.71334041
AveX值的确认
2
诊
66214-R9-00
断
、
校
正
内
容
与
校
正
步
骤
3 安装前侧固定块。
用六角扳手 (2.5mm) 拧紧前侧固定块的 2 颗螺钉。
拧紧扭矩为 :2N/m
2-16
yamaha smt technology qq group no.71334041
2.1.3 发生识别错误时
如果频繁发生识别错误或无法识别时,需选择菜单栏的“Setting ( 设置 )”-“Mark Editor ( 标记编辑器 )”命令,
打开标记编辑器画面,确认标记信息。操作方法,参照本章“1.5 Mark Editor ( 标记编辑器 )”的内容
c 注意
因识别出错等停止了测量时,切勿将送料器从 SS 吸附位置调整仪中拔出或再插入。否则,可能会无法消除间隙导致误调整。此外,
还可能造成实际走带间距与设置间距不同。
2
识别错误
诊
断
、
校
正
内
容
与
校
正
步
骤
66215-R9-00
[ABort ( 终止 )] 按钮
终止测量。
[Retry ( 重试 )] 按钮
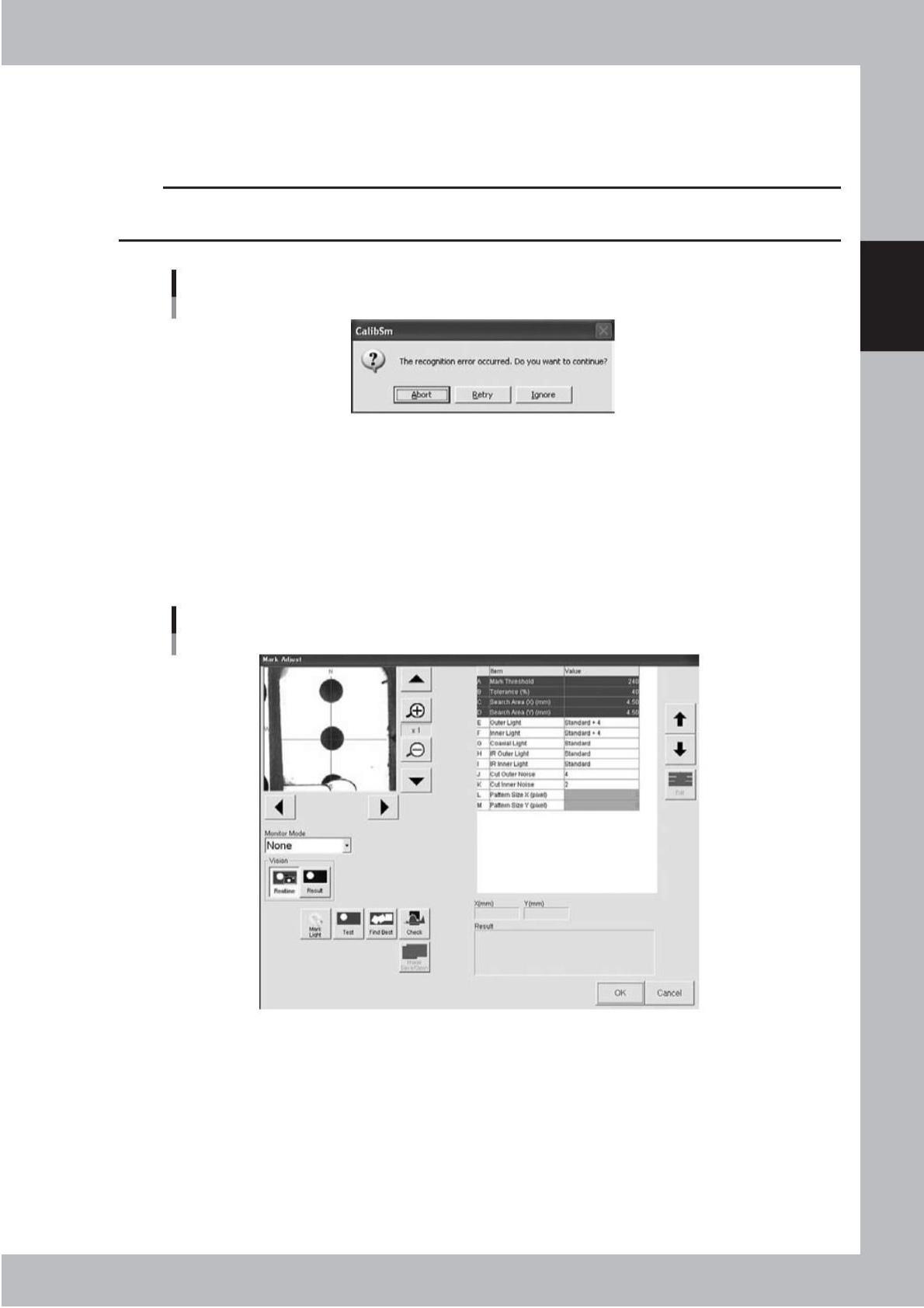
自动显示 Mark Adjust ( 标记调整 ) 画面,重新调整使识别测量可以正常进行。按 [OK] 按钮,继续测量。
[Ignore ( 忽略 )] 按钮
发生识别错误的数据不会作为测量对象,而是继续测量。
标记调整画面
66216-R9-00
2-17
yamaha smt technology qq group no.71334041