Nordson_EFD_P-Jet_SolderPlus_Operating_Manual.pdf - 第27页
Liquidyn P-Jet SolderPlus Jet Valve 27 www.nordsonefd.com info@nordsonefd.com +1-401-431-7000 Sales and service of Nordson EFD dispensing systems are available worldwide. Parameter Settings (continued) Frequency (continu…
Liquidyn P-Jet SolderPlus Jet Valve
26 www.nordsonefd.com info@nordsonefd.com +1-401-431-7000 Sales and service of Nordson EFD dispensing systems are available worldwide.
Parameter Settings
The following table provides recommended settings for initial startup and testing of the valve operation. Detailed
information on each parameter is shown after the table.
Parameter Description Recommendation
Pulse Time The electrical trigger pulse of the valve, starting at 2 ms. 6 ms starting value
Frequency The number of tappet movements per second. 10Hz starting value
Fluid pressure The flow rate of the material supply; should be set to produce a
consistent volume.
1.0 bar (14.5 psi)
starting value
Operating pressure The setting of the tappet force screw; can be adjusted to fine-tune
the dispensing result.
6 bar (87 psi) starting
value
Stroke adjustment The setting of the stroke adjustment knob, which changes the
vertical movement of the tappet.
Do not adjust
Nozzle heater
temperature
If applicable, the temperature setting for the nozzle heater. 36 °C (98.8 °F) when
open
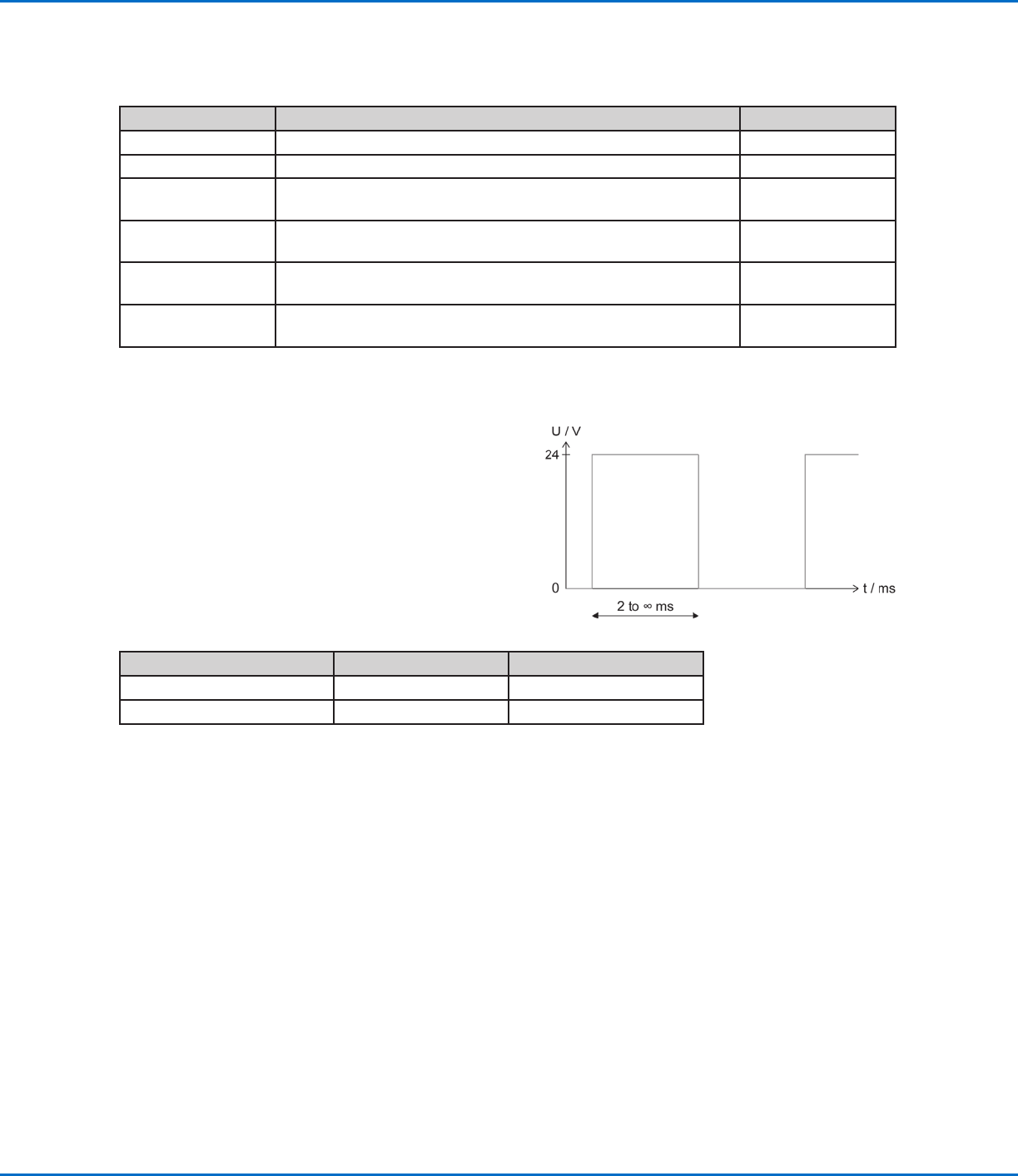
Pulse Time
The Pulse Time corresponds to the electrical trigger pulse, or opening time, of the valve, which is the primary control
of deposit size. The following conditions apply to Pulse Time:
• The pneumatically actuated dispensing nozzle remains
open as long as it is triggered.
• The dispensing volume is affected by the adjustment of
the triggering pulse.
• The minimum Pulse Time is 2 ms. The valve cannot
operate correctly at Pulse Times below 2ms.
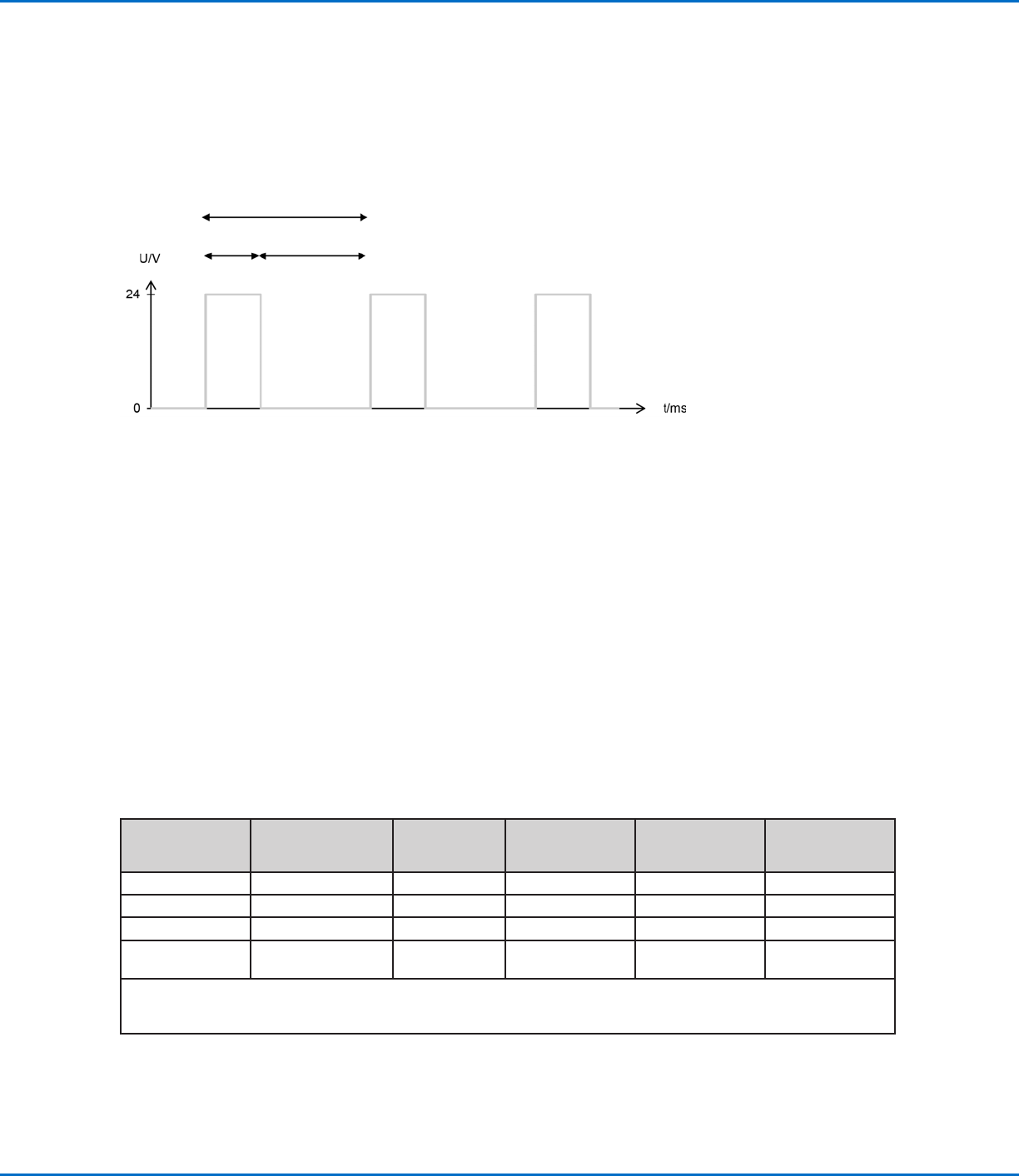
Frequency
Frequency is the number of tappet movements per second.
A dispensing cycle consists of the Pulse Time and the pause time.
Physical Quantity Formula Unit
Frequency (f) f = 1 / T 1Hz (hertz) = 1 / s
Dispensing cycle T = 1 / f 1 s (second) = 1 / Hz
1 ms = 0.001 s (second)
Higher-level controllers may not allow you to enter the exact frequency. If such cases, frequency is set using the
length of the pulse and the pause time.
Liquidyn P-Jet SolderPlus Jet Valve
27www.nordsonefd.com info@nordsonefd.com +1-401-431-7000 Sales and service of Nordson EFD dispensing systems are available worldwide.
Parameter Settings (continued)
Frequency (continued)
EXAMPLE:
• To achieve 50Hz with a 2 ms Pulse Time, set the pause time to 18 ms.
• To achieve 50Hz with a 10 ms Pulse Time, set the pause time to 10 ms.
Pulse time Pause time
Dispensing cycle
Fluid Pressure
The fluid pressure must be properly set to ensure that material is supplied at a consistent volume. Consider the
following when setting the fluid pressure:
• The fluid pressure must stay within the tubing pressure specifications.
• Fluid supply tubing must be resistant to chemicals.
• The fluid pressure must be high enough for the material to exit the nozzle opening.
• The required fluid pressure will vary depending on the material, its viscosity, and the ambient temperature.
• Decreasing the fluid pressure too much may, in extreme cases, prevent proper deposit separation from the
nozzle.
• Prevent pressure fluctuations. Note that pressure loss due to friction occurs as material flows through the
material delivery components.
Recommended Setup Adjustments
The following table provides recommended adjustments to help you quickly find optimum system settings
for your application. Because of the diversity in materials that can be dispensed, the effectiveness of these
recommendations can vary, but they serve to share our experience with you.
Goal Operating Pressure
Tappet
Force Screw
Adjustment
Fluid Pressure
Heater
(Temperature)
Nozzle Orifice
Diameter
Smaller dots Not applicable Down Down Down Down
Bigger dots Not applicable Up Up Up Up
Prevent satellites Down Up Down Down Up
Prevent residue at
the nozzle
Up Down Down Up Not applicable
Key:
Down = lower operating pressure or temperature / tighten screw / smaller diameter
Up = greater operating pressure or temperature / loosen screw / larger diameter
Liquidyn P-Jet SolderPlus Jet Valve
28 www.nordsonefd.com info@nordsonefd.com +1-401-431-7000 Sales and service of Nordson EFD dispensing systems are available worldwide.
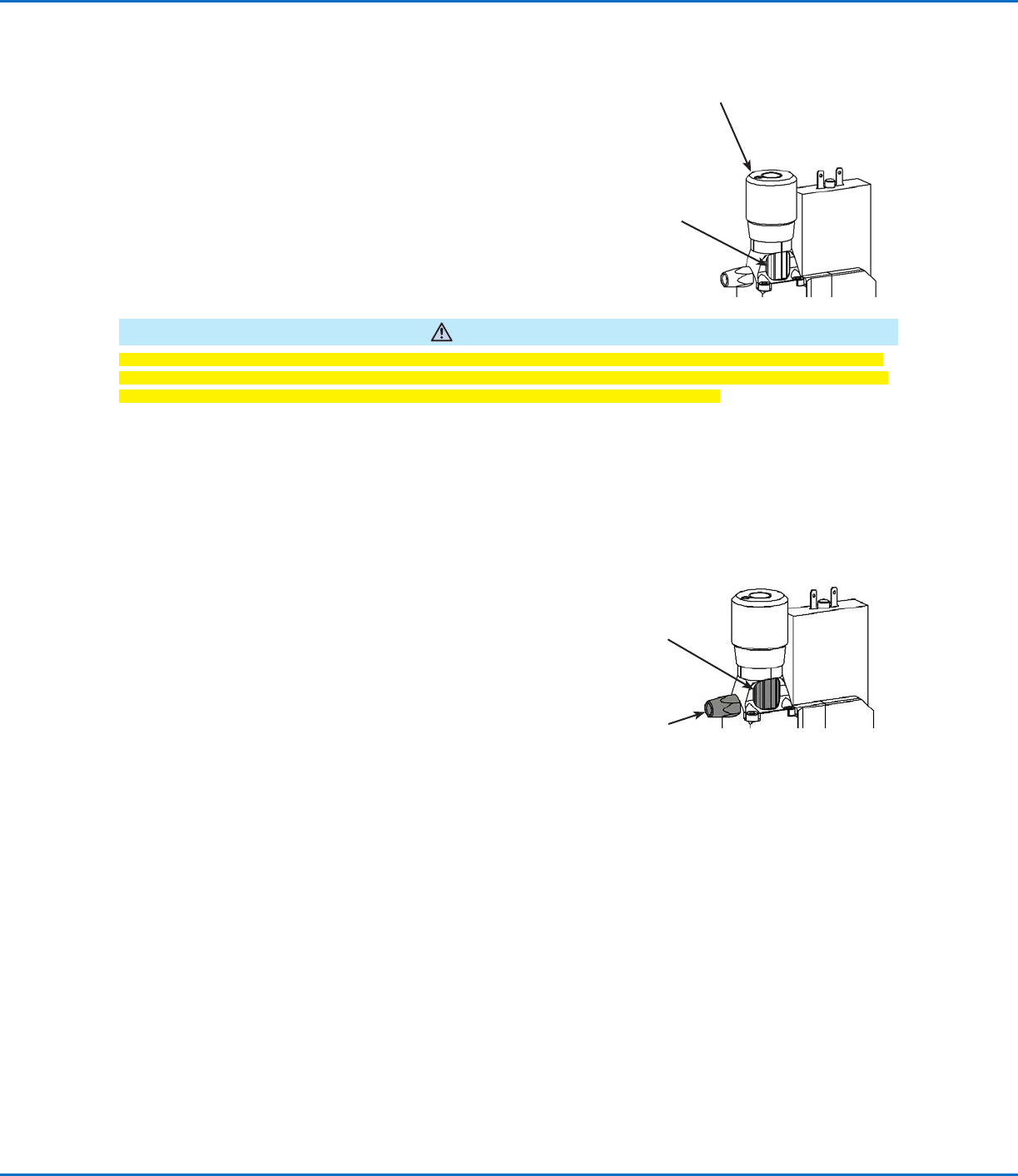
Tappet Adjustment
The valve is equipped with two mechanisms for tappet
adjustment:
• Force screw (non-slip knurled screw) — sets the dynamic
of the tappet movement.
• Stroke adjustment knob (fine diamond knurl screw) —
sets the tappet stroke.
The factory settings for both mechanisms are appropriate for
most applications. However, depending on the dispensing
task and on the material, each can be adjusted to fine-tune the
dispensing result.
CAUTION
When dispensing solder paste, do not adjust the tappet of a wetted and closed valve. Doing so can grind material
into the nozzle, causing nozzle clogging and other related problems. Refer to “Appendix C, Special Instructions for
Solder Paste Dispensing” on page47 for steps that apply only to solder paste dispensing.
Adjusting the Force Screw
Adjust the raster element (see NOTE below) and then turn the force screw clockwise (as seen from an aerial view)
to change the dynamic of the tappet movement. In most cases, simultaneously increasing the operating pressure is
helpful.
NOTE: Use the spring-loaded raster element as follows:
• Completely loosen the element to turn the force
screw.
• Half-tighten the element to hear a clicking sound
when you turn the force screw.
• Completely tighten the element to secure the force
screw.
To return the force screw to the factory setting:
1. Completely loosen the raster element.
2. Turn the force screw counterclockwise until it stops.
3. Turn the force screw clockwise for 25 clicks (15 clicks = one full turn).
4. Completely tighten the raster element to secure the force screw.
Stroke adjustment
knob
Force screw
Force screw
Spring-loaded
raster element