CN_Nordson_EFD_R_Series_Operating_Manual.pdf - 第18页
R系列自动点胶系统 18 www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信 EFD 在全球范围内销售专业点胶系统并提供技术支持服务 设计理念 设计理念 请在理解本设备设计理念的前提下创建程序。 关于程序及指令 关于程序及指令 程序就是指令集,以文件的形式保存。以文件的形式保存每条指令,保存地址都有编号。 指令包括下列类型: · 设定指令可设定程序层级的参数,…
R系列自动点胶系统
17
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
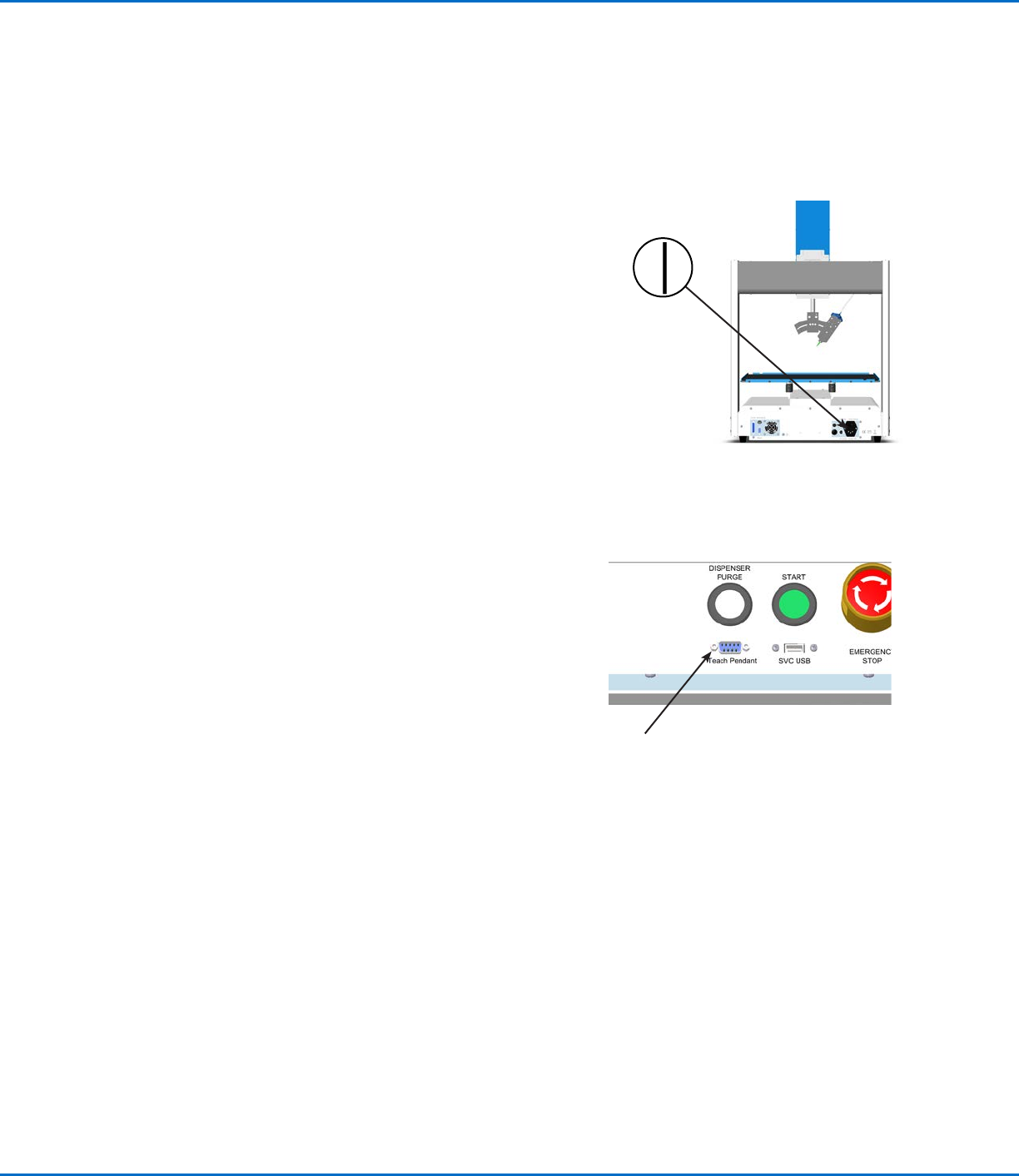
教导盒端口
系统通电系统通电
所有系统部件,包括点胶系统组件在内安装结束后,请给系统通电来验证安装的完整性。
1. 确保下列安装步骤已成功完成:
· 已安装完毕所有适用的系统组件(查阅第14页上的“安装”)。
· 已安装输入/输出安全接头(若适用)。
· 将教导盒电缆连至平台前端的教导盒端口之上。
· 平台前端板上的紧急停机按钮未被按下。
2. 启动平台。
平台各轴移至出厂预设的零点位置,系统可运行。
3. 启动点胶系统,包括胶阀控制器。如需要,请参见点胶设备操作手册。
4. 按下F1键,选择TEACH/RUN选项,进入教导编程模式。
注:注:教导盒电缆应已连至平台前端的教导盒端口之上。
5. 查阅下列章节了解关于系统设置及创建点胶程序的信息:
· 第18页的“设计理念”
· 第20页的“教导盒概览”
· 第32页的“设置”
· 第44页的“编程”
R系列自动点胶系统
18
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
设计理念设计理念
请在理解本设备设计理念的前提下创建程序。
关于程序及指令关于程序及指令
程序就是指令集,以文件的形式保存。以文件的形式保存每条指令,保存地址都有编号。
指令包括下列类型:
· 设定指令可设定程序层级的参数,如XYZR坐标及Z轴净空高度。
· 点胶指令需要与XYZR坐标绑定,随后自动发送信号至点胶系统,执行点胶作业命令。
平台执行程序时,会首先依次读取所有的地址编号,并执行其中的指令。若地址中包含设定指令,那么系统将记录此条
指令。若地址中包含的是点胶指令,那么平台首先按照XYZR坐标移至指令规定的位置,接着执行点胶作业。
点胶指令是点胶图样的基础。编辑点胶指令时,点胶针头首先移至规定的XYZR坐标处,指令记录下具体位置。重复上述
作业,直至点胶图样完成。以下是几组示例。
设定指令决定了点胶指令如何被执行。诺信EFD建议在程序开始处插入设定指令。
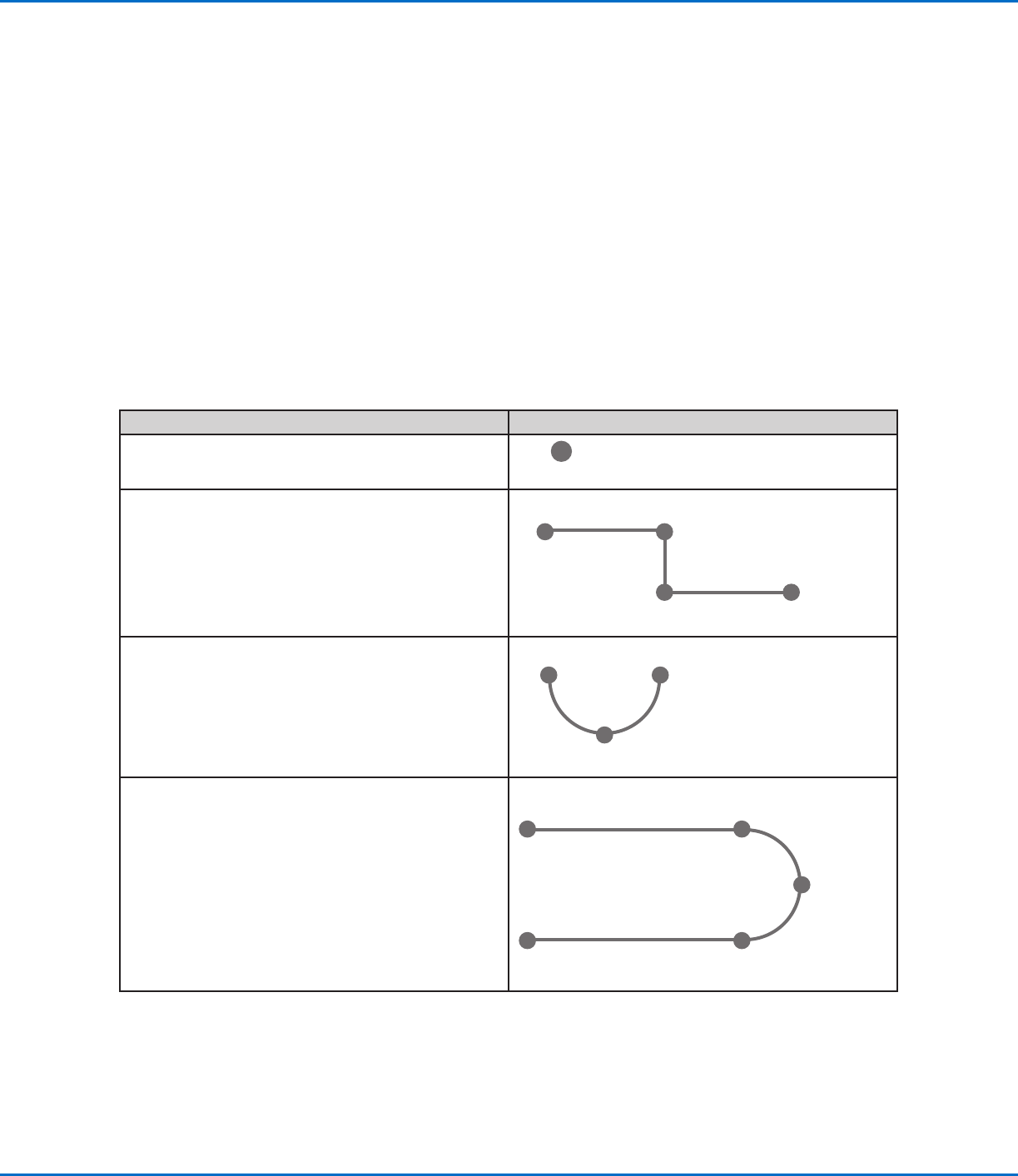
点胶指令示例点胶指令示例
指令指令 点胶图样点胶图样
为平台编程,用来执行点一个胶点的作业,胶点的XYZR坐
标记录在“胶点”指令内。
点胶点
为平台编程,用来执行直线点胶作业,起始胶点的XYZR坐
标记录在“线开始点”指令内。针头转向位置记录在“线
经过点”指令中。流体点胶终止位置记录在“线结束点”
指令中。
线起始点
线结束点线经过点
线经过点
对于弧形点胶作业,起始点的XYZR坐标记录在“线起始
点”指令内,弧线顶点的坐标记录在“圆弧点”指令中,
弧线终点的坐标记录在“线结束点”指令中。
圆弧点
线起始点 线结束点
直线型点胶及弧线型点胶可配合实施,实现复杂的点胶
路径。
线起始点
线结束点
圆弧点
线经过点
线经过点
R系列自动点胶系统
19
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
关于程序和指令(续)关于程序和指令(续)
最佳编程方法最佳编程方法
· 在程序开头插入点胶设定指令(包括加速度,点胶端口,和Z净空高度指令)。
· 在设定指令之后,插入点胶指令。
· 在所有程序结束时插入程序结束(EndProgram)指令。
· 关于程序命名,[查阅第46页上的“如何命名程序”]。
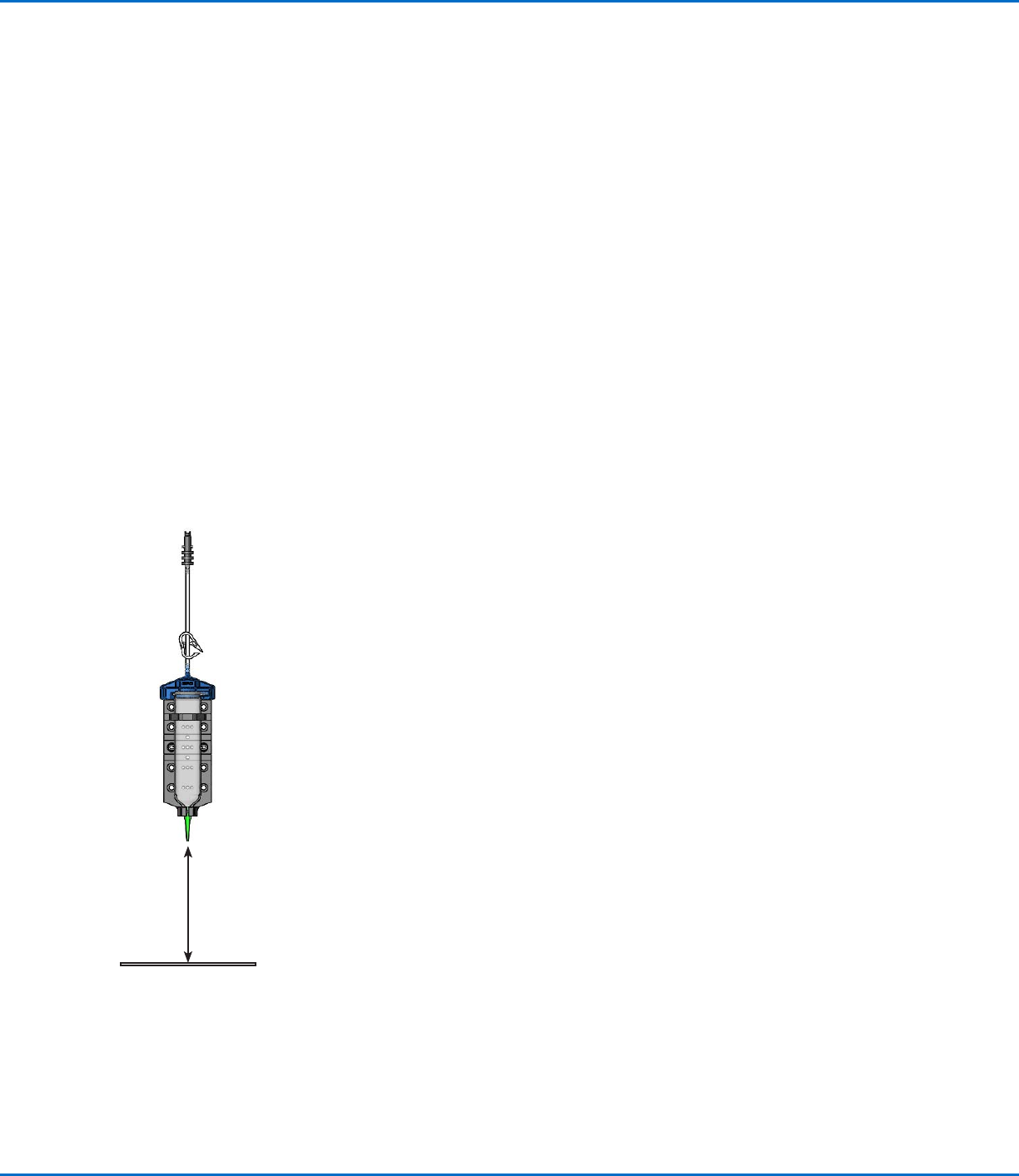
关于点胶高度关于点胶高度
点胶高度:(1)针头底部与工件之间的距离(适用于接触式应用)或(2)喷嘴底部与工件之间的距离(适用于非接触
式应用)。点胶高度也叫做Z净空高度。
若更换了针头或喷嘴,应重新校准点胶高度。针头探测器可通过针头自动调整功能自动调节针头的高度,针头探测器是
系统的可选配件。如果系统包含了可选配的针头校准器,可以使用“自动针头调节”功能,随时自动更新针头高度。
点胶高度需重新校准的情况如下:
· 系统第一次校准时。
· Z轴上的部件移动时(如针筒)。
· 在点胶针头或喷嘴被更换时,尤其是当点胶针头长度发生变化时。
· 在点胶阀或工件更换时。
关于标记点关于标记点
标记点是工件上通过“标记点”指令设定的特定点。若更改工件的位置或排列方式,系统可通过“标记点”指令调整全
部的XY坐标值。通过“程序补偿”指令来实现调整作业。这个调整由“程序补偿”指令来完成。
点胶高度
(Z轴净空高度)
工件 / 基材