CN_Nordson_EFD_R_Series_Operating_Manual.pdf - 第52页
R系列自动点胶系统 52 www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信 EFD 在全球范围内销售专业点胶系统并提供技术支持服务 如何设置标记点 如何设置标记点 若工件位置和 / 或方向发生改变,系统可自动将程序中的所有XY坐标值调整为新的位置及方向。可通过程序补偿功能 实现此目的。必需要在工件上设定两个标记点,确保可正常执行此功能,具体流程如下。 先决条…
R系列自动点胶系统
51
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
通过程序及指令操作(续)通过程序及指令操作(续)
如何变更地址的群组(群组编辑)(续)如何变更地址的群组(群组编辑)(续)
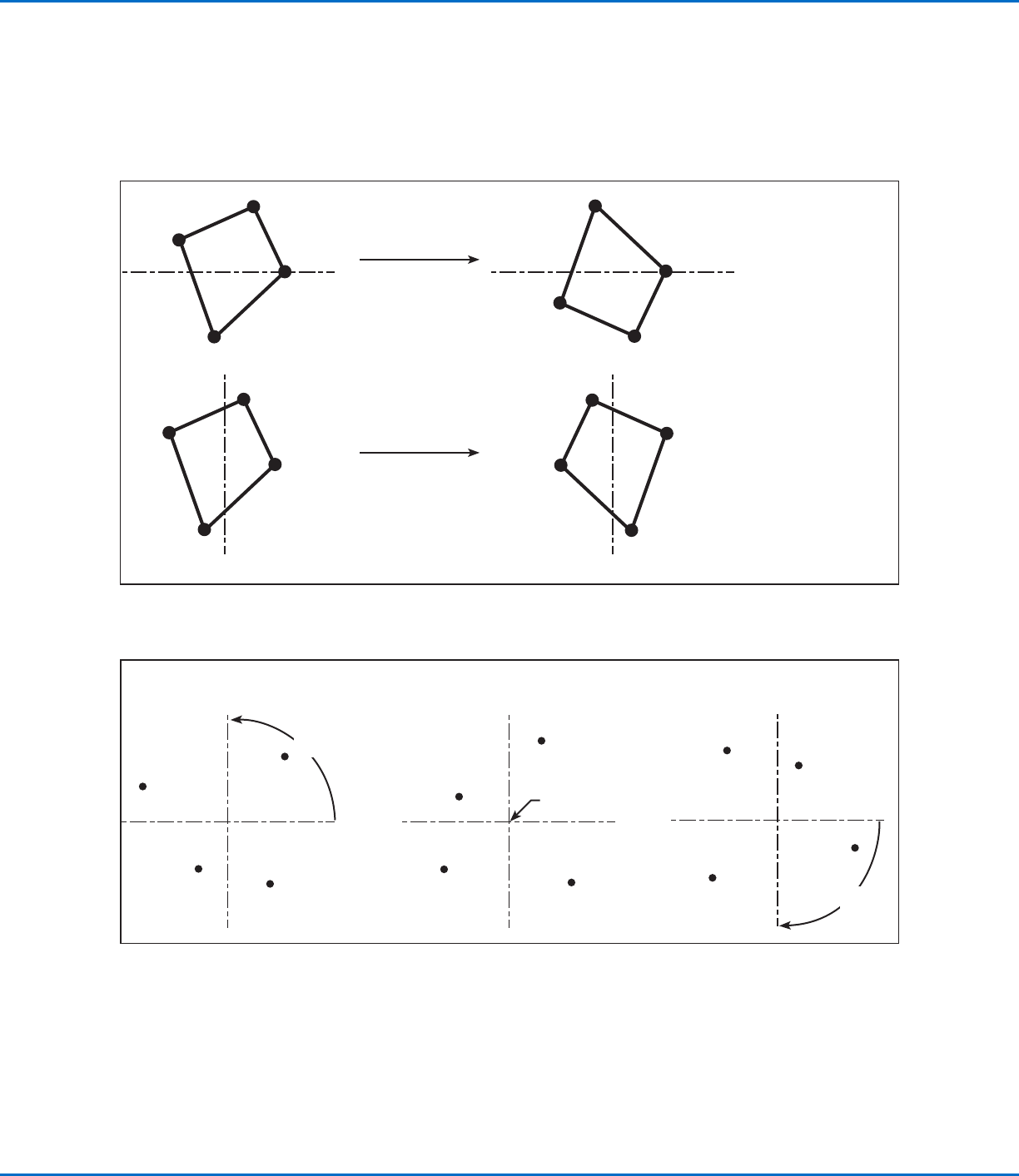
镜像点和旋转点的示例镜像点和旋转点的示例
群组编辑下的镜像点示例
群组编辑下旋转点的示例
1
2
3
4
90°
逆时针旋转
旋转起点
1
2
3
4
初始位置
1
2
3
4
-90°
顺时针旋转
1
2
3
4
垂直翻转
水平翻转
1
2
3
4
1
2
3
4
1
2
3
4
点的中心线
点的中心线
R系列自动点胶系统
52
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
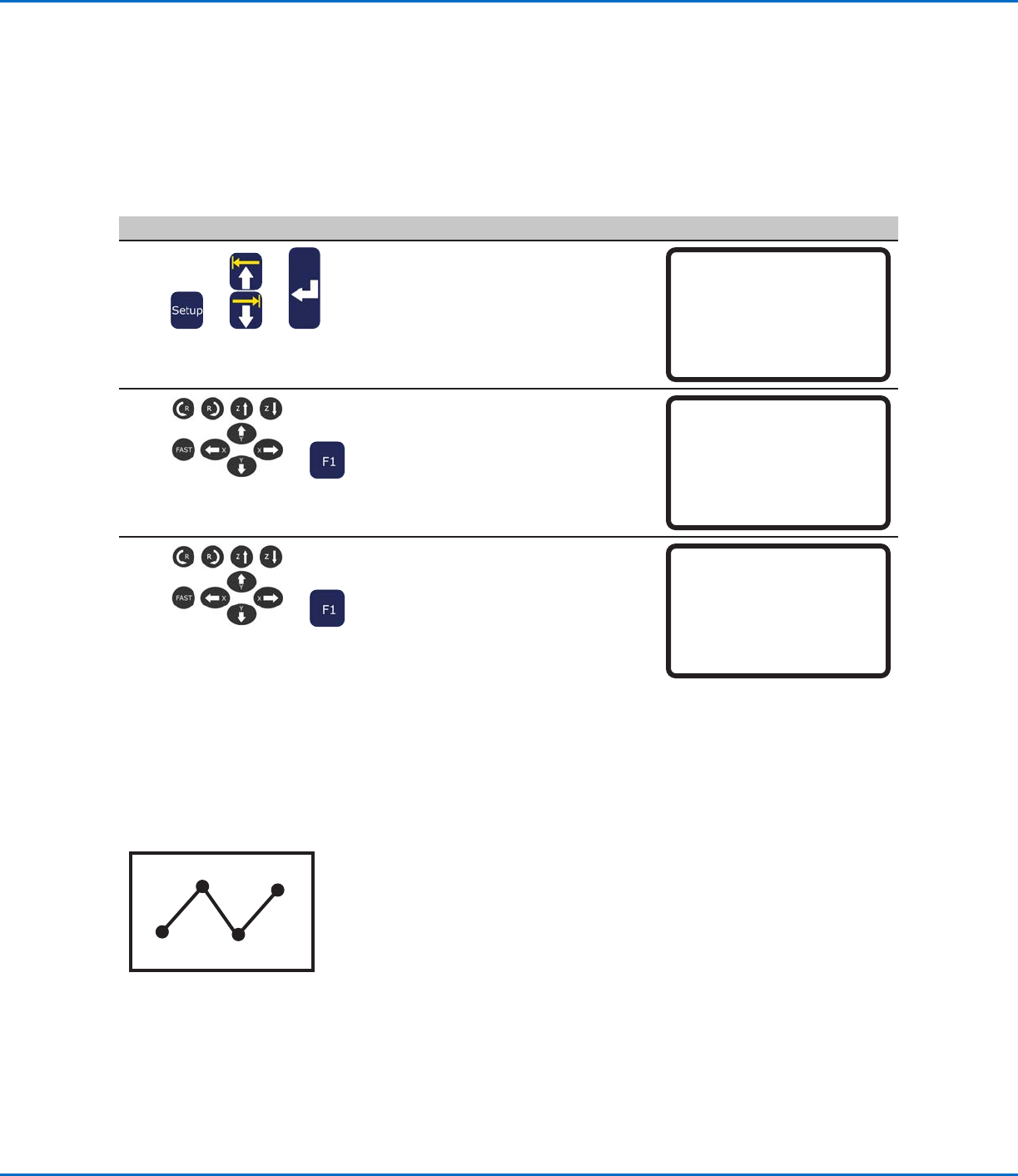
如何设置标记点如何设置标记点
若工件位置和 / 或方向发生改变,系统可自动将程序中的所有XY坐标值调整为新的位置及方向。可通过程序补偿功能
实现此目的。必需要在工件上设定两个标记点,确保可正常执行此功能,具体流程如下。
先决条件先决条件
工件已妥善安放至固定板。
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
1
> > > >
· 按下SETUP。
· 上下移动光标至MARK POINTS。
· 按ENTER。
[SETUP] 1/3
01 XY Move Speed
02 Z Move Speed
03 R Maximum Speed
04 Point to Point Arc Jump
05 Park Position
06 Calibration Point
07*Mark Points
2
> >
· 缓慢将针头移至第一个标记点,接着下
移针头,使其尽量接近标记点。
· 按下F1,保存设置。
Mark Points
------------------------------
Jog tip to Mark Point 1
------------------------------
[F1] OK
3
> >
· 缓慢将针头移至第二个标记点,接着下
移针头,使其尽量接近标记点。
· 按下F1,保存设置。
系统将保存标记点。现在,若客户需要
变更工件位置和 / 或方向,可通过程
序中的程序补偿功能(参考第53页)将
程序中所有的XY坐标值更新为新的位置
及方向。
Mark Points
------------------------------
Jog tip to Mark Point 2
------------------------------
[F1] OK
通过程序及指令操作(续)通过程序及指令操作(续)
工件的两个标记点位置示例
++
++
标记1
标记2
R系列自动点胶系统
53
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
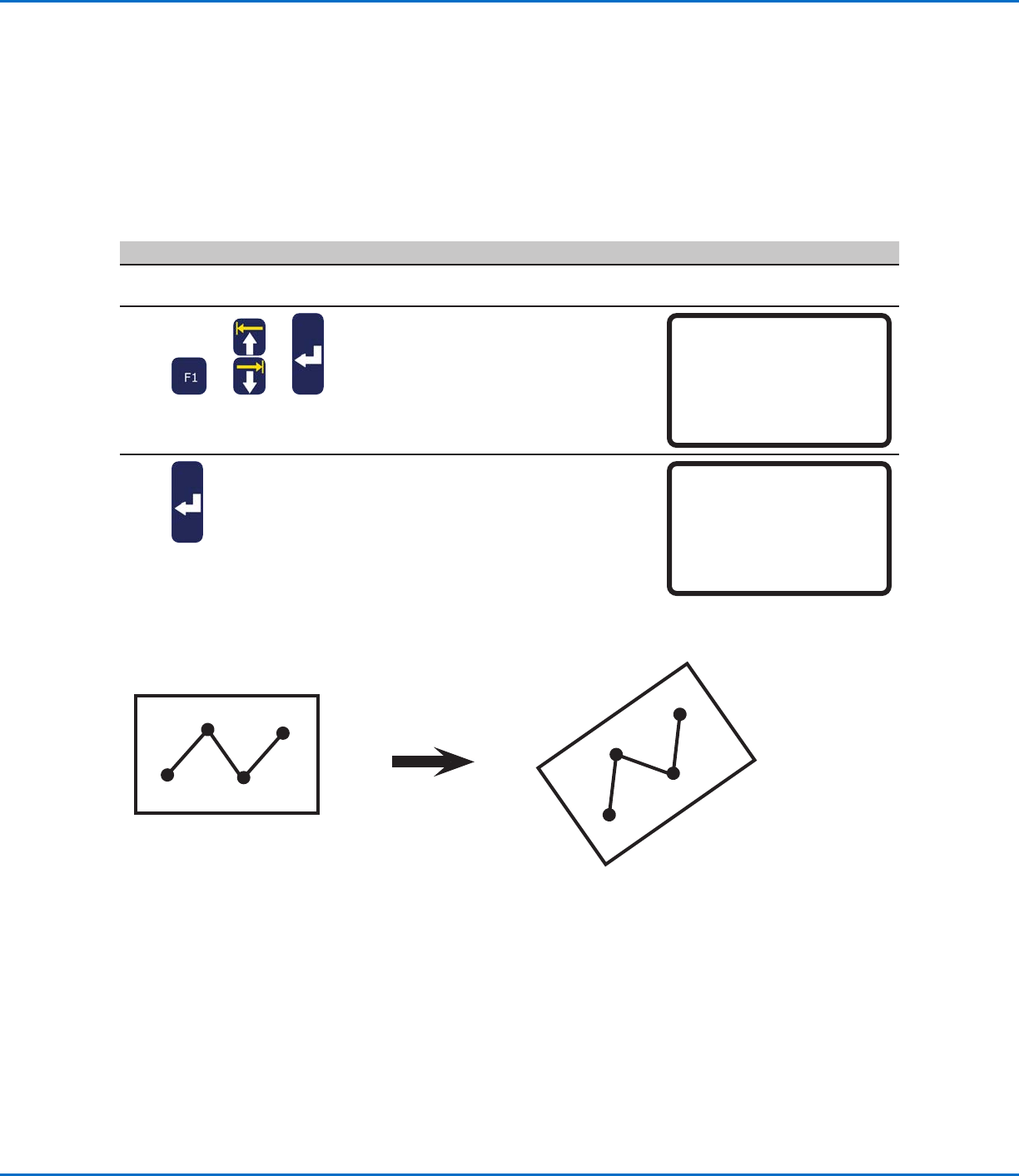
如何改变程序中所有的点坐标(程序补偿)如何改变程序中所有的点坐标(程序补偿)
当变更工件位置(位置或方向),通过程序补偿功能可更新程序中所有点的坐标。用户必需设置两个标记点,确保正常
执行此功能。
先决条件先决条件
系统处于教导模式下。参考第44页上的“如何从运行模式切换至教导模式”。
工件位置发生变动之前, 待更新的程序正确且功能正常。
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
1
· 设定工件的标记点。请参见第52页“如
何设定标记点”章节内容。
2
> > > >
· 按F1。
· 上下移动光标至“程序补偿”。
· 按ENTER。
[PROGRAM MENU] 1/1
01 Teach/Run
02*Program List
03 Reset Counter
04*Program Offset
05 Needle Adjust
06 Auto Needle Adjust
3
· 按下回车键启动。遵循显示屏上的说
明。
完成后,系统会自动调整当前程序所有
的节点,适应新的工件位置。
Program Offset
------------------------------
Press [ENTER] to begin
------------------------------
通过程序及指令操作(续)通过程序及指令操作(续)
工件的两个标记点位置示例
++
++
标记1
标记2
++
++
标记1
标记2