CN_Nordson_EFD_R_Series_Operating_Manual.pdf - 第98页
R系列自动点胶系统 98 www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信 EFD 在全球范围内销售专业点胶系统并提供技术支持服务 06 划圆(续) 06 划圆(续) 起始角度(0度)=3:00 起始角度的0(度)默认设置为3:00 Circle 4/5 ------------------------------ Backtrack Length: 0.0…
R系列自动点胶系统
97
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
06 划圆06 划圆
Circle
------------------------------
[F1] 3-Point [F2] Center Point
------------------------------
Circle 1/5
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
R: 89.32 deg
[F1] OK [F2] Next [F3] Current
Circle 2/5
------------------------------
Circle Speed: 10.0 mm/s
Diameter: 0.00 mm
Start Angle: 0.0 deg
End Angle: 360.0 deg
[F1] OK [F2] Next
Circle 3/5
------------------------------
Pre-move Delay: 0.00 s
Settling Distance: 0.00 mm
Shutoff Distance: 0.00 mm
Shutoff Delay: 0.00 s
Dwell Time: 0.00 s
[F1] OK [F2] Next
按键按键 功能功能
>
注册一个划圆。在划圆直径上选定三个点,或输入划圆的圆心坐标,创建一个划圆(查阅第65页上的“如何划
圆”)。
参数参数 描述描述
划圆速度 划圆时点胶针头的行进速度优先于系统默认的速度设定值。
范围: 0.1–400(mm/s)
直径 划圆的直径。
范围:0.01–400(mm)
起始角度 相对于划圆点胶作业起点圆心处的角度(单位:度)。默认设定值(0度)相当于三点钟
方向。
默认:0(度)
范围:0 to ±360(度)
终止角度 位于起始角度值之后、点胶停止的角度(单位:度)。
默认:0(度)
范围: 0–10000(度)
· 如需按逆时针方向点胶,
· 可输入一个正值。如需按顺时针方向点胶,可输入一个负值。
移动前延迟 移动前,点胶机在划圆起始点处保持打开的时长。这一延时可防止在流体流动之前针头沿
划圆发生移动。
范围: 0–100(s)
设置距离 开启点胶机前,平台离开划圆起始点的移动距离。该距离为平台提供了足够的提速时间,
主要为了防止在划圆起始处堆积过量的流体。
范围: 0–100(mm)
关机距离 为防止在划圆终止处堆积过量流体,点胶机关机位置与划圆终止点之间的距离。
范围: 0–100(mm)
关机延迟 在划圆终止点处,点胶机停止后保持打开的时长。
范围: 0–100(s)
停留时间 点胶机关机之后,划圆终止点处的延迟时间。这一延时可在针头移至下一节点之前均衡压
力。
范围: 0–1000(s)
转下页
附录A,类型菜单参考(续)附录A,类型菜单参考(续)
R系列自动点胶系统
98
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
06 划圆(续)06 划圆(续)
起始角度(0度)=3:00
起始角度的0(度)默认设置为3:00
Circle 4/5
------------------------------
Backtrack Length: 0.00 mm
Backtrack Gap: 0.00 mm
Backtrack Speed: 10.0 mm/s
Type 0| 1\ 2] 3/ 4[: 0
[F1] OK [F2] Next
Circle 5/5
------------------------------
Retract Distance: 0.00 mm
Retract Low: 10.0 mm/s
Retract High: 80.0 mm/s
[F1] OK [F2] Next
按键按键 功能功能
>
查阅前页。
参数参数 描述描述
返回长度 点胶针头朝远离划圆终止点方向移动的距离。
范围: 0–100(mm)
返回高度 点胶针头离开划圆终止点时提升的距离。此值必须小于该点的Z轴净空高度。
范围: 0–100(mm)
返回速度 点胶针头的缩进速度。
范围: 0–200(mm/s)
类型 参考第96页上的“缩进设置参数的示例”。
0(正常) 点胶针头垂直向上移动至缩进空隙的高度。
1(向后) 点胶针头以一定角度向后移动,移动距离及高度依照“缩进长度”及“
缩进空隙”中设定的值。
2(曲折式向后) 点胶针头向上移动,再向后移动,移动距离及高度依照“缩进长度”
及“缩进空隙”中设定的值。
3(向前) 点胶针头以一定角度向前移动,移动距离及高度依照“缩进长度”及“
缩进空隙”中设定的值。
4(曲折式向前) 点胶针头向上移动,再向前移动,移动距离及高度依照“缩进长度”
及“缩进空隙”中设定的值。
缩进距离 结束点胶后针头的提升距离(单位:mm)。
范围: 0–50(mm)
缩进距离低 点胶之后,针头的提升速度。
范围: 0–200(mm/s)
缩进距离高 针头以“缩进距离低”中设定的速度抬升“缩进距离”中设定的缩进距离量之后,针头按
照此项设置中的速度继续抬升至Z轴净空高度。设置Z轴净空高度是为了提升针头至足够高
度,避免在移至下一点的途中遇到任何障碍物。
范围: 30–200(mm/s)
附录A,类型菜单参考(续)附录A,类型菜单参考(续)
R系列自动点胶系统
99
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
07 程序终点07 程序终点
按键按键 功能功能
>
将当前地址记录为程序终止点。程序终点将点胶针头返回至起始位置或停驻位置。此命令必须在点胶程序结束
后出现。
08 曲线节点08 曲线节点
Spline Node
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
R: 9.32 deg
[F1] OK [F3] Current
按键按键 功能功能
>
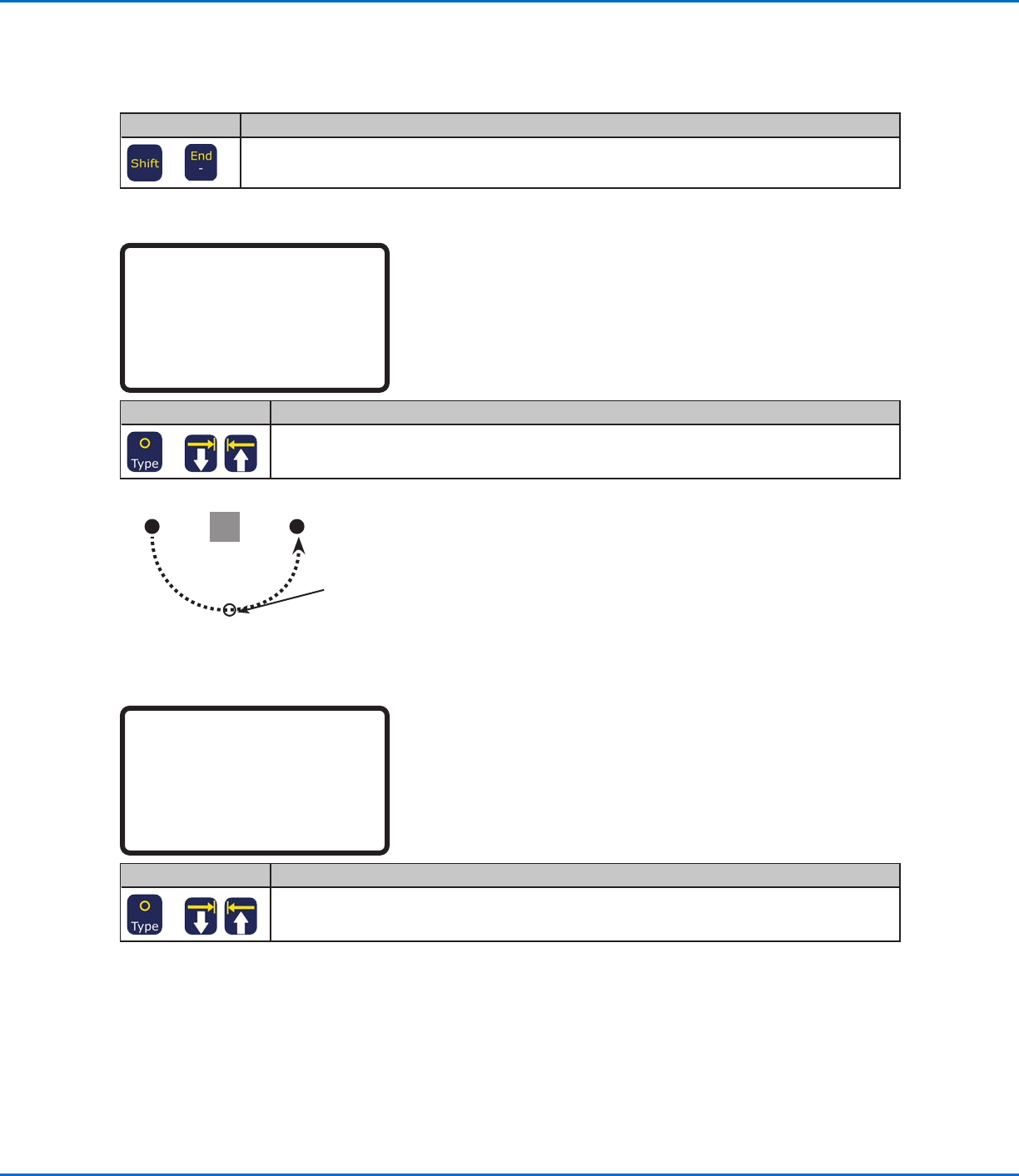
更改针头移动路径,使其在两点之间移动。输入曲线节点,使针头在从一个点移至另一点的过程中通过曲
线节点。这样可防止碰到工件上的障碍物。
点胶点 A 点胶点 B
曲线节点:针头从点胶点 A移至点胶点
B的过程中经过曲线节点。
09 曲线移动速度09 曲线移动速度
Spline Move Speed
------------------------------
Speed: 80.0 mm/s
[F1] OK
按键按键 功能功能
>
针头经过曲线节点时的移动速度。
范围: 0.1–500(mm/s)
附录A,类型菜单参考(续)附录A,类型菜单参考(续)