CN_Nordson_EFD_R_Series_Operating_Manual.pdf - 第40页
R系列自动点胶系统 40 www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信 EFD 在全球范围内销售专业点胶系统并提供技术支持服务 设置系统参数(续) 设置系统参数(续) 语言 语言 # # 按键 按键 步骤 步骤 教导盒显示界面 教导盒显示界面 1 > > > > · 按下SETUP。 · 上下移动光标至LANGUAGE。 · 按E…
R系列自动点胶系统
39
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
自动排胶自动排胶
在特定的时间段,若系统空闲,客户可设置系统自动排胶时间。系统排胶时,针头将移至停驻位置,按照自动排胶的设
定参数进行材料的排出。本指令适用于贮放时间短的双组分材料。
当前程序支持自动排胶功能。自动排胶功能的默认状态为关闭(等待时间及排胶时间都设置为0)。输入0之外的数值,
即可启用此功能。系统处于运行模式下时,自动排胶功能才有效。
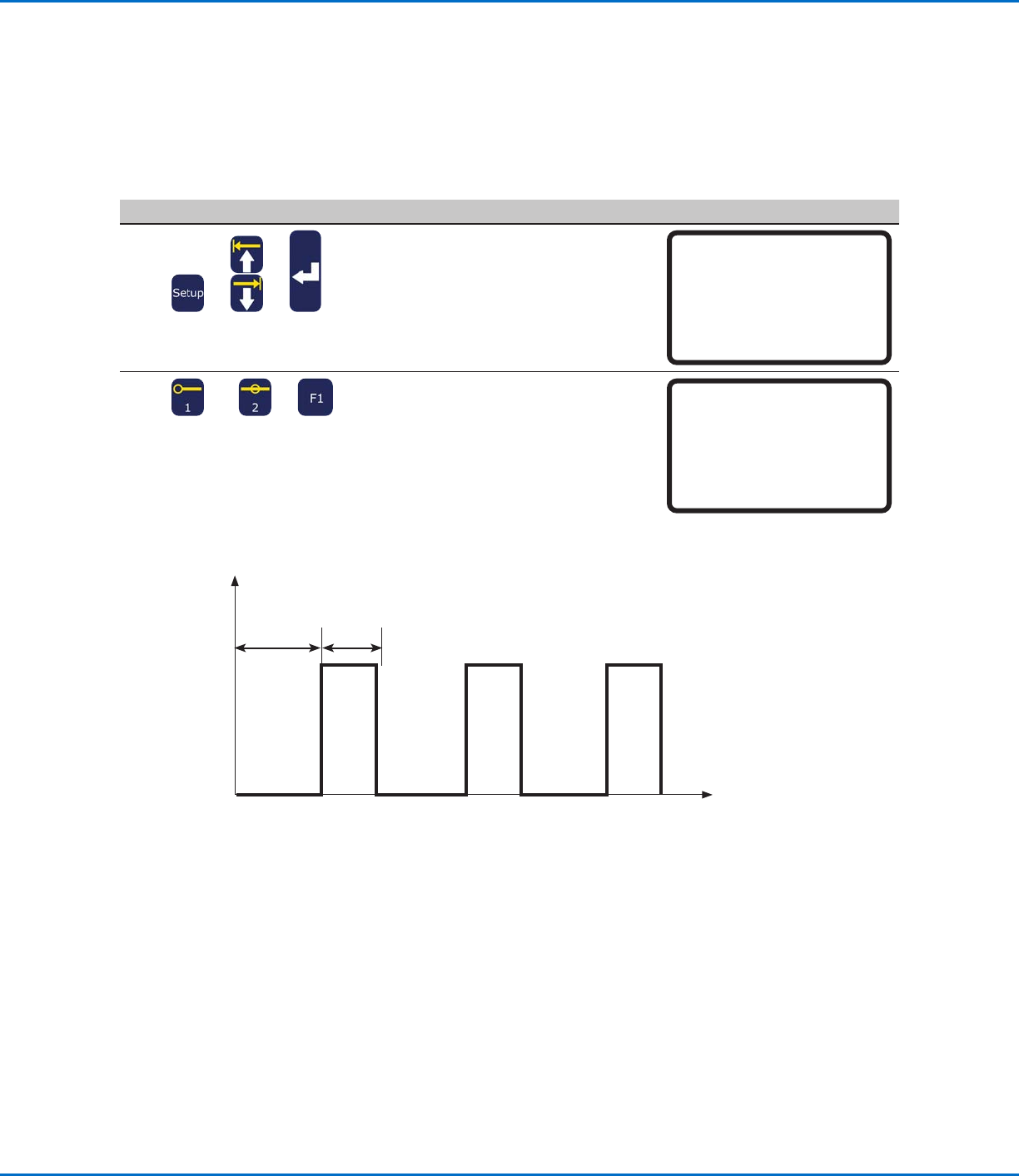
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
1
> > > >
· 按下SETUP。
· 上下移动光标至AUTO PURGE。
· 按ENTER。
[SETUP] 2/3
08 Program Output Status
09 Pause Status
10*Auto Purge
11 Pre-cycle Initialize
12 Pre-dispense Wait Time
13 Default Dispense Port
14 Needle Detect Setup
2
或 或 > >
· 输入自动排胶参数的设定数值:
排胶时间排胶时间 — 系统在1秒种的时间间隔下
的排胶时间。
等待时间等待时间 — 自动排胶启动之前的系统
闲置时间(未按下平台“启动”
按钮)。
排胶时间及等待时间的图解如下所示。
· 按下F1保存并退出。
Auto Purge Setup
------------------------------
Purge Time: 0.1 s
Wait Time: 0.1 s
[F1] OK
点胶机开启
点胶机关闭
时间/(秒)
等待时间 排胶时间
5 2 5 2 5 2
等待时间为5秒,排胶时间为2秒的自动排胶示例
设置系统参数(续)设置系统参数(续)
R系列自动点胶系统
40
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
设置系统参数(续)设置系统参数(续)
语言语言
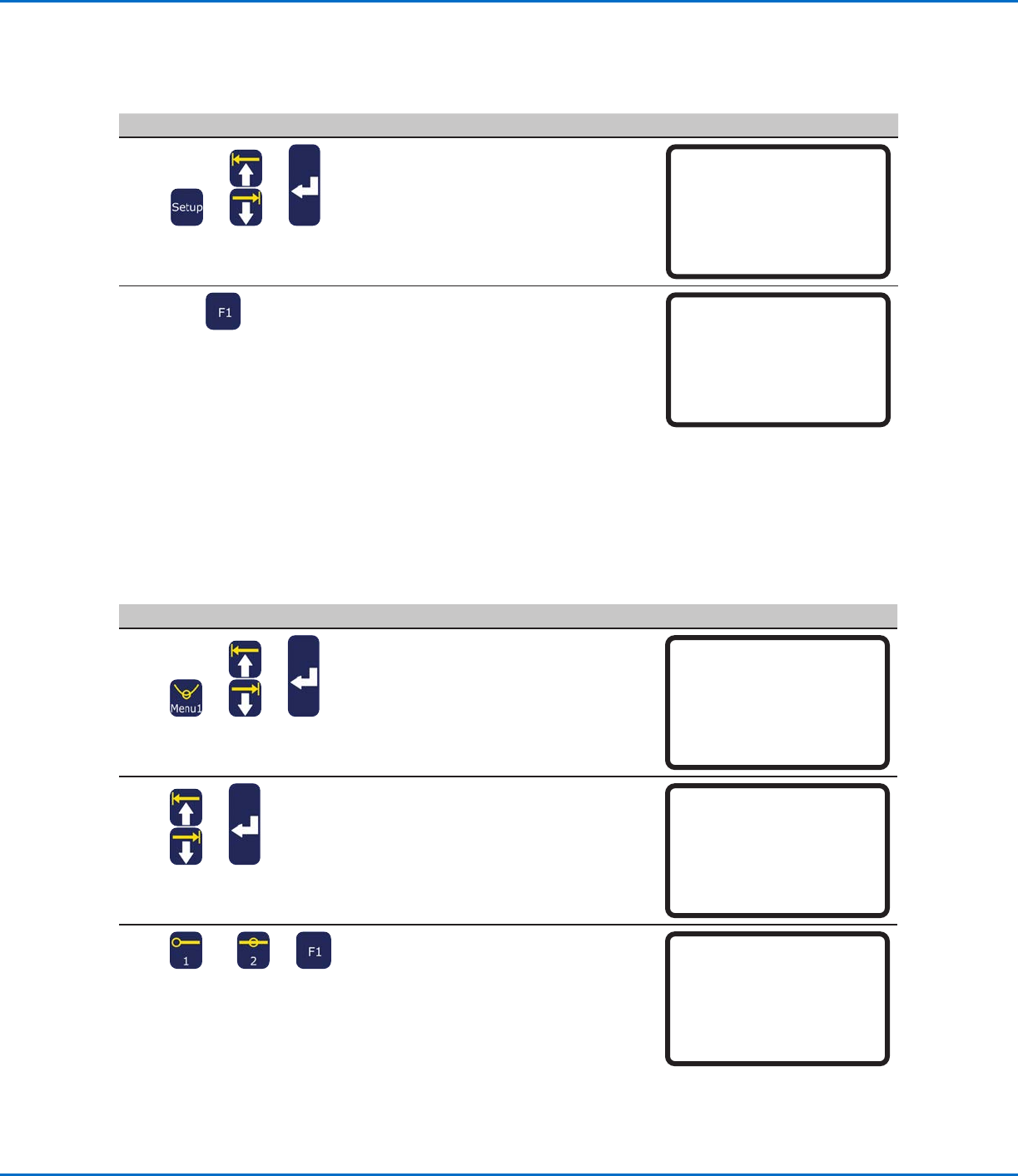
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
1
> > > >
· 按下SETUP。
· 上下移动光标至LANGUAGE。
· 按ENTER。
[SETUP] 3/3
15 Run Limit
16 Measurement Unit
17 Password Setup
18 Remote Command
19*Language
20 System Information
2
x > x >
· 输入所需语言的编号。
· 按下F1保存并退出。
Language
------------------------------
1 English
Select: _
[F1] OK
按键音调整按键音调整
当按下教导盒键时,会发出按键音。默认值为开启。关闭按键声的流程如下。
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
1
> > > >
· 按下MENU 1。
· 上下移动光标至UTILITY MENU。
· 按ENTER。
[MENU 1] 2/2
08*Utility Menu
09 Diagnostic
2
> >
· 上下移动光标至KEY BEEP。
· 按ENTER。
[UTILITY] 1/1
01 Program
02 Memory
03*Key Beep
04 Online Signals
05 Barcode Scanner
06 System Lockout
3
或 或 > >
· 按下1 ENABLE来开启按键音。
· 按下2 DISABLE来关闭按键音。
· 按下F1保存并退出。
Key Beep (All)
Enable
------------------------------
1 Enable
2 Disable
Select: _
[F1] OK
R系列自动点胶系统
41
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
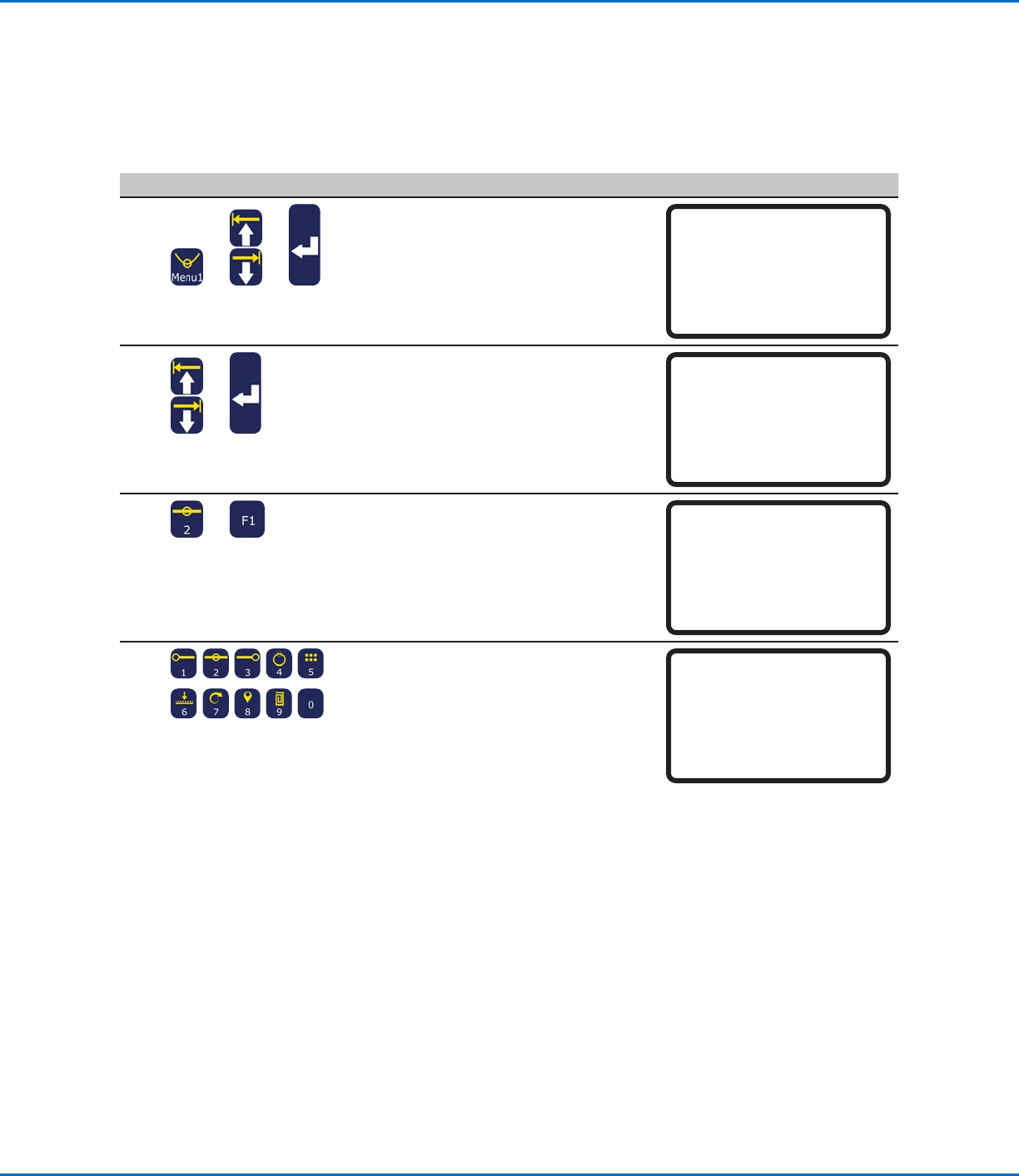
设定工具补偿设定工具补偿
若系统在Z轴上装有摄像头或类似配件,则需要按照如下流程将补偿值输入系统。补偿值即针头和配件之间的距离。
先决条件先决条件
胶阀系统和配件都处于正常安装状态。
通过计算得出此功能所需的XYZ三轴的补偿值(单位in/mm)。
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
1
> > > >
· 按下MENU 1。
· 上下移动光标至UTILITY MENU。
· 按ENTER。
[MENU 1] 2/2
08*Utility Menu
09 Diagnostic
2
> >
· 上下移动光标至MEMORY菜单。
· 按ENTER。
[UTILITY] 1/1
01 Program
02*Memory
03 Key Beep
04 Online Signals
05 Barcode Scanner
06 System Lockout
3
> >
· 按下2 TOOL OFFSET。
· 按下F1并输入所需校准的数值,即针头
配件间的距离。
Memory Utility
------------------------------
1 Clear Memory
2 Tool Offset
Select: _
[F1] OK
4
· 分别输入X,Y,Z轴的校准数值。
请参考以下范例了解如何计算校准值。
Tool Offset
------------------------------
Offset X: 0.00 mm
Offset Y: 0.00 mm
Offset Z: 0.00 mm
[F1] OK
关于工具补偿值计算案例关于工具补偿值计算案例
在此示例中,配件为安装在平台上的摄像头。使用摄像机在工件上创建点胶点,接着记录XYZ坐标值。计算两个坐标值
之间的差距,得到如下补偿值:
· 配件XYZ值: 10 20 5
· 针头XYZ值: 8 22 15
· 补偿XYZ值: 2 -2 -10 -10(附件XYZ值及针头XYZ值之间的差异)