Heller维修手册.pdf - 第118页
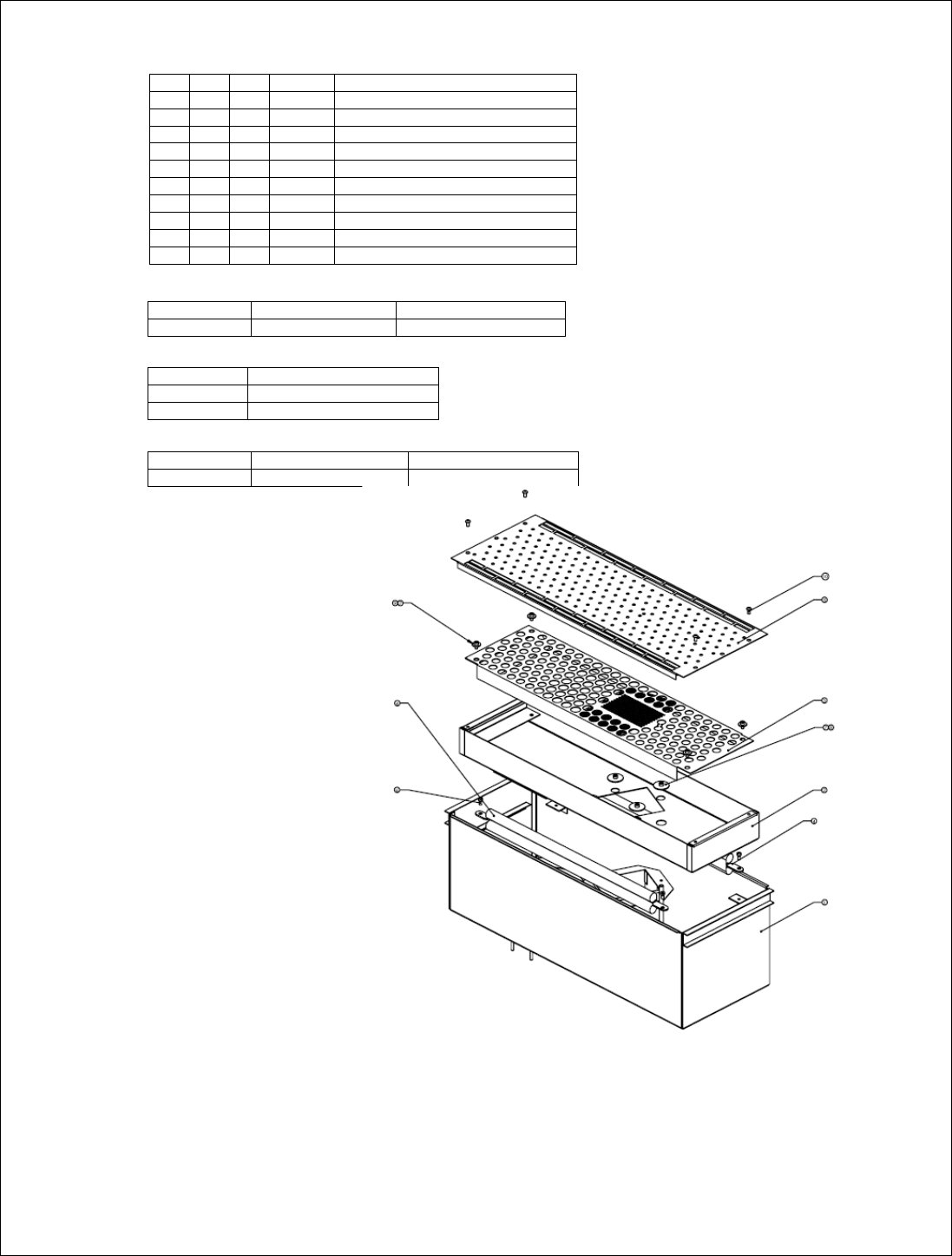
11 5 图 1B 显示 5” 叶轮吸风机加热模块 的所有零件的装配。 件号 数量 尺寸 零件编号 说明 1 参考 见表 2 1 D 684921 散流器箱焊接件 3 1 D 685173 内护栅焊接件 4 2 见表 5 1 见表 6 4 3632 外加面板螺钉 7 8 95 416 SHCS # 10 - 32 × 3/8 LG 8 4 3537 垫片(内径 0.22 ,外径 1.2 ×厚度 0.06 ) 9 4 3536 垫片(内径…
114
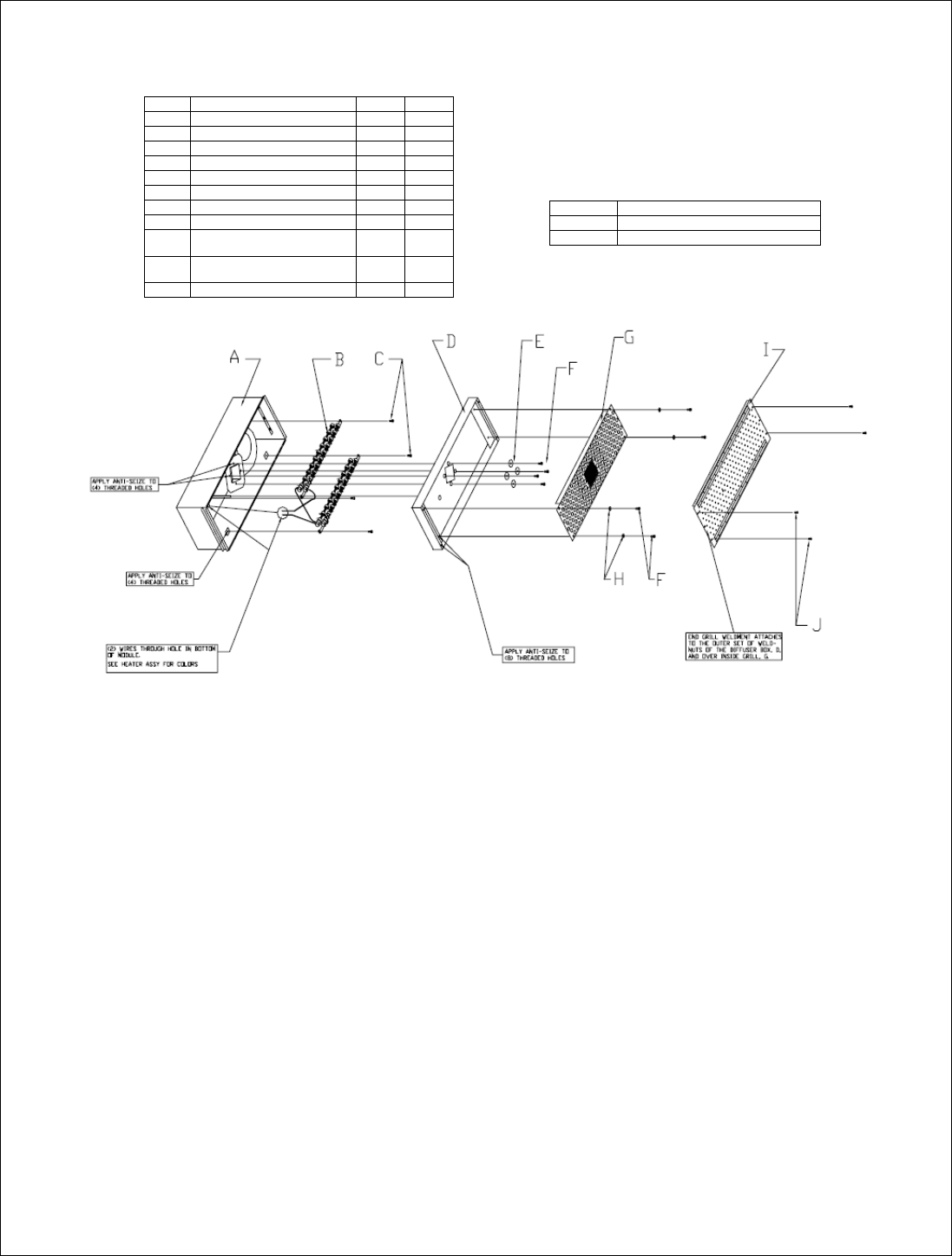
零件 零件说明 数量-01 数量-02
A
D-671635 外壳焊接件
1 1
B
参见表 1 参考 参考
C
CP-3632 外加面板螺钉
4 4
D
D-673095 散流器箱焊接件
1 1
E
CP-3537 垫片
4 4
F
95416 10-32×3/8” SHCS
8 8
G
D-673093 内护栅焊接件
1 1
H
CP-3536 垫片
4 4
I
D-673094-01 端部护栅焊接件,带网
眼
1 0
I
D-673094-02 端部护栅焊接件,无网
眼
0 1
H
95785 10-32×3/8” BHCS 不锈钢
4 4
零件 B:表 1
D-686049 5000W 加热元件,380V
D-682991 6000W 加热元件,240V(低压)
D-682991 6000W 加热元件,480V(高压)
在(4)个螺纹孔上涂
ANTI-SEIZE 润滑脂
在(4)个螺纹孔上涂
ANTI-SEIZE 润滑脂
在(8)个螺纹孔上涂
ANTI-SEIZE 润滑脂
端部护栅焊接件固定在散流器箱 D 的
外部焊接螺母上,并覆盖在内护栅 G 上
(2)根电线穿过模块底部的通孔。
参见加热器组件选择颜色
注意:
Anti-seize
是
Loctite
润滑脂,零件编号
76764
图
1A
图
1A 显示 4”叶轮吸风机加热模块的所有零件的装配。
115
图
1B 显示 5”叶轮吸风机加热模块的所有零件的装配。
件号 数量 尺寸 零件编号 说明
1
参考
见表
2 1 D 684921
散流器箱焊接件
3 1 D 685173
内护栅焊接件
4 2
见表
5 1
见表
6 4 3632
外加面板螺钉
7 8 95416
SHCS#10-32×3/8 LG
8 4 3537
垫片(内径 0.22,外径 1.2×厚度 0.06)
9 4 3536
垫片(内径 0.22,外径 0.64×厚度 0.06)
10 4 96111
BHCS 不锈钢 10-32×3/8 LG
件号 1 表格
D-684920-01 外箱焊接件,无碳化器 用于 D-684986-01,-02
D-684920-02 外箱焊接件,带碳化器 用于 D-684986-03,-04
件号 4 表格
D-686049 5000W 加热元件,380V
D-682991 6000W 加热元件,240V(低压)
D-682991 6000W 加热元件,480V(高压)
件号 5 表格
D-673094-01 端部护栅焊接件,带网眼 用于 D-684986-01,-03
D-673094-02 端部护栅焊接件,无网眼 用于 D-684986-02,-04
图
1B
116
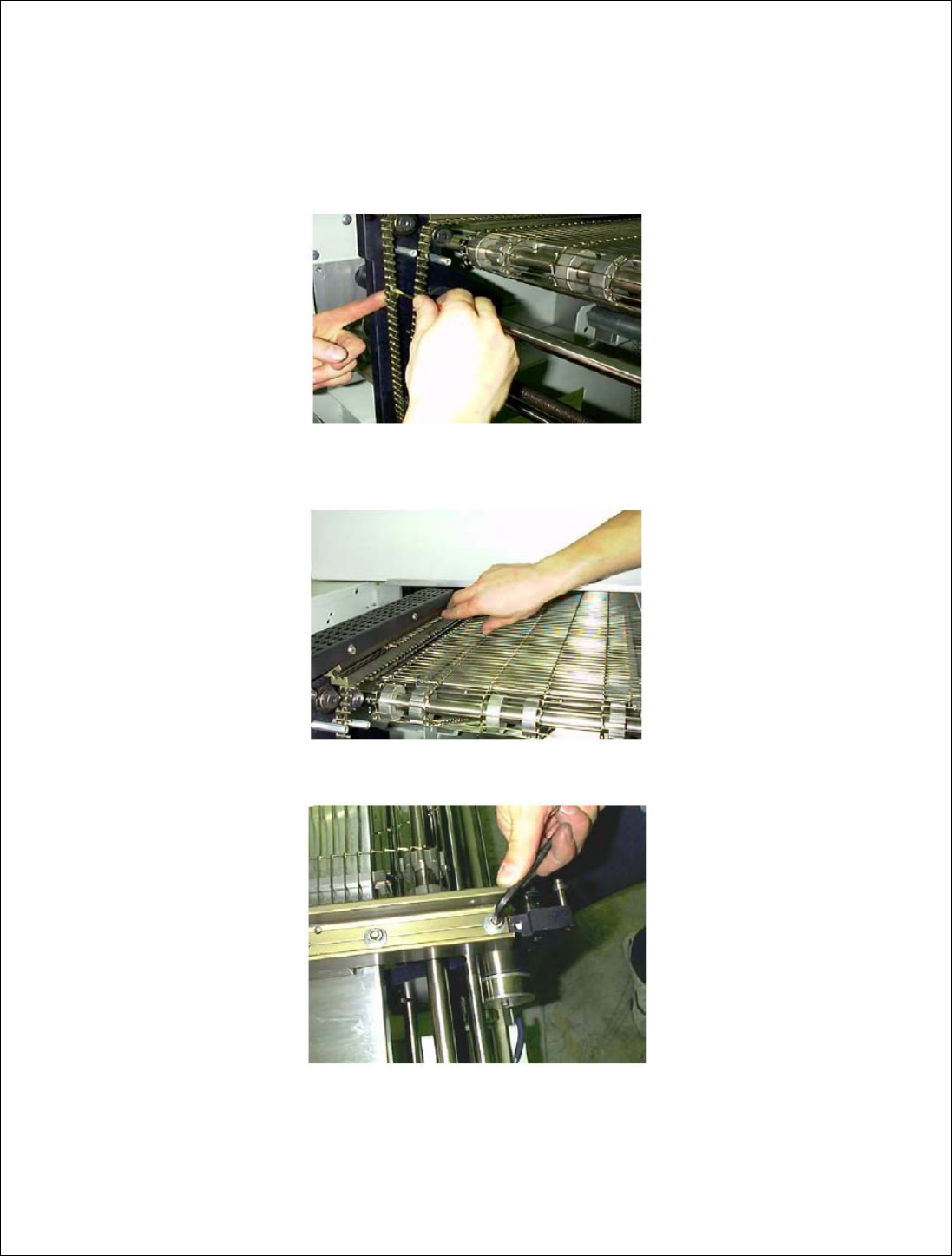
II.更换底部加热元件
1、 在回流炉冷却状态下,运行“唤醒”(WAKEUP)工作,直至看见可调链条的主链节出现在回
流炉出口端的链轮齿上。
2、 按下紧急停止开关,停止输送带。
3、 用小号的一字头螺丝刀用力撬动主链节的链夹,将其拆下。
4、 从传动链轮上拆下链条。
5、 将链条沿着轨道全部拉出来。
6、 从轨道的长截面上拆下内六角螺钉。
7、 朝身体方向用力拉出轨道。轨道从将其与短轨道连接的钢延伸块上滑出。