Heller维修手册.pdf - 第136页
133 正确的监测取决于电路板的结构、生产量要求和焊膏。咨询焊膏生产商推荐温升速 度 、活化温度、回流 时间以及回流温度。 Heller 回流炉已成功使用多种焊膏,包括新一代的“免清洗”焊膏。参见下图共晶焊和 无铅焊的典型温度曲线。 电路板上的最高和最低温度的最大差异最好应低于 20 ℃, 温度最高点应低于焊料熔点以上 40 ℃, 最低温 度应高于焊料熔点以上 15 ℃。 一般来说, 对不同类型的电路板组件, 可以设置通用的监测程序, …
132
III、 电流限值调节。(仅适用于无离合器操作系统)
应仅在最低和最高速度调节完成后执行该校准。传输力的理想阈值是 30 至 40 英寸磅。这
是使得传输电动机控制器停止(电流限值)输送带系统所需的力。
A、 在软件应用程序中,将计算机控制速度的设定值置为 90 厘米/分钟。(50%功率)。
B、 对于无离合器操作,使用 10-100 英寸磅范围、3/8”口径的扭矩扳手,以及 5/8”开
口端、3/8”口径的开口扳手。设定扭矩扳手为 40 英寸磅。
C、 注意先出现哪种情况:输送带停止,或扭矩扳手指示 40 英寸磅。
D、 如果扳手在输送带停止之前指示,逆时针转动微调电位计,降低电流限值的阈值。
E、 如果输送带在扳手指示之前停止,则顺时针转动微调电位计,增加阈值。
F、 重复步骤 B 至 E,直至输送带速度设定值为 60 厘米/分钟时,扭矩扳手指示 35 至 40
英寸磅。
完成电流限值调节后,以不同速度测试输送带系统,检查是否测力计读数在 30 至 40 英寸磅的范
围之内。
XI.监测
将一个热电偶固定在电路板组件上通常升温最慢的点上。该点可能是 PLCC、QFP 或 BGA 的引线处。首
先,将需要固定热电偶的元器件的一些引线接头上的焊料去除,用高熔点合金重新焊接。必须去除已有的焊
料以避免冲淡高温焊料,使之熔点降低。然后使用高温焊料将热电偶接头固定在这些引线上。
将第二个热电偶焊接在通常是温度最高的位置。该高温点一般位于电路板角落未使用的空白部分。避免
将两个热电偶接头放置同一个电路通道中,因为会产生相互干扰。
将热电偶固定在元器件和电路板上时应使用尽可能少的焊料,最大限度地减小对局部热质量的改变,以
免影响热电偶的准确度和响应时间。
将热电偶粘贴在电路板上,以免在处理过程中接头受力;并将热电偶的电线套入线管,防止卷入到输送
带中。
将电路板放在输送带上,用合适的夹具固定在位,使得电路板不会在输送带上滑动。如果热电偶接头位
于走线上,该走线必须与回流炉接地绝缘。
通过正确地设置每个加热区的温度和输送带的速度,可以获得理想的结果。请参考“KIC 软件指南”中
有关运行监测程序的说明。
不需要在生产前对每个组件进行监测。Heller 回流炉具有很广泛的工艺范围。如果与其它已经拟定程序
的电路板的尺寸和密度接近,可以使用相同的监测程序,无需更改设定点。
有时不同的电路板仅需更改输送带速度,除非组件密度有根本性的差异。如果在多层电路板中具有很重
的接地板和散热片,可能需要重新修改监测程序。
133
正确的监测取决于电路板的结构、生产量要求和焊膏。咨询焊膏生产商推荐温升速度、活化温度、回流
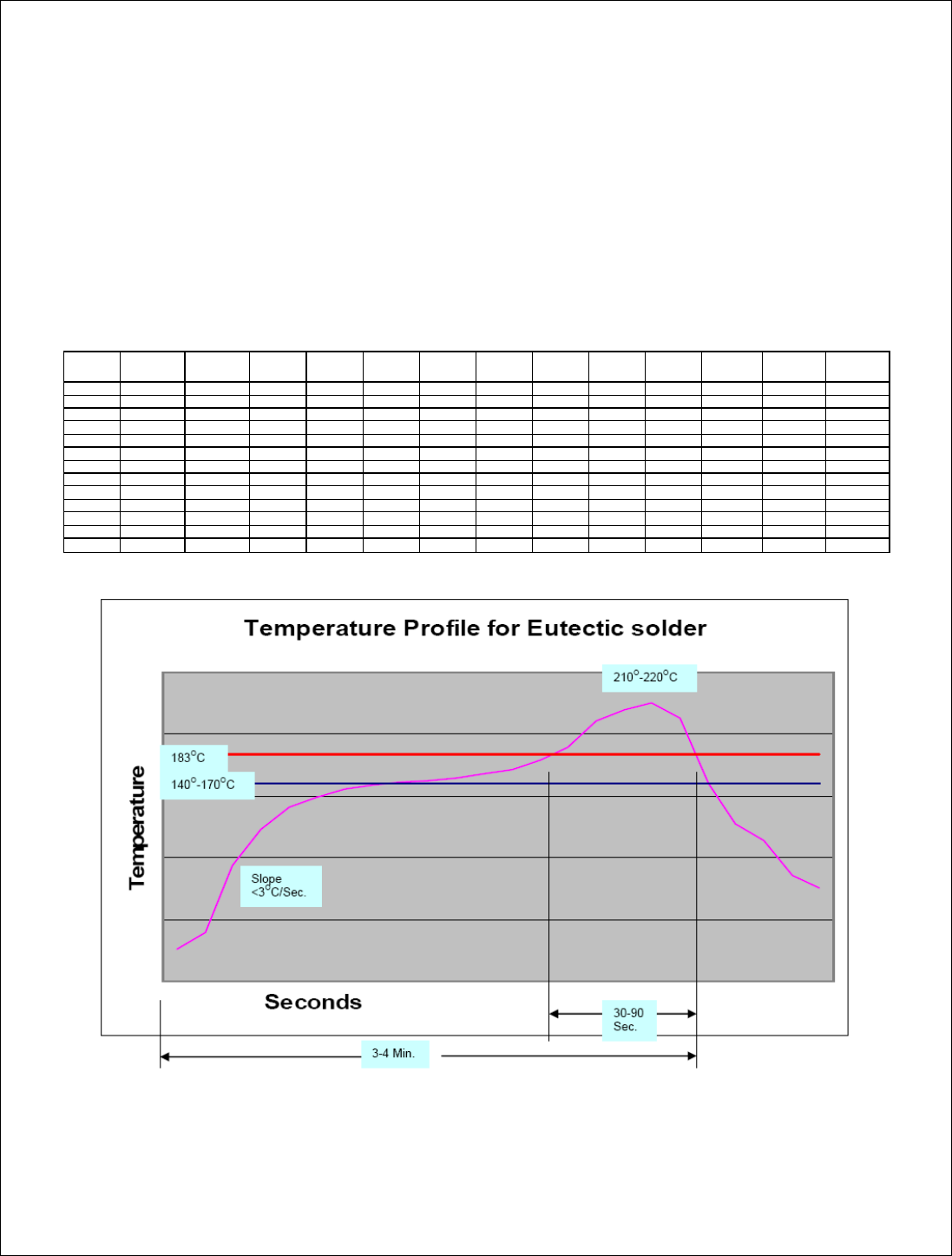
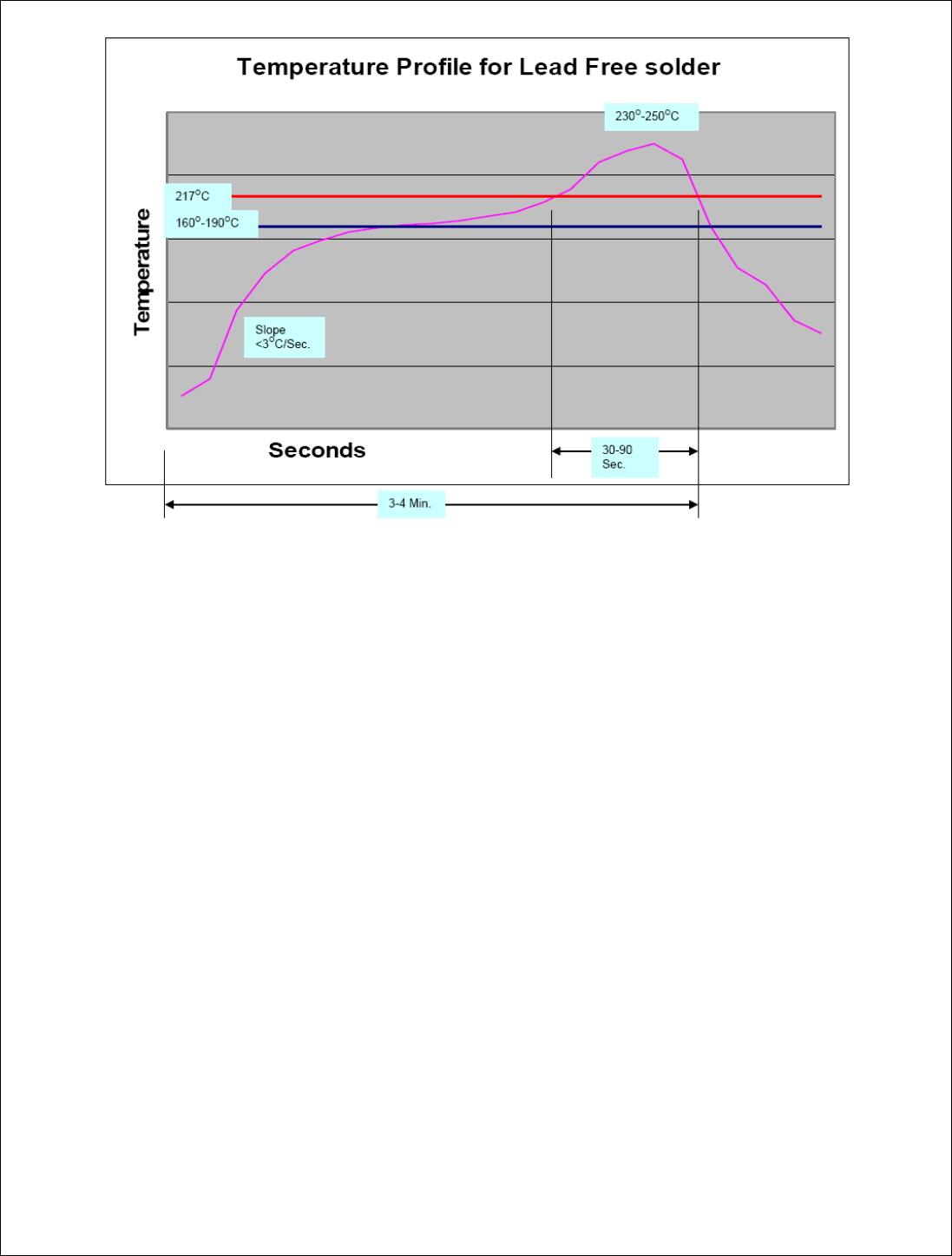
时间以及回流温度。Heller 回流炉已成功使用多种焊膏,包括新一代的“免清洗”焊膏。参见下图共晶焊和
无铅焊的典型温度曲线。
电路板上的最高和最低温度的最大差异最好应低于 20℃,温度最高点应低于焊料熔点以上 40℃,最低温
度应高于焊料熔点以上 15℃。
一般来说,对不同类型的电路板组件,可以设置通用的监测程序,通过改变输送带速度获得合理的结果。
主要使用小型电阻和电容芯片的电路板可以比密集使用大型 PLC 的电路板以较快速度运行。所有电路板的输
送带速度必须通过实验确定。『出厂设置的输送带速度为:1700 型 23.6 英寸每分钟(60 厘米每分钟),1800
型 31.5 英寸每分钟(80 厘米每分钟),1809 型 31.5 英寸每分钟(80 厘米每分钟)以及 1900 型 39.4 英寸每
分钟(100 厘米每分钟)』
良好的温度设定起始点(单位℃)如下表所示:
回流炉
加热区 1 加热区 2 加热区 3 加热区 4 加热区 5 加热区 6 加热区 7 加热区 8 加热区 9 加热区 10 加热区 11 加热区 12 加热区 13
1700
150
-
180 150
-
180 150
-
180 150
-
180 180
-
210 240
-
300
1705
150
-
180
150
-
180
180
-
200
200
-
240
240
-
300
1706
150
-
180
150
-
180
150
-
180
180
-
200
200
-
240
240
-
300
1707
1
50
-
1
80
1
50
-
1
80
1
50
-
1
80
1
80
-
2
00
1
80
-
2
00
2
00
-
24
0
24
0
-
300
1800
150
-
180
150
-
180
150
-
180
150
-
180
150
-
180
180
-
200
200
-
240
240
-
300
1807
150
-
180 150
-
180 150
-
180 180
-
200 180
-
200 200
-
240 240
-
300
1808
150
-
180
150
-
180
180
-
200
180
-
200
180
-
200
200
-
230
240
-
300
240
-
300
1809
180
-
200
150
-
180
150
-
180
150
-
180
150
-
180
150
-
180
180
-
200
200
-
240
240
-
300
1810
180
-
200 150
-
180 150
-
180 150
-
180 150
-
180 150
-
180 180
-
200 180
-
200 200
-
240 240
-
300
1812
15
0
-
180
150
-
180
150
-
180
150
-
180
150
-
180
150
-
180
150
-
180
180
-
200
180
-
200
240
-
300
240
-
300
1900
150
-
180 150
-
180 150
-
180 150
-
180 150
-
180 150
-
180 150
-
180 150
-
180 180
-
200 180
-
200 200
-
240 240
-
300
1912
150
-
180
150
-
180
150
-
180
150
-
180
150
-
180
150
-
180
150
-
180
150
-
180
180
-
200
180
-
200
200
-
240
240
-
300
1913
180
-
200 150
-
180 150
-
180 150
-
180 150
-
180 150
-
180 150
-
180 150
-
180 180
-
200 180
-
200 200
-
225 225
-
240 240
-
300
共晶焊的温度曲线
温度
斜率<3℃每秒
秒
3-4 分钟 30-90 秒
134
无铅焊的温度曲线
温度
斜率<3℃每秒
秒
3-4 分钟 30-90 秒
典型情况下,顶部和底部加热区设置为相同温度。通过实验确定每种类型电路板组件的最佳设置。
电路板应在预热和暂停区加热至接近助焊剂的活化温度。温升速度应介于 1-2℃每秒之间。如果出现焊
料球,检查沉积焊膏的质量和数量,以及加热速度。过量或老化的焊膏以及过高的温升速度都会促使焊料结
球。
回流时间范围应在 30 秒至 1 分钟之间。
对所有监测工艺,采用具有高温绝缘能力的优质的标准 K 型热电偶电线。我们推荐采用:GG-K-36
电线
销售厂家: OMEGA ENGINEERING,INC.
P.O. BOX 4047
STAMFORD,CT 06907-0047
(203)359-1660
具有合适焊接接头和接线端子的 K 型热电偶可从 Heller Industries 公司购买。定购这些装配件时请注明使
用的回流炉型号,以确保为您提供合适长度的热电偶。