Heller维修手册.pdf - 第130页
127 当回流炉中无电路板时,载入“唤醒” ( Wa k e u p ) 配方。使用提供的刷子,在回流炉的进口端在每个链 条上涂敷少量的润滑油,并等待 5 秒钟。用刷子再次在两个链条上涂敷润滑油。在回流炉 的进口端重复该程 序 15 - 20 次。转移到出口端,并重复以上程序。润滑油从链条中流出,并流进需要润滑油的轨道沟槽中 。 Heller 公司推荐在最差的工作条件下, 每隔 40 小时润滑一次。 根据助焊剂、 温度或输送带 速度等条…

126
VII.校正网带中的伸长
在操作的最初几个月,网带输送带通常会伸长 4”至 8”(10 厘米至 20 厘米)。经观察,网带长度会
在该初始阶段过后保持稳定。如果输送带伸长,推荐在操作的第一个月过后,从网带上拆下 4 个或以
上的链节;在操作的第二个月过后拆下相同数量的链节。网带伸长的征兆是,网带通过了输送带的驱
动端和惰轮端之后,在返回行程中明显下垂 3”-4”(7.5 厘米-10.0 厘米)。要去除多余的链节,载入
“唤醒”(wakeup)配方,升起回流炉罩壳,运行输送带直至其拼接处超过一个底部加热器。拆下拼接
线(参见
第
II
节,图
2
,第
115
页
)。
剪掉网带的 4-8 个链节,约 4”至 8”(10 厘米至 20 厘米),并重新拼接。使用重型剪线钳,最好是有碳
化物刃,剪断链节。如果您的回流炉装有可调节轨道输送带,将网带拼接处放在正好通过输送带惰轮端的位
置,略微低于输送带框架。虽然现在需要调整输送带的下侧,但可以避免扰乱可调节轨道系统。也可调节位
于输送带框架的进口和出口处下方的辊子,提高网带的张力。
VIII.润滑
在用于将可调节轨道传动至丝杠和方杆的传动链条(节距为1/4”或3/8”)上 添 加 轻质 润 滑 油( SAE 20或等
效润滑油)。润滑前须使用适当的溶剂去除传动链条上的助焊剂残留物。还须去除支撑可调节轨道的圆轴上
的助焊剂残留物,保持其清洁。只能用轻质润滑油进行润滑。不要使用WD-40、PTFE spray、碳氟化合物或
硅油等润滑油。
如果运行温度低于800℃,在可调节轨道的丝杠上添加轻型“三合一”润滑油,如果运行温度高于800℃
则使用高温润滑油“Krytox”。
Heller公司推荐使用Oberon高温合成基链条油F232-ISO VG 220,对可调节轨道进行润滑。该润滑油是合
成润滑油,不含固体成分,因此不会有残留物干扰链轮齿的转动。而且该润滑油可以在炉温较高时安全使用。
而其它润滑油在使用前可能需要冷却回流炉。对于配有自动润滑系统的回流炉,请不要使用需要频繁混合的
润滑油,以免堵塞输送带系统。
Heller系统上使用的可调节轨道输送带的链条由不锈钢制成,不需要润滑。但是链条和可调节轨道中的沟
槽有摩擦存在。这里需要进行润滑。
127
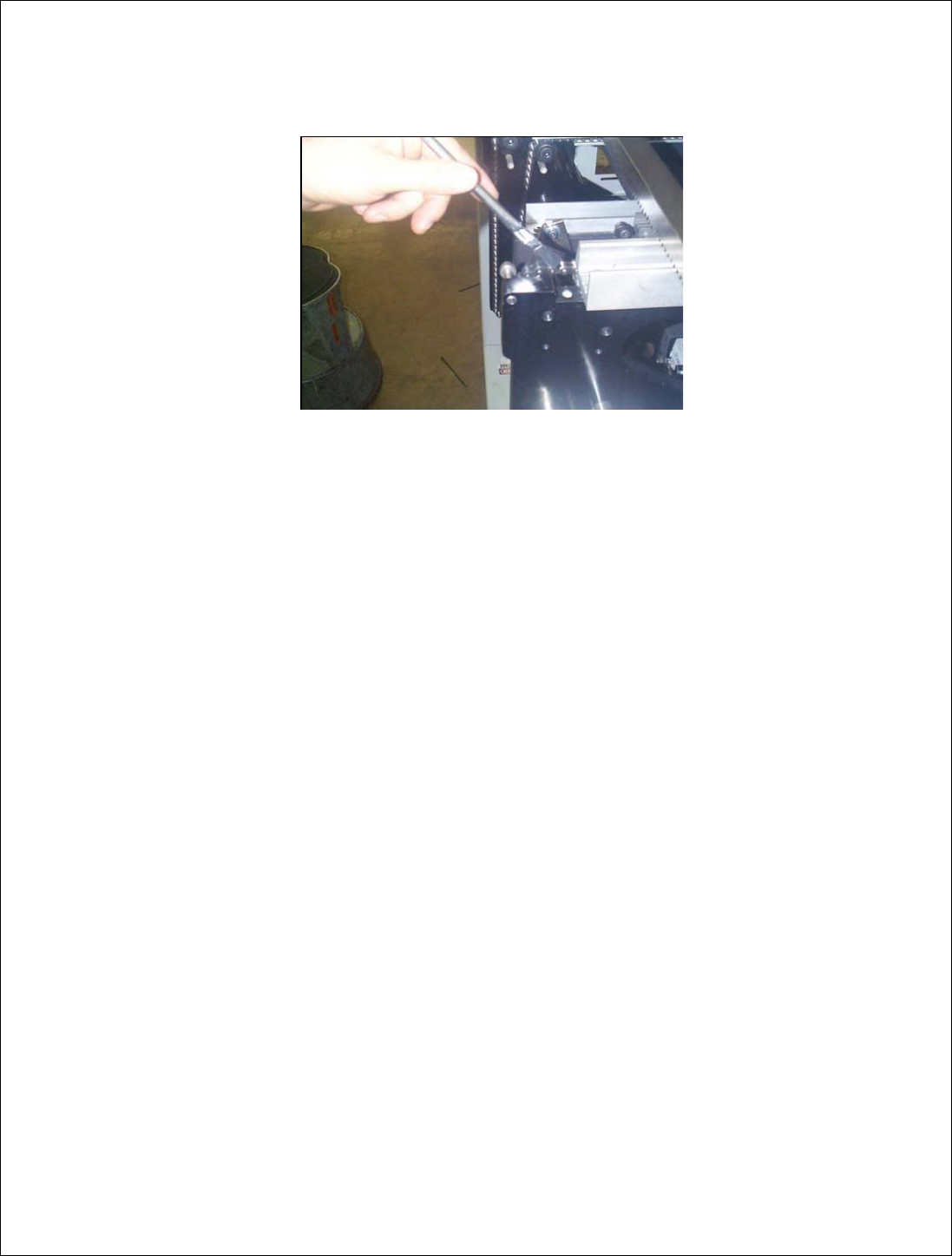
当回流炉中无电路板时,载入“唤醒”(Wakeup)配方。使用提供的刷子,在回流炉的进口端在每个链
条上涂敷少量的润滑油,并等待5秒钟。用刷子再次在两个链条上涂敷润滑油。在回流炉的进口端重复该程
序15-20次。转移到出口端,并重复以上程序。润滑油从链条中流出,并流进需要润滑油的轨道沟槽中。
Heller公司推荐在最差的工作条件下,每隔40小时润滑一次。根据助焊剂、温度或输送带速度等条件,可
以延长时间间隔。应根据实际情况进行评估和调节,以免过度润滑。
小心:仅在链条上涂敷润滑油时,避免可调节链轮齿上润滑油过多。在链条顶部涂敷很薄的涂层即可。
确保涂敷后,润滑油不会滴下。如果润滑油接触到或涂敷在链轮内的套管上,可能产生损坏。
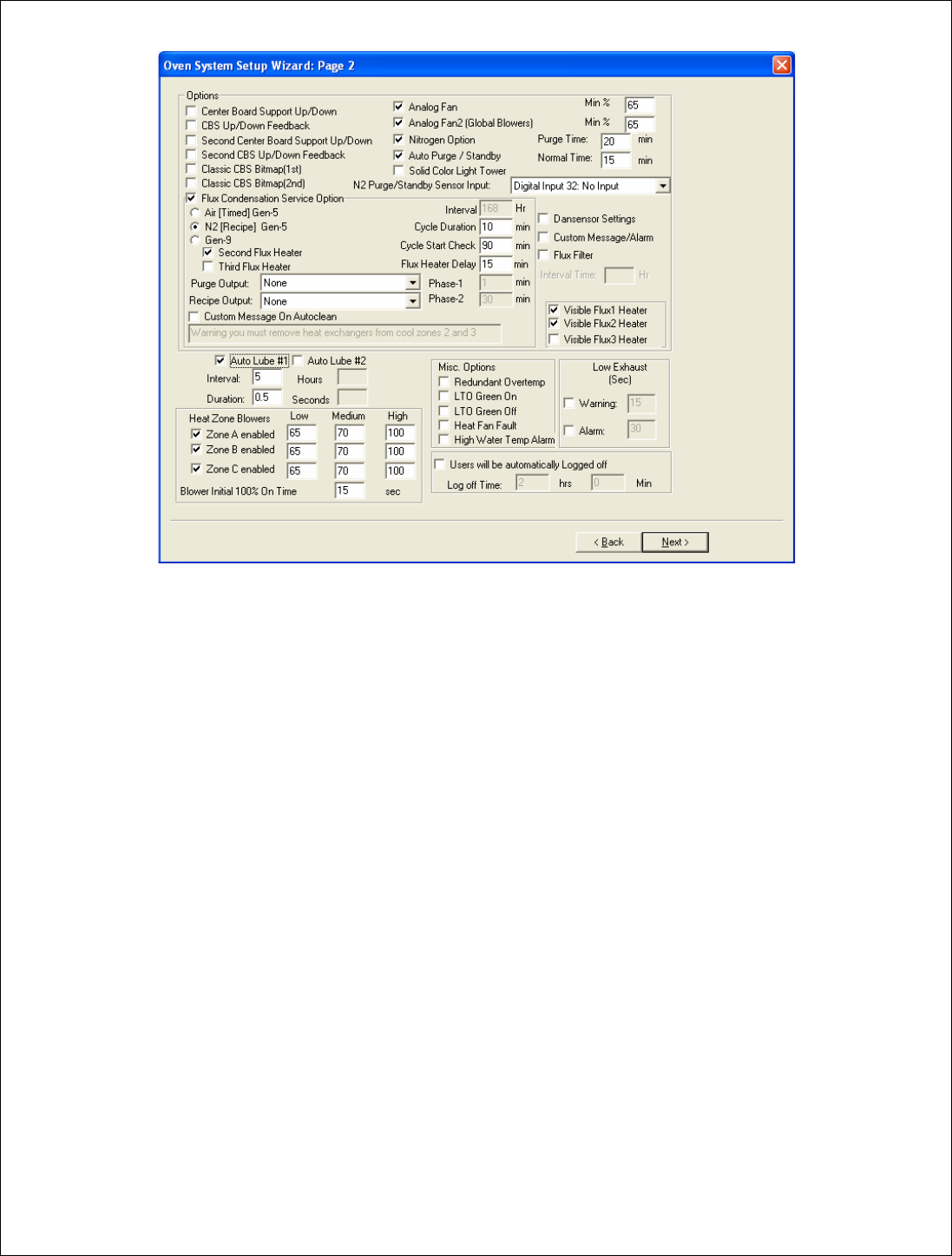
A.自动润滑
自动润滑选项有两个设置(参见软件部分的“系统设置”)。第一个设置是进行润滑的时间间隔。
Heller 公司推荐间隔设置为 5 小时。根据助焊剂、温度或输送带速度等条件,可以更改该间隔。应进行
评估和调节,以免过度润滑。软件每隔一个小时触发润滑循环,对链条进行润滑。
第二个设置是对链条进行润滑的持续时间。该时间同样在出厂时设定为 0.5 秒;该值因输送带速度、润
滑剂粘度或回流炉长度的不同而有所不同。
128
IX.检验系统的准确度
A.ISO 热电偶
作为选项,回流炉可以在每个加热区配备第二个 K 型热电偶。该热电偶排列在通过回流炉的前面板安装
的插座上,可以连接至外部数字式温度计。对于从独立的热电偶获得的读数,室温下 Heller 回流炉所接受的
容差范围是±3.6℃。
B.检验温度控制器的准确度
可以使用美国国家标准与技术研究院(NIST)认证的任何数字式测量仪或温度计模拟传感器的工作温度,
来检查 Heller 回流炉中温度控制器模块的热电偶输入的准确度。Heller 公司推荐采用 OMEGA CL23A 型测量
仪(Heller 零件编号 4350)进行该程序。使用该测量仪时,室温下 Heller 回流炉可接受的总容差是±3.0℃。
可以选用ioMonitor软件(C:\Oven\ioMonitor.exe)执行该测试。将测试设备的电线与控制器的热电偶输
入相连。实际的热电偶电线应断开用于特定的控制区测试,测试完毕后重新连接。您可能需要参考回流炉电
器接线图进行特定控制器的连线。从“窗口”(Window)菜单中选择“模拟输入”(Analog Inputs),检查
特定控制区的温度值。该值已经乘以10,因此实际温度值必须除以10。(例如:显示值509,实际温度应为
50.9℃).